Типы сварных соединений
Основные типы соединений, характерные для дуговой и газовой сварки (рис.144-147)
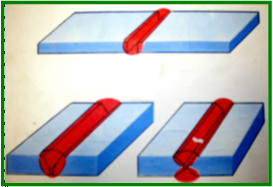
| Стыковое соединение (рис.144)с отбортовкой применяют при толщине листов до 3 мм; листы толщиной 3-8 мм сваривают без разделки кромок, при толщине листов до 15 мм применяют V-образную разделку кромок, более 15 мм –X-образную рис.144 |
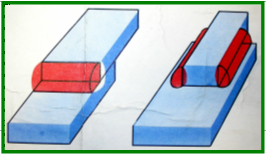 рис.145а рис.145б рис.145а рис.145б
| Нахлесточный односторонний(рис.145а) Нахлесточный двухсторонний (рис.145б) |
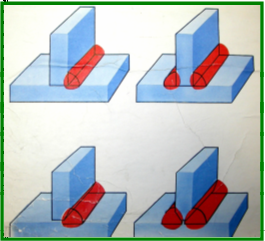 рис.146
рис.146
| Тавровый односторонний Тавровый двухсторонний Тавровый односторонний с разделкой кромок Тавровый двухсторонний с разделкой кромок |
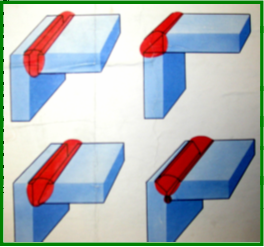 рис.147
рис.147
| Угловые соединения: Односторонний Односторонний катетом С разделкой одного листа С разделкой двух листов |
Сварнозаклепками обеспечивается получение прочных, но не плотных соединений (для сварки верхний лист просверливается или пробивается и при заварке отверстия приваривается и нижний лист).
Структура сварных швов зависит от вида сварки и ее технологии.
Дуговая сварка

| Это сварка при которой между электродом, являющимся присадочным металлом, и свариваемыми деталями образуется электрическая дуга, (рис.148) в зоне которой происходит формирование шва, вследствие плавления электрода. Электроды выпускаются диаметром от 0,3 до 12 мм. Для углеродистой стали – Св-08А, Св-08ГС, Св-10Г2, для легированной стали –легированная проволока – Св-08ХГС, Св- 18ХГС и др. Для ручной сваркой пользуются электродами, покрытыми обмазкой, которые защищают и легируют шов. |
рис.148
В 1802 г. акад. Петров открыл явление дугового разряда. В 1882г. изобретатель Бенардос применил электрическую дугу для сварки металлов угольным электродом.В 1888г. инженер Славянов заменил графитовый электрод металлическим.
Дуговой сваркой соединяются конструкционные стали, серый и ковкий чугуны, медь, алюминий, никель, титан и их сплавы.
Электрические параметры дуги – ток от1-3000А, при напряжении 10-50 В, мощность дуги от 0,01-150 кВт.
Дуговая сварка возможна при постоянном и переменном токах. Для питания дуги постоянным током применяют генераторы и выпрямители.
Различают: автоматическая сварка под флюсом, в среде защитных газов (аргона, углекислом, гелии).
Газовая сварка
В качестве горючих газов при сварке используют ацетилен, пропан, бутан, водород. Чаще ацетилен (С2Н2), дающий наибольшую температуру пламени до 32000 в струе кислорода. Применяют для соединения тонкостенных стальных заготовок, а также заготовок из чугуна, цветных металлов, для резки.
Сварку выполняют с помощью газовой горелки (рис.149), в которой газы смешиваются, и при выходе из горелки образуют горючее пламя, которое расплавляет свариваемые материалы.

рис.149
Перед сваркой может выполняться предварительный нагрев труб газовой горелкой (рис.150)

рис.150
Горелка кольцевая
 рис.151
рис.151
| Применяется для ручного нагрева труб перед сваркой, гибкой (рис.151, 152) |
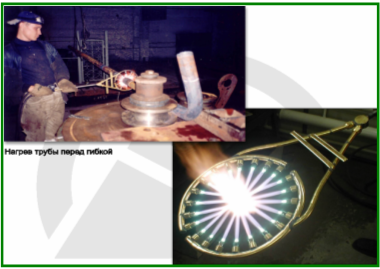
рис.152
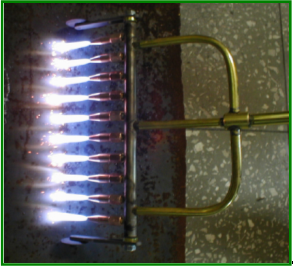
Нагрев плоских поверхностей газовой горелкой (рис.153)

| 
|
рис.153
Газовый резак
Газовую резку выполняют резаком (рис.154, 157). По кольцеобразному каналу (рис.155, 156) поступает горючая смесь, которая расплавляет металл, а по внутреннему каналу поступает кислород и разделяет металл. Толщина резки может быть до 300 мм.

