Разборка оборудования.
Разборка — один из ответственных этапов технологического процесса ремонта. Качество выполнения разборочных работ оказывает влияние на продолжительность и стоимость ремонта оборудования. При разборке необходимо обеспечить исправность и сохранность деталей, а также комплектность деталей, не подлежащих обезличиванию.
При плохой организации разборки значительное количество деталей может получить повреждения: забоины, риски, смятие, поломки и срывы резьбы. Возможны случаи повреждения деталей в результате нарушения принятой последовательности разборки и отсутствия необходимой технологической оснастки. Вследствие этого часть деталей может быть забракована или появится необходимость в проведении дополнительных работ для устранения возникающих неисправностей. Установлено, что потребность в приобретении ремонтными предприятиями новых крепежных деталей в основном определяется качеством выполнения разборочных работ.
Каждую операцию разборки выполняют на соответствующем посту с использованием инструментов и приспособлений, предусмотренных технологическим процессом. Ряд неподвижных соединений разбирают лишь в том случае, если нужно заменить одну из изношенных или повреждённых деталей. При разборке совместно обработанные или нуждающиеся во взаимной приработке детали не обезличивают. Порядок разборки необходимо выполнять в соответствии с технологическими процессами на разборку оборудования и его составных частей. Сначала снимают легкоповреждаемые и защитные части (детали электрооборудования, топливо- и маслоприводы, шланги, кожухи). Затем отделяют самостоятельные составные части и сборочные единицы. Заканчивают разборку полным освобождением рам, базовых и корпусных деталей от установленных на них сборочных единиц и деталей.
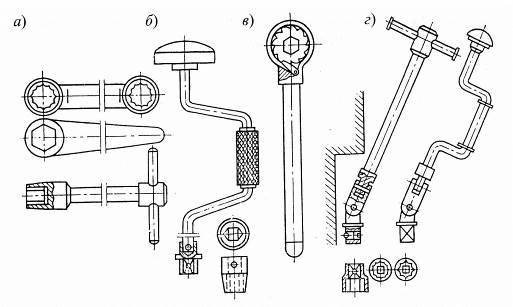
Рис.32. Ключи гаечные: а — накидные и торцовые; б — коловоротные; в — трещоточные; г — с шарнирными наконечниками
При разборке необходимо пользоваться съемниками, приспособлениями и специальным инструментом, которые обеспечивают центрирование снимаемой детали относительно базовой и равномерное распределение усилий.
При выпрессовке колец подшипников, втулок, сальников, уплотнений из корпусных деталей или стаканов и ступиц не разрешается ударять стальным молотком по снимаемым деталям. Для этого применяют наставки, оправки, приспособления, а также выколотки с более мягкими наконечниками (молотки с медными бойками). При вывертывании болтов и отвертывании гаек используют различные гаечные ключи (рис.32), размер которых должен соответствовать размеру головки болта или гайки. Не допускается смятие граней болтов, гаек, винтов. В специализированных ремонтных предприятиях необходимо пользоваться гайковертами, что увеличивает производительность труда более чем в два раза.
При отсоединении трубопроводов топлива, воздуха, систем смазки предварительно тщательно очищают поверхности соединений.
Отверстия отсоединенных трубопроводов закрывают крышками или пробками во избежание попадания в них грязи и посторонних предметов.
При разъединении частей сборочной единицы необходимо наносить четкие метки совмещения на сопрягаемых деталях для того, чтобы при сборке установить детали в прежнее положение.
Для того чтобы при сборке установить регулировочные прокладки в прежнем количестве и порядке и сохранить установленные зазоры, при разборке регулировочные прокладки следует связывать в пакет.
Сохранность деталей в процессе разборки обеспечивается также правильным их хранением и транспортированием. Для укладки деталей применяют специальные стеллажи-тележки, различные подставки, ящички с ячейками для болтов, гаек, шплинтов.
Разборка резьбовых соединений. Резьбовые соединения в машинах и оборудовании (составляют 50—60 % от числа всех соединений), поэтому механизация их разборки значительно повышает производительность труда. Эти соединения разбирают с помощью ручного инструмента (ключей), гайковертов, шпильковертов и шуруповертов.
В единичном производстве разборочные работы выполняют с помощью ручного инструмента — ключей гаечных, разводных, со сменной головкой. Наиболее эффективно применение коловоротных и трещоточных ключей, позволяющее снизить трудоемкость разборки в несколько раз.
