Достоинства резьбовых соединений
Резьбовые соединения имеют ряд существенных достоинств, благодаря которым они занимают ведущее место среди всех других соединений деталей в современном машиностроении. К таким достоинствам можно отнести:
- возможность многократной сборки-разборки;
- удобство сборки-разборки;
- высокая надёжность;
- простота конструкции;
- дешевизна (вследствие стандартизации);
- технологичность;
- возможность регулировки силы сжатия;
- при небольшой силе на ключе создают значительные силы затяжки вследствие клинового действия резьбы и большого отношения длины L гаечного ключа к радиусу r резьбы (L/r ≈ 28). Так, сила затяжки винта М12 может составлять 20000 Н (около 2 тонн);
- позволяют производить сборку деталей при различном взаимном их расположении.
Недостатки резьбовых соединений:
- концентрация напряжений во впадинах резьбы;
- низкая вибрационная стойкость (самоотвинчивание при вибрации).
Классификация резьбы
1. По назначению резьбы делятся:
· крепежные (рис.190);
· крепежно-уплотняющие (рис.191);
· передающие движение (рис.192);
 рис.190
рис.190
|
 рис.191
рис.191
|  рис.192
рис.192
|
2. В зависимости от формы поверхности, на которой образуется резьба, различают:
· Цилиндрические резьбы, имеют наибольшее применение
 рис.193
рис.193
| · Конические резьбы - применяют для более плотных соединений труб, масленок, пробок.
 рис.194
рис.194
|
3. В зависимости от формы профиля резьбы:
треугольный
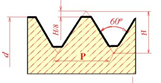 рис.195
рис.195
| трапецеидальный симметричный;
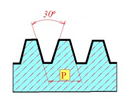 рис.196
рис.196
|
трапецеидальный несимметричный
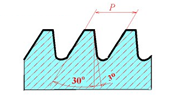 рис.197
рис.197
| круглый
 рис.198
рис.198
|
4. В зависимости от направления винтовой линии резьбы бывают (рис.199):
· правые (если при вращении по часовой стрелке гайка будет навинчиваться);
· левая, (если при вращении по часовой стрелке гайка будет свинчиваться), имеет ограниченное применение.

| 
|
рис.199
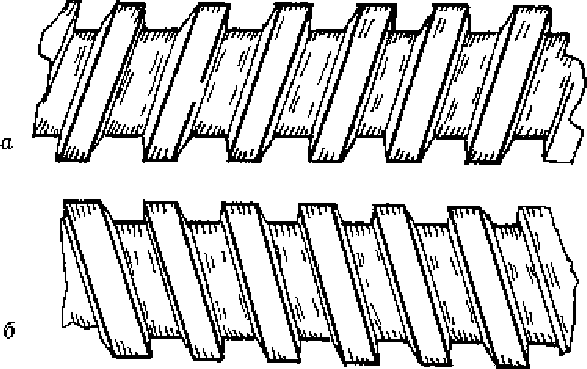
5. В зависимости от числа заходов резьбы делятся на:
· однозаходные (рис.200 а);
· многозаходные (рис.200 б,в,г);
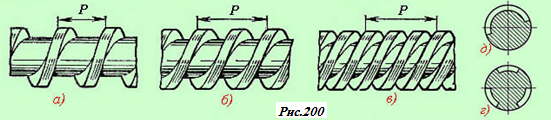
Заходность резьбы легко определить с торца винта по числу сбегающих витков (рис.200г).
6. По размеру шага:крупный и мелкий (рис.201).
От размера шага зависит высота профиля резьбы.
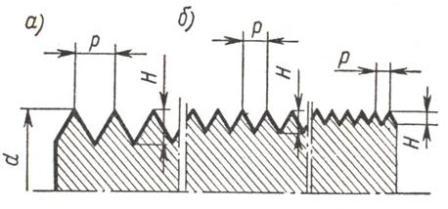
рис.201
Геометрические параметры резьбы
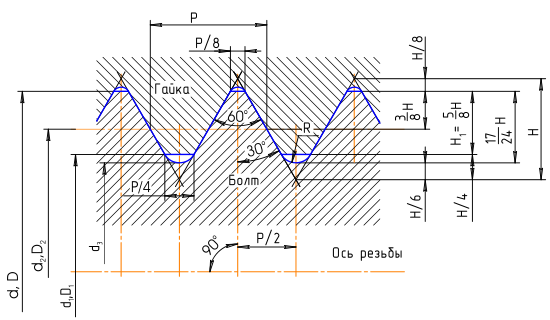
рис.202
d – наружный (номинальный) диаметр резьбы;
d1 – внутренний диаметр резьбы;
d2 – средний диаметр резьбы – диаметр воображаемого цилиндра, на котором толщина витка равна ширине впадины;
Р – шаг резьбы, т. е. расстояние между одноименными сторонами двух соседних витков в осевом направлении;
t – ход резьбы, для однозаходной резьбы ход равен шагу t = P;
для многозаходной – t = P× Z; где Z – количество заходов;
α – угол профиля резьбы;
φ – угол подъема резьбы, т. е. угол, образованный винтовой линией по среднему диаметру резьбы и плоскостью, перпендикулярной оси винта
tg φ = t / (π × d2)
Выбор профиля резьбы в зависимости от ее назначения определяется следующими факторами: прочностью, технологичностью изготовления и величиной трения в резьбе.
