Запрессовка цилиндровых втулок
Втулки запрессовываются после установки и закрепления блоков. Посадочные места блока очищают, промывают и обмеряют, как и посадочные места втулок. Для СОД сопряжение втулки по посадочным поясам осуществляется по посадке. Втулки некоторых крупных дизелей устанавливаются на блоки через проставочные кольца.
Пригонка втулок к блоку осуществляется до постановки на них уплотнительных колец. Опорные поверхности фланцев втулок пригоняются по опорным поверхностям блоков на краску шабрением и притиркой для обеспечения плотности сопряжения. Для проставочного кольца выполняются те же требования. Для крупных втулок с целью облегчения работы применяются кольца-калибры, по которым производится предварительная обработка втулок. Плотность пригонки опорных поверхностей фланцев втулок с блоком должна обеспечить контакт на краску по всей окружности и на ширине не менее 70%. Красномедные уплотнительные кольца на втулках двухтактных дизелей, уплотняющие ее в районе продувочных и выпускных окон, запрессовываются после пригонки втулок по блокам. Красномедные пояски протачивают с натягом +(0,05...0,1) мм относительно посадочных поясов блоков. В некоторых случаях производится расчеканка красномедных поясков для лучшего их уплотнения. Резиновые уплотнительные кольца перед постановкой смазывают вазелином или жидким мылом, а опорный бур – тонким слоем белил.
Основное условие при запрессовке втулок – обеспечение их перемещения без перекоса с помощью винтовых и гидравлических домкратов.
При запрессовке втулок двухтактных дизелей обращают внимание на положение контрольных рисок относительно блока и на величину смещения продувочных и выпускных окон, так как отверстия для штуцеров могут не совпадать. Штуцеры устанавливаются на красномедных прокладках. На запрессованных втулках производят измерение их внутреннего диаметра для выявления возможных деформаций.
Гидравлические испытания полости охлаждения проводят при давлении 0,4...0,6 МПа. Пропуски воды через уплотнения не допускаются.
При гидравлических испытаниях цилиндровые крышки должны быть установлены и закреплены на штатных шпильках.
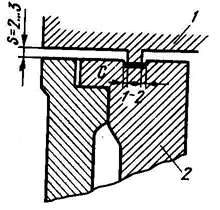
17.4 Установка цилиндровых крышек
Цилиндровые крышки (рис. 17.2) в собранном виде проходят гидравлические испытания до постановки на цилиндры. Крышка должна свободно опускаться по шпилькам.
|
| Рисунок 17.2 – Установка цилиндровой крышки |
Уплотняющий буртик крышки 1 должен входить в выточку цилиндровой втулки 2 с равномерным зазором 1...2 мм по окружности. Толщина красномедной прокладки обычно составляет 1,5...2 мм. Перед сборкой красномедная прокладка подвергается отжигу. При повторном ее использовании отжиг повторяют. Контрольные риски на блоке и крышке совмещают до обжатия гаек. Выявленные перекосы устраняют. Гайки завинчивают равномерно и в порядке «накрест». Усилие затяжки контролируется по моменту затяжки.
Дата добавления: 2020-04-12; просмотров: 1235;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
