Ремонт топливной аппаратуры
Исключительно высокие требования к топливной аппаратуре по всем параметрам точности деталей и качеству сборки обусловливают необходимость организации специализированных участков по ремонту сборочных единиц топливных насосов, форсунок и т.п.
Основная особенность таких участков состоит в том, что топливная аппаратура при дефектации, ремонте и сборке требует тщательной мойки и очистки. Мойка и чистка деталей и форсунок сопряжены с большими трудностями из-за нагаров, окалины и закоксовывания сопловых отверстий в корпусах распылителей форсунок. Одним из наиболее эффективных способов очистки от закоксовывания сопловых отверстий является ультразвуковая очистка.
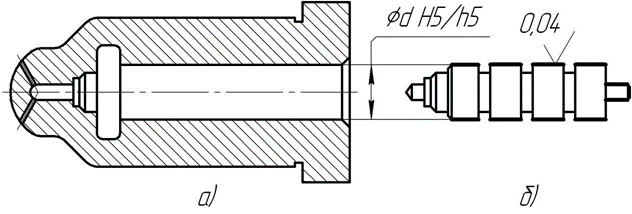
Сборку плунжерных пар распылителей форсунок (рис. 16.1) в машиностроении и при ремонте производят по принципам селективного подбора. Следовательно, ремонт игл и корпусов распылителей форсунок сводится к индивидуальному подбору этих деталей из числа новых или отремонтированных.
|
| Рисунок 16.1 - Корпус (а) и игла (б) распылителя форсунки |
Ремонт форсунок включает следующие основные технологические операции:
1) снятие нагара с распылителей форсунок и проверку качества распыливания топлива, а также давления начала впрыскивания до разборки;
2) разборку, промывку, дефектацию и ремонт деталей плунжерных пар;
3) сборку, регулировку давления начала впрыскивания и проверку качества распыливания топлива;
4) обкатку и проверку качества распыливания топлива после регулировки топливного насоса.
Нагар с распылителей форсунок снимают в ваннах со специальным раствором. При этом комплект форсунок дизелей погружают в раствор на глубину 20 мм, выдерживают форсунки в растворе 10–15 мин при температуре 343–363 К и окончательно промывают в бензине.
Промывку деталей форсунок после разборки производят в авиационном бензине. Прецизионную пару (игла – корпус распылителя) промывают отдельно от других деталей и проверяют плавность перемещения иглы в корпусе распылителя.
При дефектации особое внимание обращают на состояние прецизионной пары и в случае необходимости принимают решение о ее замене парой строго определенной сортировочной группы.
Замену деталей одной форсунки деталями другой не допускают.
Необходимость ремонта распылителей форсунок обусловливается нарушением работоспособности плунжерной пары корпуса и иглы распылителя из-за увеличения зазора, зависания иглы, закоксовывания топливоподводящих отверстий, наклепа запорного конуса, потери упругости пружины и т.п.
Плотность распылителей форсунок проверяют путем гидроопрессовки со стендовой (эталонной) форсункой профильтрованной технологической жидкостью определенной кинематической вязкости. Перед опрессовкой распылителей контролируют герметичность технологического стенда и его работоспособность по двум эталонным парам распылителей. Для этих целей ремонтные предприятия должны располагать двумя комплектами эталонных пар распылителей – контрольным и рабочим.
При опрессовке качество прецизионной пары оценивают по времени падения давления, которое указывают в технических условиях на ремонт. При времени падения давления меньше допустимого распылитель заменяют новым, а при большем – производят притирку пары по рабочему конусу.
Для доводки распылителей по диаметру сопряжения с иглой используют пасту из глинозема, которую наносят только на цилиндрическую часть иглы. Частоту вращения шпинделя доводочного станка устанавливают в пределах 200–250 об/мин. После доводки и промывки сопряжения дизельным топливом проверяют плавность перемещения иглы в корпусе распылителя. При этом местные сопротивления, препятствующие перемещению иглы, не допускаются.
Посадку иглы в корпусе распылителя полагают качественной в том случае, когда игла, выдвинутая на одну треть длины, под действием собственного веса свободно и плавно опускается на седло.
После доводки поверхность иглы и корпуса распылителя должна иметь ровный блеск и соответствовать по микрорельефу Ra = 0,04 мкм.
Дата добавления: 2020-04-12; просмотров: 674;
Поиск по сайту
Узнать еще
- II. Региональная программа капитального ремонта
- III. Способы формирования фонда капитального ремонта
- IV. Выбор способа формирования фонда капитального ремонта
- V. Формирование средств в фонде капитального ремонта
- VI. Организация и финансирование капитального ремонта многоквартирного дома при формировании фонда капитального ремонта на специальном счете
- VII. Организация и финансирование капитального ремонта многоквартирного дома при формировании фонда капитального ремонта у регионального оператора
- VIII. Возможные меры государственной поддержки капитального ремонта
- Анализ аварийных режимов и отказов оборудования. Выбор аппаратуры защиты

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