Крепежная резьба
Крепежные резьбы применяют в резьбовых соединениях; они имеют треугольный профиль, который характеризуется: большим трением, предохраняющий резьбу от самоотвинчивания, высокой прочностью и технологичностью.
К крепежной резьбе относится: метрическая резьба, дюймовая резьба и круглая резьба.
Метрическая резьба
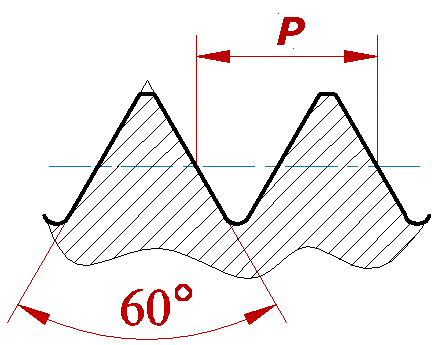 рис.203
рис.203
| Метрическая резьба является наиболее распространенной из крепежных резьб (рис.203). Имеет треугольный профиль в виде равностороннего треугольника, угол α =600. Радиальный зазор в резьбе делает ее негерметичной. |
Метрические резьбы делятся на резьбы с крупным и мелким шагом, шаг измеряется в мм (рис.204).
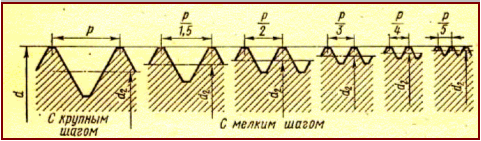
рис.204
В качестве основной крепежной применяют резьбу с крупным шагом.
Резьбы смелким шагом меньше ослабляют деталь и характеризуются повышенным самоторможением, их применяют в резьбовых соединениях, подверженных переменным и знакопеременным нагрузкам, а также в тонкостенных деталях.
Резьба М20, шаг основной Р = 2,5; d = 20 мм, d1= 16,93 мм;
Резьба М20,шаг мелкий Р = 0,5; d = 20 мм, d1= 19,38 мм;
Резьба стандартизирована.
Обозначение резьбы:
М24 – 7h6h – резьба наружная с крупным шагом, наружным диаметром 24 мм, поле допуска среднего диаметра - 7h, поле допуска наружного диаметра - 6h;
М20×1,5 LH– 6H – резьба внутренняя наружным диаметром 20мм с мелким шагомР =1,5; поле допуска среднего диаметра – 6Н, левая;
Для наружной резьбы основные отклонения – h, g, e, d, степень точности – 4, 6, 8.
Для внутренней резьбы основные отклонения – H, G, степень точности – 5, 6, 7.
Дюймовая резьба
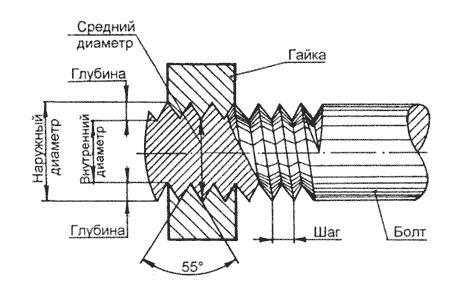 рис.205
рис.205
| Имеет треугольный профиль в виде равнобедренного треугольника с углом при вершине α = 550 (рис.205) Нарезается на цилиндрическую и коническую поверхность, измеряется в дюймах, относится к крепежным и применяется только при ремонте импортной техники. |
Обозначение резьбы:
1˝ Кл.2– дюймовая резьба, цилиндрическая, диаметром 1˝, 2 – ой класс точности.
