Методы и средства контроля размеров деталей
Состояние деталей и сопряжений можно определить осмотром, проверкой на ощупь, при помощи измерительных инструментов и другими методами.
В процессе осмотра выявляют разрушение детали (трещины, выкрашивание поверхностей, изломы и т.п.), наличие отложений (накипь, нагар и т.п.), течь воды, масла, топлива. Проверкой на ощупь определяют износ и смятие ниток резьбы на деталях, эластичность сальников, наличие задиров, царапин и других дефектов. Отклонения сопряжений от заданного зазора или натяга деталей от заданного размера, от плоскостности, формы, профиля и т.д. определяют при помощи измерительных инструментов.
При выборе средств контроля следует использовать средства, эффективные для конкретных условий и регламентированные государственными стандартами и стандартами предприятий.
В зависимости от производственной программы, стабильности измеряемых параметров могут быть использованы универсальные, механизированные или автоматические средства контроля. При ремонте наибольшее распространение получили универсальные измерительные приборы и инструменты. По принципу действия они могут быть разделены на следующие виды.
Механические приборы — линейки, штангенциркули, пружинные приборы, микрометрические и т.п. Как правило, механические приборы и инструменты отличаются простотой, высокой надежностью измерений, однако имеют сравнительно невысокую точность и производительность контроля. При измерениях необходимо соблюдать компараторный принцип, согласно которому необходимо, чтобы на одной прямой линии располагались ось шкалы прибора и контролируемый размер проверяемой детали, т.е. линия измерения должна являться продолжением линии шкалы. Если этот принцип не выдерживается, то перекос и непараллельность направляющих измерительного прибора вызывают значительные погрешности измерения.
Оптические приборы — окулярные микрометры, измерительные микроскопы, коллимационные и пружинно-оптические приборы, проекторы и т.д. При помощи оптических приборов достигается наивысшая точность измерений. Однако приборы этого вида сложны, их настройка и измерение требуют больших затрат времени, они дороги и часто не обладают высокой надежностью.
Пневматические приборы— длинномеры. Этот вид приборов используется в основном для измерений наружных и внутренних размеров, отклонений формы поверхностей (в том числе внутренних), конусов и т.п. Пневматические приборы имеют высокую точность и быстродействие. Ряд измерительных задач, например точные измерения в отверстиях малого диаметра, решается только приборами пневматического типа. Однако приборы этого вида чаще всего требуют индивидуальной тарировки шкалы с использованием эталонов.
Электрические приборыполучают все большее распространение в автоматической контрольно-измерительной аппаратуре. Перспективность приборов обусловлена их быстродействием, возможностью документирования результатов измерений и удобством управления.
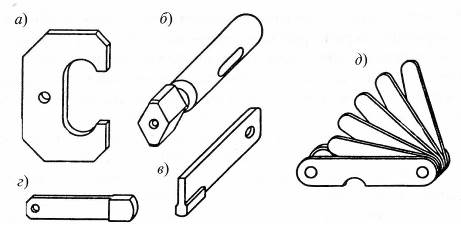
Рис.39. Дефектовочные калибры: а — скоба; б — пробка; в — калибр для проверки ширины паза шлицевой втулки; г — калибр для проверки ширины сегментного шпоночного паза; д — набор калибров для проверки ширины поршневых канавок
В процессе изнашивания детали приобретают неправильную форму, поэтому максимальный местный износ может быть обнаружен только неполной пробкой или скобой. Применение для де фектовки полных пробок или калибровых колец недопустимо. При дефектовке деталей широко используют предельные калибры (рис. ).
Дефектовочный калибр — непроходной. При измерении новых деталей непроходной калибр только в редких случаях (при браке детали) входит в деталь или надевается на нее. В то же время дефектовочный калибр входит в значительное количество изношенных деталей (или надевается на них). Поэтому в отличие от обычного калибра дефектовочный калибр интенсивно изнашивается и поле допуска на его изготовление и износ значительно отличается от поля допуска на изготовление обычного непроходного калибра. Допуск на износ непроходного калибра стандартом не предусмотрен.