рис.154

рис.155
Схема газового резака
 рис.156 рис.156
|  рис.157
рис.157
|
Сварка пластическим деформированием
Контактная электросварка
Сварка, при которой свариваемые детали разогреваются теплотой, выделяемой при прохождении электрического тока через место контакта соединяемых деталей, доводятся до пластического состояния и механически сдавливаются.
Применяется в серийном и массовом производстве для нахлесточных соединений, тонких листовых деталей.
Контактная электросварка бывает стыковой, точечной и роликовой.
Стыковая электросварка
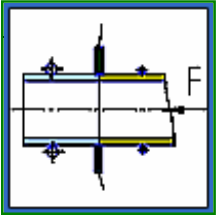 рис.158 рис.158
| Свариваемые заготовки закрепляют в зажимах стыковой машины (рис.158). Один зажим - подвижный, другой – неподвижный. Торцы деталей должны быть одинаковыми по форме и размерам и должны быть механически обработаны. Свариваемые заготовки сжимаются под действием силы, затем включается ток, места контакта разогреваются до пластического состояния и механически сдавливаются. Применяется для низкоуглеродистых, низколегированных, цветных металлов и сплавов. |
Точечная электросварка
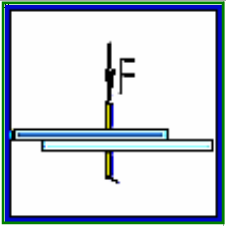 рис.159
рис.159
|  рис.160
рис.160
|
Выполняется с помощью сварочных машин (рис.160). Это сварка в отдельных точках. Свариваемые детали накладываются друг на друга и в местах сварки сжимаются медными электродами, через которые пропускается ток большой силы и малого напряжения (рис.159). Место контакта листов нагревается, ток выключается и производится давление на электроды, т.е. в месте сжатия листы соединяются.
Толщина соединяемых листов от 0,5 – 5 мм.
Применяется для низкоуглеродистых, низколегированных, цветных металлов и сплавов.
Роликовая электросварка
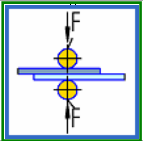 рис.161
рис.161
|  рис.162
рис.162
|
Роликовая электросварка при которой, между свариваемыми заготовками образуется прочное и плотное соединение.
Выполняется с помощью сварочных машин (рис.162), в которых электроды выполнены в виде плоских роликов (рис.161).
Роликам придают вращение и между ними пропускают свариваемые заготовки, соединенные внахлест. Точки контакта роликов и свариваемых деталей перекрывают друг друга, в результате получается шов.
Толщина соединяемых листов от 0,3 – 3 мм. Шов герметичный.
Применяется для низкоуглеродистых, низколегированных, цветных металлов и сплавов, а также медь со сталью, латунь со сталью, медь с латунью.
Производительность сварки 1-4 м/мин.
Соединение сваркой пластмасс.
Пластмассы сваривают в струе горячего воздуха, горячим металлическим лезвием, током высокой частоты, ультразвуком (поверхности обезжиривают, сжимают в месте сварки и пропускают ультразвуковые колебания, вследствие выделяется теплота, детали деформируются).
| Достоинства сварных соединений: · Экономия материала по сравнению с заклепочным; · Плотность и непроницаемость; · Возможность соединения деталей любых криволинейных профилей произвольной толщины; · Трудоемкость сварных соединений меньше заклепочных. |
Недостатки сварных соединений:
· Сложность проверки качества шва;
· Возможность изменения свойств соединяемых деталей в зоне сварки;
· Высокая концентрация напряжений в зоне сварных швов, деформация деталей из-за неравномерности нагрева в процессе сварки.
Расчет сварных соединений
Исходным условием проектирования сварных соединений является равнопрочность шва и соединяемых деталей.
1.Расчет стыковых соединений
Соединения рассчитываются только по нормальным напряжениям растяжения (сжатия), так как проверяемое сечение перпендикулярно действующей нагрузке (рис.163).