К ручным машинам относятся гайковерты, шпильковерты и шуруповерты. При подборе ручных машин следует руководствоваться величиной крутящего момента, необходимого для отвертывания соединения, имеющего определенный размер резьбы:
Размер резьбы М6 М8 М10 М12 М14 М16 М18 М20 М22 М24
Крутящий
момент, Нм 15-20 20-50 40-80 60-120 100-150 150-200 180-300 200-350 300-450 350-500
Ручные машины по виду используемой энергии могут быть электрическими, пневматическими и гидравлическими. Наиболее распространены ручные машины с электрическим и пневматическим приводом (табл. 11 и 12). Наиболее рациональны и перспективны из электрических ручных машин высокочастотные с частотой 200 Гц и напряжением 36 В.
| Таблица 11. Техническая характеристика электрических гайковертов | ||||
| Показатель | ИЭ-ЗПЗА | ИЭ-31323 | ИЭ-3118А | ИЭ-ЗПЗБ |
| Мощность двигателя, Вт | 320 | 380 | 365 | 420 |
| Напряжение, В | 220 | 36 | 42 | 220 |
| Частота тока, Гц | 50 | 200 | 200 | 50 |
| Диаметр завинчиваемой резьбы, мм | 6 | 8—20 | 12—20 | 18—30 |
| Момент затяжки, Н-м | 100 | 250 | 125 | 700 |
| Масса, кг | 1,9 | 4,5 | 5,5 | 5,1 |
| Таблица 12. Техническая характеристика пневматических гайковертов | ||||
| Показатель | ИП-3127 | ИП-3131 | ИП-3128 | ИП-3115 |
| Давление воздуха, МПа | 0,5 | 0,5 | 0,5 | 0,5 |
| Расход сжатого воздуха, м3/мин | 0,63 | 0,7 | 1,1 | 1,6 |
| Наибольший диаметр завинчиваемой резьбы, мм | 16 | 18 | 42 | 52 |
| Момент затяжки, Н-м | 160 | 275 | 400 | 500 |
| Масса, кг | 1,88 | 2,7 | 8,6 | 13 |
Для улучшения условий труда ручную машину закрепляют над местом разборки узлов и агрегатов или машины на подвесках — эластичных или жестких. Эластичные подвески с цилиндрической и спиральной пружинами не воспринимают на себя реактивный крутящий момент, поэтому их следует применять для инструмента, развивающего крутящий момент до 100 Н-м. Жесткая подвеска более удобна при пользовании, ее можно применять для инструмента с любым крутящим моментом.
Для разборки узлов и агрегатов на специализированных ремонтных предприятиях применяют электромеханические гайковерты. Недостаток электромеханических гайковертов — это отсутствие специальных подъемников и кантователей для установки и перемещения разбираемых или собираемых узлов, что приводит к значительным затратам труда на подготовку узлов и агрегатов к разборке.
Значение усилий при разборке резьбовых соединений с гарантированным натягом в 1,5—2,5 раза выше, чем при сборке.
Разборка прессовых соединений. Широко распространены соединения деталей с помощью посадок с натягом. Основным оборудованием для разборки посадок с натягом служат прессы и съемники. По характеру использования прессы подразделяются на стационарные и переносные. В зависимости от расположения штока и направления действия создаваемого усилия применяют вертикальные и горизонтальные прессы.
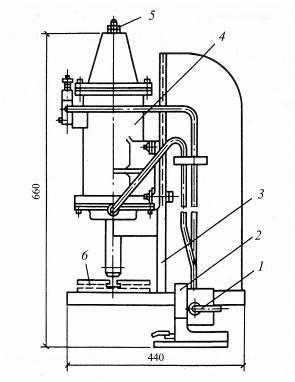
Рис.33. Пресс пневматический: 1 — распределительный кран; 2 — станина; 3 — направляющие; 4 — пневмоцилиндр; 5 — регулировочные гайки; 6 — стол
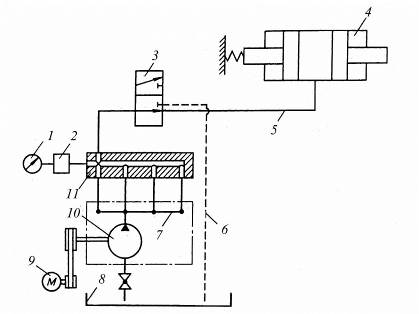
Рис.34. Схема гидроагрегата: 1 — манометр; 2 — компенсатор; 3 — перепускной вентиль; 4 — гидроцилиндр; 5 — рабочая магистраль; 6— сливная трубка; 7 — трубки
Различают также универсальные, специальные, ручные и приводные прессы. Ручные прессы выполняют реечными, винтовыми эксцентриковыми, приводные — пневматическими, гидравлическими и пневмогидравлическими.
Пневматические прессы по конструктивному оформлению силового узла могут быть с непосредственной передачей усилия запрессовки от штока пневматического цилиндра на ползун и рычажные. Прессы первого типа, хотя и более простые по конструкции, имеют ограниченное применение, так как они создают усилие не более 15 ООО Н.