Номинальный размер дефектовочного калибра соответствует допустимому по техническим условиям на ремонт размеру детали. Допуск на его изготовление принимают равным допуску непроходного рабочего калибра новой детали того же наименования (рис. ). Поле допуска на изготовление дефектовочного калибра так же, как для непроходного рабочего калибра, располагается симметрично относительно линии номинала калибра. Допуск на износ дефектовочного калибра принимают равным допуску на износ проходной стороны рабочего калибра того же класса точности и откладывают на поле допуска детали.
Дефектовочными калибрами могут служить также стандартные регулируемые скобы, настроенные на соответствующий размер.
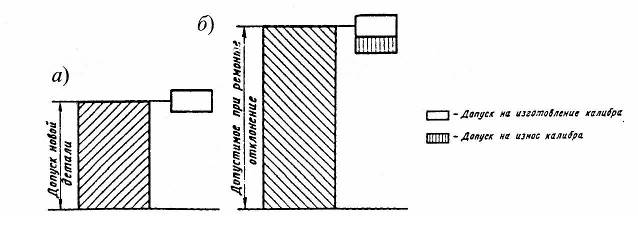
Рис.40. Схема полей допусков калибров: а – рабочий проходной калибр; б – дефектовочный калибр
В последние годы получили распространение пневматические измерительные приборы. Известны три схемы таких приборов, изготовленных на базе ротаметра, пружинного манометра и дифференциального манометра. Ротаметром называют прибор для непрерывного измерения скорости потока газа или жидкости. Принцип работы прибора следующий. Часть контролируемого потока газа (жидкости) движется через вертикальную коническую стеклянную трубку, обращенную большим диаметром вверх. Внутри трубки находится металлический поплавок, который под действием потока газа (жидкости) удерживается на некоторой высоте, зависящей от скорости потока. Чем больше скорость газа (жидкости) в трубке, тем выше поднимается поплавок, освобождая для прохода потока более широкий кольцевой зазор между пояском поплавка и стенками конической трубки.
Для измерения размеров валов, отверстий и длин используют пневматические длинномеры. Прибор (рис. ) имеет стабилизатор давления (на рисунке не показан), который обеспечивает подачу в ротаметр воздуха постоянного давления из воздушной магистрали предприятия. Воздух проходит через коническую трубку 6 ротаметра и резиновую трубку 3 в пневматический калибр 4. Кран 2, прикрывающий обводной канал 1, служит для регулировки прибора. Из сопел пневматического калибра воздух вытекает через зазор между торцами сопел калибра и стенками детали. Расход воздуха зависит от величины этого зазора, т.е. от размера детали. Прибор тарируют по установочным калибрам (кольцам или пробкам). Введя пневматический калибр в деталь, по положению поплавка 5 ротаметра судят об отклонении размера детали от величины установочного калибра.
В приборах на базе пружинного манометра (рис.41) применяют устройство для измерения скорости истечения воздуха, состоящее из входной камеры 13, выходной камеры 9 и входного сопла 12, соединяющего эти камеры между собой. Обе камеры снабжены манометрами 7 и 8. Давление во входной камере поддерживается постоянным с помощью стабилизатора давления. При увеличении скорости воздушного потока сопротивление входного сопла растет и давление во второй (входной) камере снижается. Пневматический калибр 11с резиновым шлангом 10 этого прибора ничем не отличается от пневматического калибра первого прибора. Шкалу второго манометра 8 тарируют по установочным калибрам, надеваемым на пневматический калибр.