Принимаем, что высота шва равна толщине листа
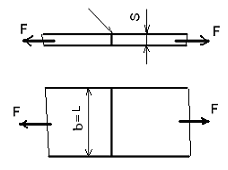 рис.163
рис.163
| Условие прочности стыкового сварного шва
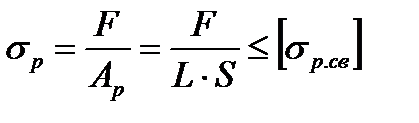 F – сила;
L – длина шва, равная длине соединяемых полос;
S – толщина соединяемых деталей;
[σр.св] - допускаемые напряжения растяжения при дуговой сварке
F – сила;
L – длина шва, равная длине соединяемых полос;
S – толщина соединяемых деталей;
[σр.св] - допускаемые напряжения растяжения при дуговой сварке
|
д
2. Расчет нахлесточных соединений
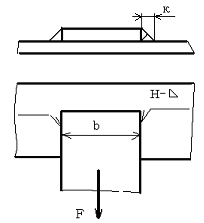
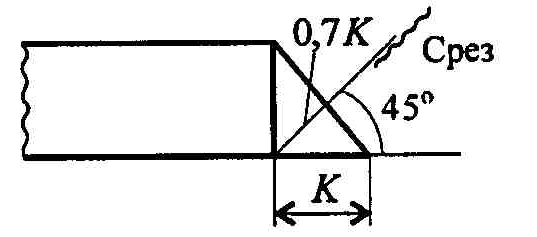 рис.164
рис.164
| При расчете нахлесточных соединений расчет условно производят на срез по (касательным напряжениям), по сечению, проходящему через биссектрису прямого угла равнобедренного треугольника со стороной катета К=S (рис.164); т.е. расчетная площадь шва при его периметре L равна:
Аср= k Sin 450 L = 0.7 S L;
где
L – суммарная длина швов;
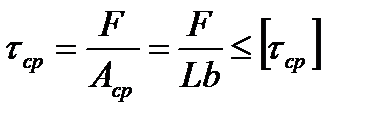
Условие прочности нахлесточного сварного шва
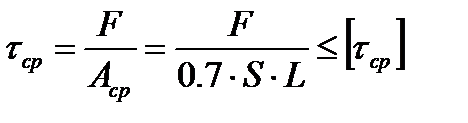 [τср]-допускаемое напряжение на срез для сварного шва
[τср]-допускаемое напряжение на срез для сварного шва
|
Клеевое соединение
Склеивание — один из эффективных способов соединения конструкционных материалов.
Клеевым называется неразъемное соединение составных частей изделия с применением клея. Действие клеев основано на образовании межмолекулярных связей между клеевой пленкой и поверхностями склеенных материалов.
Неразъемные соединения, получаемые методом склеивания деталей из однородных или неоднородных материалов, находят все большее применение в решении производственно-технических задач конструирования и создания новых, наиболее прогрессивных технологических процессов.
Клеевое соединение применяют для деталей из стали, чугуна, алюминия и его сплавов, меди, латуни, стекла, мрамора, пластических масс, синтетических материалов, тканей, резиновых изделий, кожи и других.
Клеевое соединение применяют для соединения разнородных материалов и в тех случаях, когда невозможно механическое соединение.
Достоинства:
· возможность соединения разнородных материалов, неподдающихся сварке;
· герметичность и достаточная надежность соединения;
· высокая коррозионная стойкость и бензомаслостойкость.;
· уменьшение массы конструкции по сравнению с другими видами неразъемных соединений;
· невысокая концентрация напряжений в месте соединения;
· невозможность механического крепления;
· возможность соединения деталей практически любой толщины при любой форме сопрягающихся поверхностей;
· отсутствие коробления соединяемых деталей.
Недостатки:
· зависимость прочности и долговечности клеевых соединений от условий эксплуатации (температуры, типа нагрузки, среды и т. п.);
· сложность технологических режимов склеивания.
· «Старение», т. е. снижение прочности соединения с течением времени (некоторые клеи обладают высокой устойчивостью против «старения»).
· Низкая теплостойкость — прочность соединения нарушается при сравнительно невысоких температурах 6О...1ОО°
· недостаточная эластичность.
Нагрузочная способность клеевых соединений в основном зависит от конструкции склеиваемых деталей, качества подготовки поверхностей к склеиванию и правильности выбора типа клея.