Рычажные пневматические прессы создают усилия запрессовки более 15 ООО Н и поэтому широко применяются при запрессовке и распрессовке различных деталей.
Пресс пневматический с непосредственной передачей усилия запрессовки на ползун (рис.33) представляет собой станину с направляющими, по которым перемещается корпус пневмоцилиндра. Усилие на рабочий шток передают поршни пневмоцилиндра посредством сжатого воздуха, поступающего из воздушной магистрали в распределительный кран. Величина хода рабочего штока регулируется гайками. Для установки и крепления оправок на рабочем штоке и в плите стола предусмотрены посадочные и крепежные места. При выполнении прессовых операций используют передвижной гидроагрегат высокого давления (рис.34).
Передвижной гидроагрегат работает следующим образом. Электродвигатель через ременную передачу приводит в действие плунжерный насос. Насос через трубки высокого давления нагнетает жидкость в коллектор и создает в нем необходимое для работы давление. Для контроля за движением в коллекторе установлен манометр. Чтобы предотвратить вибрацию стрелки манометра при работе плунжерной системы насоса между манометром и коллектором установлен компенсатор.
При закрытом перепускном вентиле по рабочей магистрали жидкость направляется в рабочую полость гидроцилиндра, который осуществляет прессовые операции.
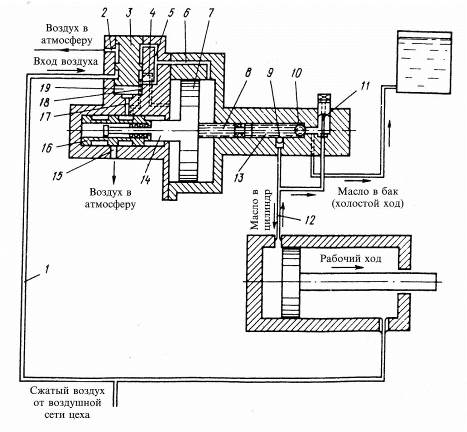
Рис.35. Схема пневмогидравлической головки: 1 — магистраль для подачи воздуха; 2 — отверстие; 3 — распределительный золотник; 4, 5, 6, 15, 17, 18 — каналы; 7 — поршень; 8 — шток; 9 — нагнетательный клапан; 10 — клапан; 11 — запорная игла; 12 — магистраль для масла; 13 и 19 — камеры; 14 — стержень; 16 — золотник
По окончании операции запрессовки или распрессовки составных частей изделия открывается перепускной вентиль, полости трубок рабочей магистрали и высокого давления соединяются с полостью сливной трубки. При этом давление жидкости в магистрали падает, а жидкость, нагнетаемая насосом, через сливную трубку поступает в масляный бак.
Для того чтобы отключить гидроцилиндр, необходимо выключить электродвигатель, открыть перепускной клапан и возвратить поршень в исходное положение путем перекачки жидкости, заполняющей рабочую полость цилиндра, через сливную трубку обратно в бак.
Пневмогидравлические прессы. Передвижные агрегаты с пневмогидравлическим приводом имеют возможность преобразования давления воздуха цеховой магистрали (0,5 МПа) до высокого давления в гидроцилиндре (32 МПа) без использования насосных установок.
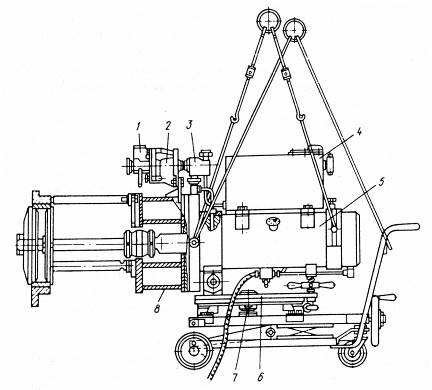
Рис.36. Передвижной пресс: 1 — пневматическая головка; 2 — воздушный цилиндр; 3 — клапанная коробка; 4 — бак для масла; 5 — цилиндр; 6 — поворотный стол; 7 — тележка; 8 — опорный барабан
Принцип действия пневмогидравлической головки (рис. ) заключается в следующем. Воздух через воздухоочистную сетку по магистрали поступает в кольцевую камеру распределительного золотника, а затем через канал 18, кольцевую камеру ходопеременного золотника и канал 17 проходит в камеру 19. Распределительный золотник перемещается в крайнее верхнее положение, и сжатый воздух по каналу 4 поступает в цилиндр и давит на поршень.