К ¾˝ Кл.2 – коническая дюймовая резьба, диаметром ¾˝, 2 – ой класс точности.
Круглая резьба
Профиль резьбы состоит из дуг, сопряженных короткими прямыми линиями.
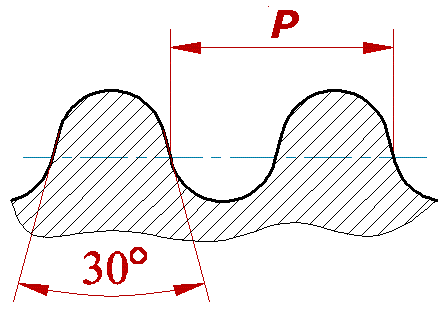 рис.206
рис.206
| Угол профиля α=30°. Резьба характеризуется высокой динамической прочностью (рис.206). Применяется ограниченно при тяжелых условиях эксплуатации в загрязненной среде. Технологична при изготовлении отливкой, накаткой и выдавливанием на тонкостенных изделиях. |
Обозначение резьбы:
Rd 40 – 7e 6e – круглая резьба с наружным диаметром 40 мм, поле допуска среднего диаметра –7е, поле допуска наружного диаметра –6е;
Rd 36 LH – 7Н 6Н – круглая резьба с внутренним диаметром 36 мм, поле допуска среднего диаметра – 7Н, поле допуска наружного диаметра – 6Н, левая.
Крепежно-уплотняющая резьба
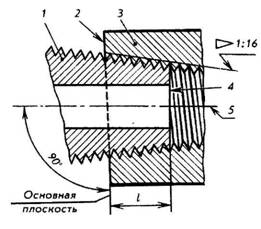
Трубная резьба
Трубная резьба нарезается на цилиндрическую и коническую поверхность (рис.207 б,в), относится к крепежно - уплотняющим резьбам. Имеет треугольный профиль, угол α = 550(рис.207а). Обозначается в дюймах, имеет мелкий шаг.
 а)
а)
|
 б)
б)
|
|  в)
в)
|
рис.207
Трубная цилиндрическая является мелкой дюймовой резьбой, но с закругленными выступами и впадинами (рис.207а). Отсутствие радиальных зазоров делает резьбовое соединение герметичным. Применяется для соединения труб.Трубная коническая резьба дает высокую плотность соединения.
Обозначение резьбы:
G 1½˝ А – трубная цилиндрическая резьба 1½˝*, А – класс точности среднего диаметра;
G 1¾˝ LH B – трубная цилиндрическая резьба 1¾˝, B – класс точности среднего диаметра, левая;
G 1¾˝ LH B 40 – длина свинчивания 40мм.
* - Номинальный диаметр трубной резьбы характеризуется не ее наружным диаметром, а числовым значением в дюймах условного диаметра отверстия, на поверхности которого нарезана резьба.
Резьбы, передающие движение
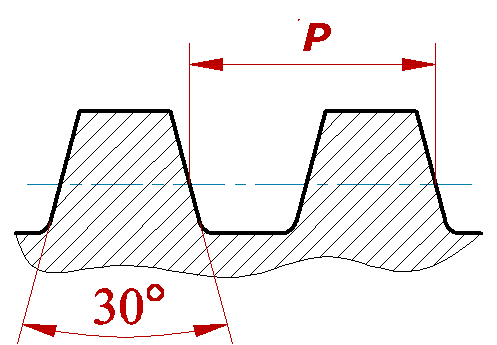
Трапецеидальная резьба
Основная резьба в передаче винт-гайка .
Профиль резьбы – равнобочная трапеция с углом 300 (рис.208а)
 а)
а)
|
 б)
б)
|
 в)
в)
|
рис.208
Характеризуется небольшими потерями на трение, технологична. Резьба имеет гарантированный зазор по сопрягаемым поверхностям, который служит для размещения смазки, уменьшения трения, компенсации тепловых расширений.
Стандартизирована. Для каждого диаметра предусмотрены три шага. Резьба воспринимает нагрузку в обоих направлениях (ходовые винты станков), бывает однозаходной и многозаходной (рис.208 б,в)
Обозначение резьбы:
Tr 20×4 – 7e - трапецеидальная резьба, наружный диаметр 20 мм, шаг 4 мм,7е – поле допуска винта;
Tr 40×4 (Р2)– 7Н - трапецеидальная резьба, наружный диаметр 40 мм, ход 4, шаг 2 мм,7Н – поле допуска гайки, многозаходная;
Упорная резьба
Применяется в передаче винт-гайка при больших односторонних осевых нагрузках - грузовые винты прессов, домкратов (рис.210,211).