Выполнение клеевых соединений
Сопрягаемые поверхности склеиваемых деталей не должны иметь заусенцев и забоин, а шероховатость их составляет не менее Ra 12,5;
Перед склеиванием эти поверхности тщательно подготавливают:
· Механическую подготовку и пригонку металлических деталей производят на металлорежущих станках или вручную напильником, сложные поверхности подвергают пескоструйной обработке; пластмассовые детали обрабатывают резанием или зачищают наждачной шкуркой.
· Химическая подготовка заключается в очищении и обезжиривании склеиваемых поверхностей ацетоном, спиртом, бензином или бензолом.
Прочность и плотность соединения обеспечиваются хорошей зачисткой склеиваемых поверхностей и сдавливанием их при температурах от 15 до 100сС с последующей выдержкой от нескольких минут до нескольких часов.
В зависимости от склеиваемых материалов и условий работы (характер нагрузок, температура и др.) для склеивания применяют различный клей, например БФ, БС, В К, ФЛ-4, клеевые композиции на основе эпоксидной смолы ЭД-20 и др.
Клеевые соединения применяют в электропромышленности, авиации, мостостроительстве, станкостроении и т. д.
Наибольшее распространение имеют соединения листового материала и тонкостенные клеевые конструкции. Их успешно используют для уплотнения и стопорения резьбовых соединений, при этом повышается надежность работы и отпадает необходимость в стопорных деталях.
Оправдавшие себя на практике виды клеевых соединений листов выполняют по косому срезу, с накладками или нахлесточными.
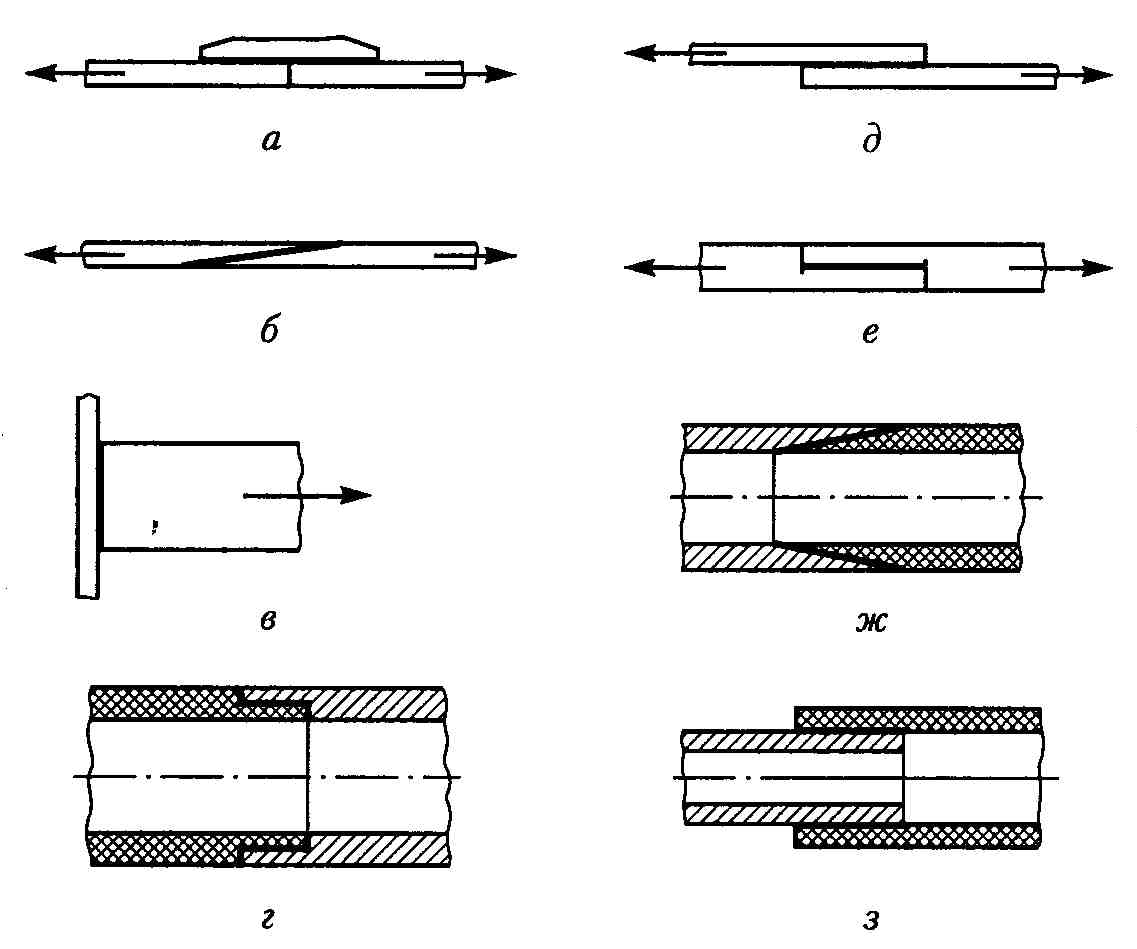
Рис.165
а — стыковое с накладкой; б — косостыковое; в — стыковое; г — стыковое соединение труб одинакового диаметра; д — нахлесточное; е — нахлесточное шпунтовое; ж — косостыковое соединение труб одного диаметра; з — нахлесточное (телескопическое) соединение труб разного диаметра.