Стержень 14, передвигаясь вправо, вместе с поршнем перемешает вправо ходопеременный золотник. При этом камера 19 через канал 17, кольцевую камеру золотника и канал 15 соединяется с атмосферой. Соединительный золотник под действием сжатого воздуха магистрали перемещается в нижнее положение. В результате перемещения золотника пространство под поршнем сообщается с атмосферой через канал 4, кольцевую камеру золотника и отверстие 2.
Сжатый воздух из магистрали через кольцевую камеру золотника, канал 5 и 6 проходит в воздушный цилиндр, вследствие чего поршень перемещается влево.
При движении поршня шток создает в камере 13 попеременно сжатие и разряжение. При разряжении в камере открывается клапан 10 и масло засасывается в камеру из масляного бака. При сжатии клапан 10 закрывается и открывается нагнетательный клапан 9. Масло под давлением протекает по магистрали 12 в полость цилиндра, перемещая поршень пресса.
Для перемещения штока пресса влево открывают запорную иглу и подают сжатый воздух из магистрали в штоковую полость пресса. Сжатый воздух перемещает поршень пресса влево и вытесняет масло по магистрали 12 обратно в масляный бак.
Пневмогидравлические головки используются в передвижных прессах для распрессовки и запрессовки втулок в базовых и крупногабаритных узлах различного оборудования.
Передвижной пресс (рис.36) питается сжатым воздухом под давлением 0,5 МПа от заводской сети. Передвигать его можно на специальной тележке или краном. Для выпрессовки и запрессовки втулок он снабжен комплектом наладок.
К месту работы пресс доставляет вручную на тележке или с помощью крана.
Прессом можно выпрессовывать и запрессовывать втулки, расположенные как в горизонтальном, так и в вертикальном положениях. Для работы в вертикальном положении пресс с тележки зачаливают краном за задние два рым-болта и устанавливают вертикально над втулкой.
Для установки пресса совместно с выпрессовываемой или запрессовываемой втулкой пресс на тележке может поворачиваться в горизонтальной плоскости вокруг оси на 360° и перемещаться в вертикальной плоскости на высоту 630 мм.
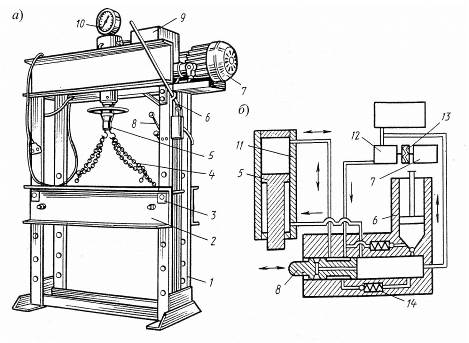
Рис.37. Стационарный гидравлический пресс ОКС-1671М: а — общий вид; б — гидравлическая схема; 1 — рама; 2 — станина; 3 — палец; 4 — цепи; 5 — шток; б — ручной насос; 7 — электродвигатель; 8 — золотник; 9 — бачок рабочей жидкости; 10 — манометр; 11 — гидроцилиндр; 12 — гидронасос; 13 — муфта; 14 — предохранительный клапан
Гидравлические прессы. Для выпрессовки и запрессовки втулок, подшипников, шестерен применяют также стационарные и переносные прессы. Наибольшее распространение из стационарных имеет пресс (рис. ). Он состоит из рамы 1, на верхней части которой укреплен насос с электродвигателем 7, гидрораспределитель и гидроцилиндр 11 со штоком 5, а в средней части рамы — станина 2. Гидронасос 12, приводимый в действие электродвигателем 7, нагнетает рабочую жидкость к распределителю, и при соответствующем положении золотника 8 она поступает в цилиндр и передвигает шток 5. При отсутствии электроэнергии рабочую жидкость нагнетают ручным насосом 6. Рабочая жидкость пресса — индустриальное масло. Вместимость бачка 6 л; мощность электродвигателя 1,7 кВт; максимальное давление в гидросистеме 20 МПа; усилие, создаваемое прессом, 400 кН.
Дата добавления: 2016-06-22; просмотров: 6801;
Поиск по сайту
Узнать еще
- Блок тормозного оборудования.
- Вскрытие и разборка конструкций
- Вскрытие и разборка междуэтажных и чердачных перекрытий.
- Демонтаж, разборка и разрушение строительных конструкций
- Для работы в условиях ГПС могут использоваться модернизированные серийные полуавтоматы, станки с ЧПУ или специально разработанные модели автоматизированного оборудования.
- ДОРАБОТКИ АВИАЦИОННОГО ОБОРУДОВАНИЯ. РЕКЛАМАЦИОННАЯ РАБОТА ИАС.
- Е3-20. Устройство и разборка инвентарных подмостей для кладки
- Е4-1-37. Установка и разборка металлической опалубки

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