Профиль резьбы – неравнобочная трапеция с рабочим углом 30(рис.209). К.П.Д. выше, чем у трапецеидальной.
Резьба имеет низкие потери на трение, гарантированный зазор. Стандартизирована.
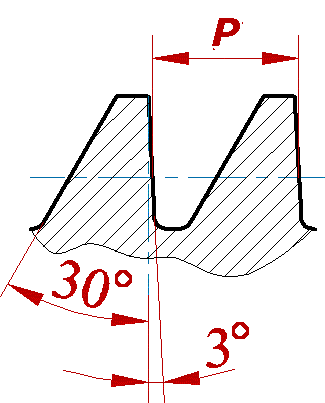 рис.209
рис.209
| 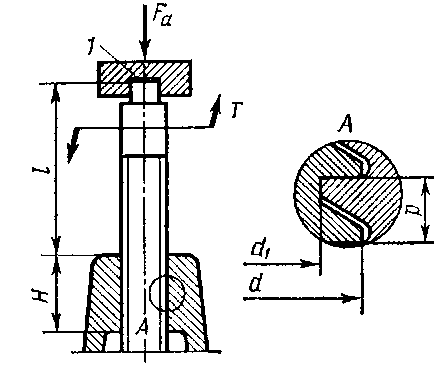 рис.210
рис.210
|  рис.211
рис.211
|
Обозначение резьбы:
S90×4 – 7h - упорная резьба, наружный диаметр 90 мм, шаг 4 мм,
7h – поле допуска диаметра винта;
S48×8 (Р4) – Az - упорная резьба, наружный диаметр 48 мм, ход 8, шаг 4 мм, Az – поле допуска гайки, многозаходная;
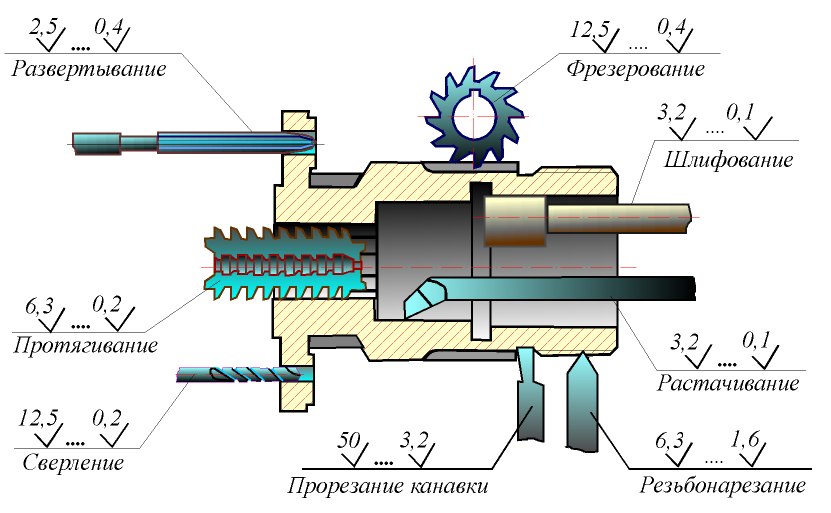
Способы изготовления резьб
Существует два основных способа изготовления резьб: нарезанием и накатыванием.
Нарезание резьб осуществляют резцами, гребенками, плашками, метчиками, резьбовыми головками, фрезами (рис.212).
Накатывание резьб (рис.213) осуществляется гребенками или роликами на резьбонакатных автоматах путем пластической деформации заготовки. Этот способ высокопроизводителен, применяется в массовом производстве при изготовлении стандартных крепежных деталей.
