Детали шлицевых соединений
Шлицевые соединения, обеспечивающие возможность передачи значительных крутящих моментов, достаточную точность и надежность сопряжения, имеют широкое распространение в различных отраслях машиностроительного производства.
Наибольшее применение имеют прямоугольные шлицевые соединения; неуклонно расширяется применение эвольвентных соединений повышенной точности.
Для прямоугольных шлицевых соединений в зависимости от принятой системы центрирования — по наружному диаметру, по внутреннему диаметру или по боковым сторонам шлицев — должны быть установлены допуски на каждый из трех основных элементов. Государственного стандарта на допуски для шлицевых сопряжений с прямоугольным профилем не имеется.
Допуски можно назначать по ведомственным или заводским нормативам (нормаль автомобильной промышленности и др.).
При разработке чертежей деталей с прямоугольным профилем шлицев конструктором объекта должны быть учтены возможные технологические погрешности: неравномерность расположения боковых сторон шлицев, их непараллельность, несоосность диаметров (наружного и внутреннего) между собой и относительно геометрической оси, определяемой боковыми сторонами шлица. Для компенсации этих технологических погрешностей в конструктивно допустимых пределах, в чертежах деталей должны быть предусмотрены соответствующие допуски на элементы соединения (ширина шлица, наружный или внутренний диаметры) или, что является более целесообразным, должны быть указаны отдельные технические условия, ограничивающие несоосность диаметров или неравномерность расположения боковых сторон шлица.
Это позволит произвести правильное техническое измерение деталей прямоугольного шлицевого сопряжения.
Проверку наружного и внутреннего диаметров шлицевых вала и отверстия, толщин шлица вала и ширины впадин отверстия производят поэлементно обычными предельными гладкими калибрами.
Независимо от дифференцированной проверки отдельных элементов должна быть проведена комплексная проверка вала проходным шлицевым кольцом и отверстия проходной шлицевой пробкой.
Комплексные шлицевые калибры гарантируют надежную взаимозаменяемость прямоугольного шлицевого сопряжения.
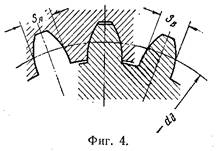
Для эвольвентных шлицевых соединений (фиг. 4) основным является центрирование по боковым сторонам зубьев. В связи с этим в чертежах должны быть правильно заданы размеры и допуски на величины: SA —: ширины впадин по дуге делительной окружности dд (для отверстий) и SB — толщины зубьев по дуге делительной окружности dд (для валов).
В допусках на величины SA и SВ должны учитываться составляющие, компенсирующие технологические погрешности: неравномерность окружных шагов, отклонения геометрической формы профиля. Степени точности эвольвентных шлицевых соединений определены ГОСТ 6033-51.
По наименьшей (в пределах поля допуска) величине SA и наибольшей величине SВ строят комплексные проходные шлицевые калибры, проверяющие не только размер толщины зубьев или ширины впадин, но и комплексные погрешности (неравномерность окружных шагов, отклонения геометрической формы профиля).
По наибольшей (в пределах поля допуска) величине SA и наименьшей величине SВ строят дифференцированные непроходные калибры, контролирующие второй предел размера по ширине впадин и толщине зубьев.
По нецентрирующим диаметрам деталей эвольвентных шлицевых сопряжений предусматривают более грубые допуски—по 3—4-му классу точности.
Дата добавления: 2020-02-05; просмотров: 1690;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