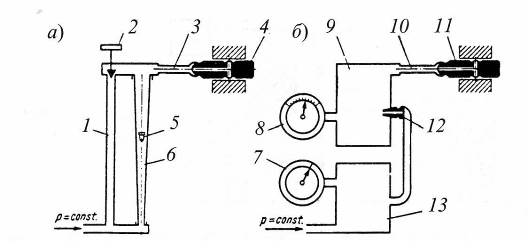
Рис.41. Пневматические приборы для измерения диаметров и длин: а — на базе ротаметра; б — на базе пружинного манометра; 1 — обводной канал; 2 — кран; 3 — резиновая трубка; 4, 11 — пневматический калибр; 5 — поплавок; 6 — трубка ротаметра; 7,8 — манометры; 9 — выходная камера; 10 — резиновый шланг; 12 — входное сопло; 13 — входная камера
Пневматические измерительные приборы отличаются высокой степенью надежности и стабильностью показаний. Благодаря отсутствию механических передач и бесконтактности замера приборы обладают высокой долговечностью. Большие преимущества они имеют при измерении внутренних размеров, особенно при измерении отверстий диаметром менее 20 мм.
Рассмотрим пневматический прибор для измерения нижней головки шатуна (рис.41). Овальность отверстия головки не имеет значения, так как в нее вставляют вкладыш, который после сборки растачивается. Поэтому при дефектовке, чтобы обеспечить требуемый натяг вкладыша, контролируют лишь средний диаметр отверстий.
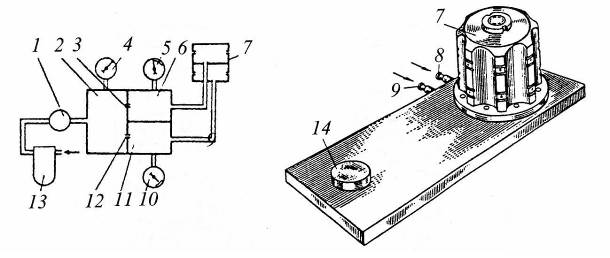
Рис.41. Пневматический прибор для измерения отверстий: 1 — стабилизатор давления; 2 — ресивер; 3, 12 — входные сопла; 4, 5, 10 — манометры; 6, 11 — камеры; 7 — пневматический калибр; 8,9— трубки; 13 — воздушный фильтр; 14 — грибок
Прибор состоит из воздушного фильтра 13, плунжерного стабилизатора давления 1, ресивера 2, двух камер 6 и 11 и пневматического калибра 7. Сжатый воздух от стабилизатора давления поступает в ресивер и далее через входные сопла 3 и 12 в камеры 6 и 11. Манометры 4, 5 и 10 измеряют давление в ресивере и камерах. Из каждой камеры по трубкам 8 и 9 воздух поступает в каналы пневматического калибра. Из камеры 6 воздух поступает в верхнюю полость пневматического калибра, а из камеры 11 — в нижнюю. Каждая камера имеет восемь сопел, расположенных равномерно по окружности. Таким образом, отверстия нижней головки шатуна измеряют в четырех направлениях. Скорость истечения воздуха из камер характеризует средний диаметр отверстия в двух поясах. Стабилизатор поддерживает в ресивере постоянное давление 0,15 МПа. На шкалах манометров 5 и 10 нанесены контрольные штрихи, ограничивающие поле допуска в соответствии с техническими условиями. Штрихи наносят тарировкой по контрольным калибрам-кольцам. При измерении нижней головки верхняя головка опирается на грибок 14.
Дата добавления: 2016-06-22; просмотров: 12947;
Поиск по сайту
Узнать еще
- B. Медленно действующие противоревматоидные средства
- HАHЕСЕHИЕ PАЗМЕРОВ HА ЧЕРТЕЖАХ ЛИТЫХ ДЕТАЛЕЙ
- I. История открытия и методы исследования вирусов
- I. Решение логических задач средствами алгебры логики
- I.10. Тесты для контроля знаний
- II. Категории и методы политологии.
- III. Методы искусственной физико-химической детоксикации.
- III. Старение и усталость. Вибрация. Коррозия деталей машин. Краткие сведения по теории трения. Виды трения. Основные требования и определения

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