 метчики
метчики
| 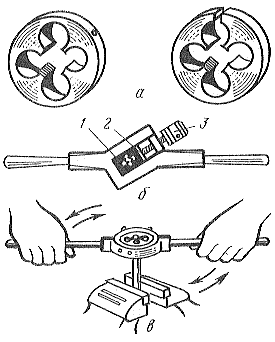 плашки
плашки
|
рис.212
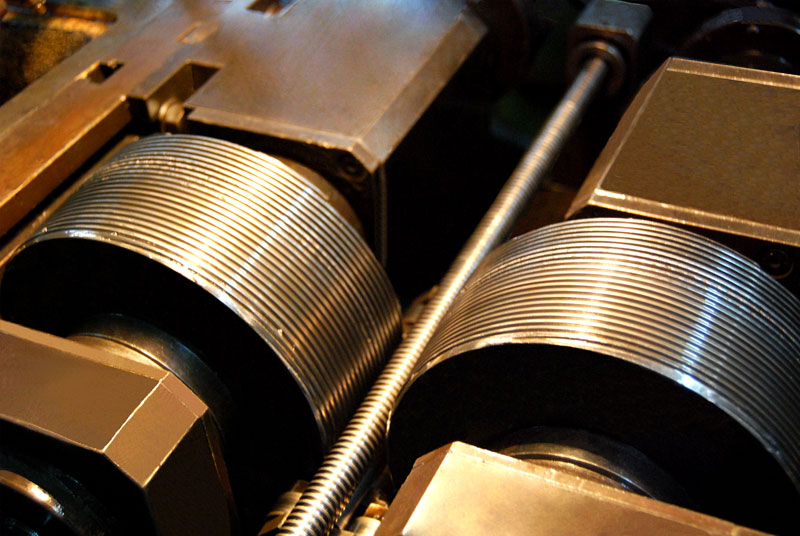 накатка
накатка
| 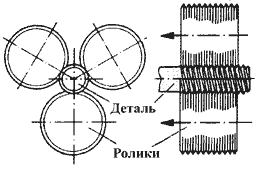 схема накатки
схема накатки
|
рис.213
Стандартные крепежные детали
Основными резьбовыми соединениями являются соединения болтами, винтами и шпильками (рис.214,215,216)
Болтовые соединения наиболее простые и дешевые, так как не требуют нарезания резьбы в соединяемых деталях (рис.214а,216).
Применяют для скрепления деталей, материал которых не обеспечивает достаточной прочности.
Многочисленными стандартами предусмотрены различные геометрические формы и размеры болтов, винтов, шпилек, гаек и шайб.
Болты и крепежные винты различают следующих основных типов.
В зависимости от формы головки болты и винты бывают с шестигранными, полукруглыми, цилиндрическими, потайными и другими головками.
Болты и винты с шестигранными головками применяют чаще других, так как они допускают большую силу затяжки и требуют небольшого поворота ключа до перехвата.
В зависимости от формы стержня болты и винты бывают: с нормальным стержнем, с подголовком, с утолщенным точно обработанным стержнем для постановки без зазора в отверстие из-под развертки, со стержнем уменьшенного диаметра ненарезанной части для повышения упругой податливости и выносливости при переменных нагрузках.
В зависимости от точности изготовления болты и винты бывают нормальной и повышенной точности.
В зависимости от назначения болты и винты бывают общего назначения, установочные и специальные (рис.218).
Установочные винты применяют для фиксации положения деталей. К специальным болтам относятся фундаментные, болты конусные для отверстия из-под развертки, грузовые винты — рым-болты и многие другие.
Соединения шпильками применяют тогда, когда по условиям эксплуатации требуется частая разборка соединения деталей. Применение винтов в данном случае привело бы к преждевременному износу резьбы детали при многократном отвинчивании и завинчивании (рис.214б).
Шпильку ввинчивают в деталь с помощью гайки, навинченной поверх другой гайки, или с помощью шпильковерта (рис.215). Шпильки изготовляют без канавки и с канавкой.
