Сборка коленчатых валов с коренными подшипниками
Под сборкой коленчатых валов дизелей с коренными подшипниками понимают комплекс технологических операций, связанных с обеспечением и проверкой заданной точности взаимного расположения этих деталей. В специальной и технической литературе такой комплекс работ часто называют укладкой коленчатых валов в подшипники.
Основная задача технологической операции укладки коленчатого вала в коренные подшипники независимо от того, каким методом обеспечивают заданную точность сборки, сводится к удовлетворению следующих технических требований:
плотного прилегания наружной поверхности вкладышей подшипников к постелям фундаментной рамы и заданного по рабочей документации натяга; возможно более полного (не менее 70%) контакта между рабочими
поверхностями шеек коленчатого вала и вкладышей подшипников; прямолинейности оси коленчатого вала, уложенного в коренные подшипники; оптимального монтажного зазора между шейками вала и вкладышами коренных и шатунных подшипников.
Первое из этих требований в отношении фактических натягов в соединении чаще всего удовлетворяется на сборке автоматически. Это объясняется тем, что натяги в таких сборочных единицах рассчитывают, исходя из предельных отклонений размеров сопрягаемых поверхностей деталей.
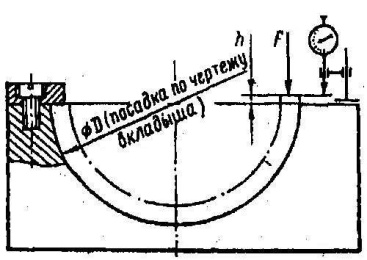
При необходимости проверки фактического натяга контролируемый вкладыш устанавливают в постели приспособления (рис. 17.3) и нагружают строго определенным для заданной по чертежу посадки усилием F. Любым доступным методом фиксируют суммарное выступание h стыков вкладышей над плоскостью разъема и его значение сравнивают с допустимым. Поскольку вкладыши подшипников коленчатых валов изготавливают в виде отдельных половинок, то такой вид проверки натягов в соединении оказывается единственно возможным. Поэтому значения величин F и h обычно указывают в рабочей конструкторской документации на новую продукцию или представляют в виде специальных таблиц подбора вкладышей по фактическим размерам постелей фундаментных рам.
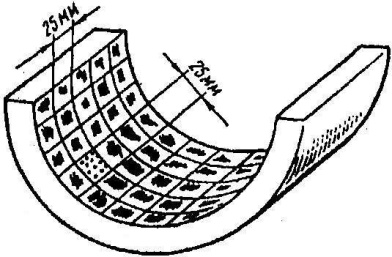
Качество прилегания наружной поверхности вкладышей подшипников к постелям фундаментной рамы и коренных шеек коленчатых валов к антифрикционному покрытию вкладышей контролируют обычно «на краску». Последовательность такой проверки состоит в том, что на одну из сопрягаемых поверхностей, обычно охватываемую, например шейку вала, наносят сплошной тонкий слой специального красящего вещества. Укладывают коленчатый вал в нижние половинки вкладышей коренных подшипников, закрепленные в фундаментной раме расчетными усилиями, и проворачивают вал несколько раз вокруг своей оси. Естественно, что после подъема коленчатого вала на рабочей поверхности вкладыша будут видны следы краски только в тех местах, где имел место контакт сопрягаемых поверхностей. Мысленно всю цилиндрическую поверхность нижней половины вкладыша разбивают на квадраты 25×25 мм и подсчитывают количество пятен краски, приходящееся на каждый такой квадрат. Важным при этом является то, чтобы распределение пятен контакта в квадратах, а следовательно, и по всей контролируемой поверхности было равномерным (рис. 17.4). Если это условие выполняется и в каждом квадрате находится 8–10 пятен контакта, то для подшипниковых сборочных единиц коленчатых валов дизелей такое качество прилегания можно считать вполне удовлетворительным. В противном случае требуется дополнительная слесарная пригонка вкладышей подшипников пришабриванием их антифрикционного сплава по коренным шейкам коленчатых валов. Для качественно выполненной укладки вала в подшипники общий контакт сопрягаемых поверхностей должен составлять не менее 70%.
| 
|
| Рисунок 17.3 - Схема проверки натяга вкладышей в гнезде подшипника | Рисунок 17.4 - Схема оценки качества прилегания вала к вкладышу подшипника «на краску» |
С качеством прилегания антифрикционного слоя вкладышей коренных подшипников к шейкам коленчатых валов при сборке непосредственно связано отклонение оси вала от прямолинейности или, что то же самое, упругие статические прогибы вала под действием собственного веса. Поэтому любое пришабривание вкладышей подшипников по шейкам вала на узловой сборке сопровождают комплексными проверками пятна контакта и отклонений оси коленчатого вала от прямолинейности.
Вопросы для самоконтроля
| Вопросы | Источник |
| Перечислите основные дефекты механизма газораспределения | [1], с. 89-94; [2], с. 52-54; [3], с. 94-99; [4], с.152-155 [5], с. 23-39. |
| Из каких сталей изготавливают впускные клапаны? Как производится их дефектация? | |
| Как производят сборку плунжерных пар распылителей форсунок | |
| Перечислите основные технологические операции при ремонте форсунок | |
| Опишите порядок сборки судовых ДВС | [1], с. 101-116; [2], с. 44-81; [3], с. 99-105; [4], с.152-155; [5], с. 378-409. |
| Опишите метод центровки блоков цилиндров | |
| Как производится запрессовка цилиндровых втулок? | |
| Перечислите основные технические требования при укладке коленчатого вала в коренные подшипники? | |
| Как контролируют качество прилегания наружной поверхности вкладышей подшипников к постелям фундаментной рамы и коренных шеек коленчатых валов к антифрикционному покрытию вкладышей? |
Дата добавления: 2020-04-12; просмотров: 783;
Поиск по сайту
Узнать еще
- III. Шкала интервалов (разностей)
- V. Сборка и нагружение формы.
- Акустическое разрешение диатонических интервалов
- Анализ параметров методом доверительных интервалов
- Буксы с роликовыми подшипниками
- Валовая и селективная выемка.
- Валовое производство основных видов сельскохозяйственной продукции всеми категориями хозяйств Республики Башкортостан, тыс. т.
- Валовой внутренний продукт (ВВП) и методы его расчета.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