Расчет клеевых соединений
1. Расчет стыковых клеевых соединений, растягиваемых или сжимаемых силой F (рис.166), производится по формуле:
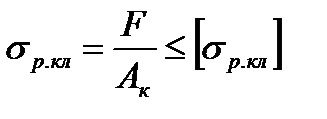
Где Ак- площадь стыка склеиваемых деталей; F – действующая сила;
[σр.кл] – допускаемое напряжение на растяжение(на отрыв);
[σр.кл]=σв.кл /[S];
σв.кл =10МПа - предельные напряжения для клея;
S – коэффициент запаса прочности, зависящий от температуры и характера нагружения
[S] = 1,2 - 1,5
2. Расчет нахлесточных клеевых соединений производят на срез (сдвиг) (рис.167)
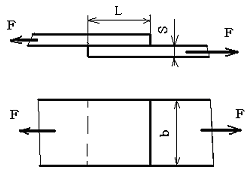 рис.166
рис.166
| 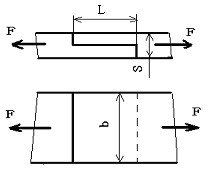 рис.167
рис.167
|
Расчет на срез выполняют по формуле:
[τср] – допускаемое касательное напряжение для клея;
допускаемое касательное напряжение определяется: 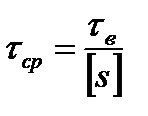
τв <8 МПа - предел прочности при срезе для клеевого соединения;
s – коэффициент запаса прочности, зависящий от температуры и характера нагружения
[s] = 1,2 - 1,5
Для большинства клеев толщина клеевой прослойки 0,01-0,1 мм
Заклепочные соединения
Цель:
· Иметь представление о заклепочных соединениях, их достоинствах и недостатках;
Знать:
· Основные типы швов заклепочных соединений, их назначение и применение, расчет на прочность при осевом нагружении заклепочных соединений;
Уметь:
· Выполнять проверочные расчеты заклепочных соединений
Относятся к категории условно неразъемных соединений, так как для того, чтобы разъединить детали, необходимо разрушить заклепки.
Заклепочные соединения применяют для деталей из разнородных материалов, цветных металлов и сплавов, для которых нагрев деталей недопустим из-за деформации деталей и в ответственных соединениях, работающих при значительных ударных и вибрационных нагрузках.
Достоинства:
· высокая прочность и надежность соединения;
· простота контроля качества;
· возможность соединения деталей, изготовленных из любых материалов;
· неизменность свойств материалов соединяемых деталей, в процессе клепки;
· высокая работоспособность соединения при ударных и знакопеременных нагрузках;
Недостатки:
· ослабление деталей отверстиями под заклепки;
· сложность технологического процесса изготовления клепаных соединений;
· трудность выполнения соединения для конструкций сложной формы;
· соединения деталей «встык» требуют дополнительных накладок, что ведет к увеличению массы конструкции;
Дата добавления: 2020-04-12; просмотров: 1069;
Поиск по сайту
Узнать еще
- ОСНОВНЫЕ ТИПЫ И СВОЙСТВА НАПОЛЬНЫХ И БОРТОВЫХ СИСТЕМ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ
- II. Реакции диазосоединений без выделения азота
- II.II. Типы геологических карт
- IV.I. Ловушки нефти и газа и их типы
- Pис. 60. Типы складок по форме замка: а - обычная открытая. б - остроугольная, в - тупая складка
- А.1. Назначение и типы сборных элементов и конструкций
- Авто- и гетеростереотипы русских
- Адресная арифметика, типы указателей и операции над ними

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