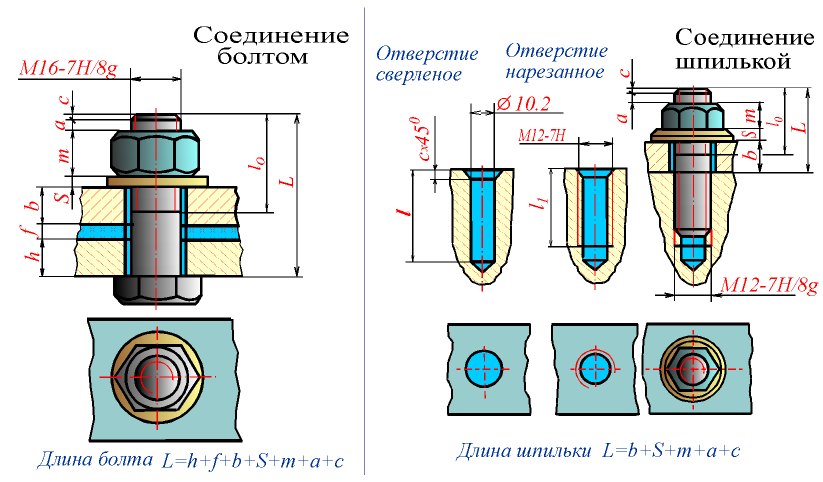
рис.214а рис.214б
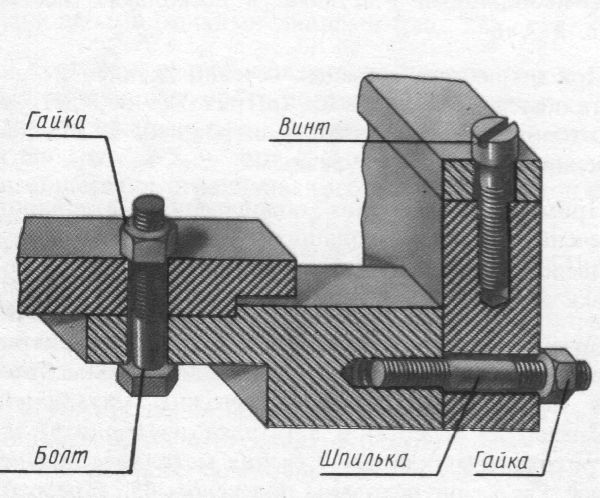
рис.215
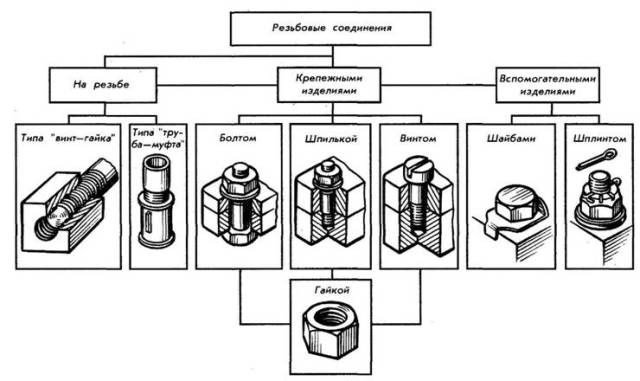
рис.216
В зависимости от формы гайки бывают шестигранные, круглые, гайки-барашки и др. Наиболее распространенные шестигранные гайки (рис.217).
Высокие гайки применяют при частых разборках и сборках для уменьшения износа резьбы и обмятия граней гайки ключом.
Прорезные и корончатые гайки также выполняют высокими.
 рис.217
рис.217
|  крепежные детали
крепежные детали
| ||
 винты для крепления колес
винты для крепления колес
|  винты крепежные
винты крепежные
|
 винты установочные
винты установочные
| |
рис.218
Шайбы
Шайбы подкладывают под гайки; они служат для предохранения деталей от задиров и увеличения опорной поверхности. Шайбы бывают точеные и штампованные. Имеется большая группа стандартных стопорных шайб, которые применяют для предохранения резьбовых соединений от самоотвинчивания (рис.219).
 шайба простая
шайба простая
|  шайба пружинная
шайба пружинная
|  шайба с зубцами
шайба с зубцами
|
 Пластиковые для придания большей прочности
Пластиковые для придания большей прочности
|  шайба стопорная
шайба стопорная
|  шайба стопорная
шайба стопорная
|
рис.219
Материалы винтовой пары
Стальные болты, винты и шпильки изготавливают 12 классов прочности, которые обозначаются двумя числами: 3.6; 4.6; 4.8; 5.6; 5.8; 6.6 и т. д.
Первое число, умноженное на 100, указывает минимальное значение σв в МПа, а произведение чисел, умноженное на 100, определяет значение σт в МПа.
При выборе класса прочности учитывают значение и характер нагрузки, условие работы, способ изготовления.
Стандартные крепежные детали общего назначения изготавливают из низко и среднеуглеродистых сталей ВСт3сп4, Сталей 10, 20, 35, 35Х, 30ХГСА.
Дата добавления: 2020-04-12; просмотров: 1161;
Поиск по сайту
Узнать еще
- II. Реакции диазосоединений без выделения азота
- Алгоритмы трассировки проводных соединений
- Анализ информации, получаемой от САРП. Режимы истинного и относительного движения, их достоинства и недостатки. Проигрывание маневра. Возможная опасность чрезмерного доверия САРП.
- Ацилирование ароматических соединений (реакция Фриделя-Крафтса)
- Б. Достоинства и недостатки имитационного моделирования
- Безмерное самолюбие и самомнение не есть признак чувства собственного достоинства. Ф. Достоевский.
- Биосинтез фенольных соединений
- В. Детали шлицевых соединений

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
