Базирование по отверстию
Базирование деталей по отверстию при измерениях на контрольных приспособлениях применяют очень широко. При этом следует различать два основных случая:
Пружинный или винтовой запор обеспечивает надежность положения детали в процессе измерения.
При базировании по втулке фактически происходит не центрирование, а установка детали по одной образующей. Исходя из этого, достаточно давать посадку не по всей цилиндрической поверхности, а лишь по трем посадочным пояскам (фиг. 179).
Расположение поясков по одну сторону от плоскости сечения по диаметру обеспечивает удобство установки и снятия детали без заклинивания ее в отверстии, что позволяет широко применять этот метод базирования для деталей с большим размером диаметра базовой поверхности. Особенно удобна такая посадка для деталей с короткой базовой цилиндрической поверхностью и одновременной опорой на торец.
Конструкция приспособления должна обеспечивать принудительный прижим детали к основному — среднему — пояску. Это достигается применением пружинного плунжера или наклоном на небольшой угол (15—25°) всего приспособления так, чтобы деталь своим весом смещалась в сторону среднего пояска. Таким образом, в данном случае базовым является лишь средний поясок, а боковые — направляющими поясками.
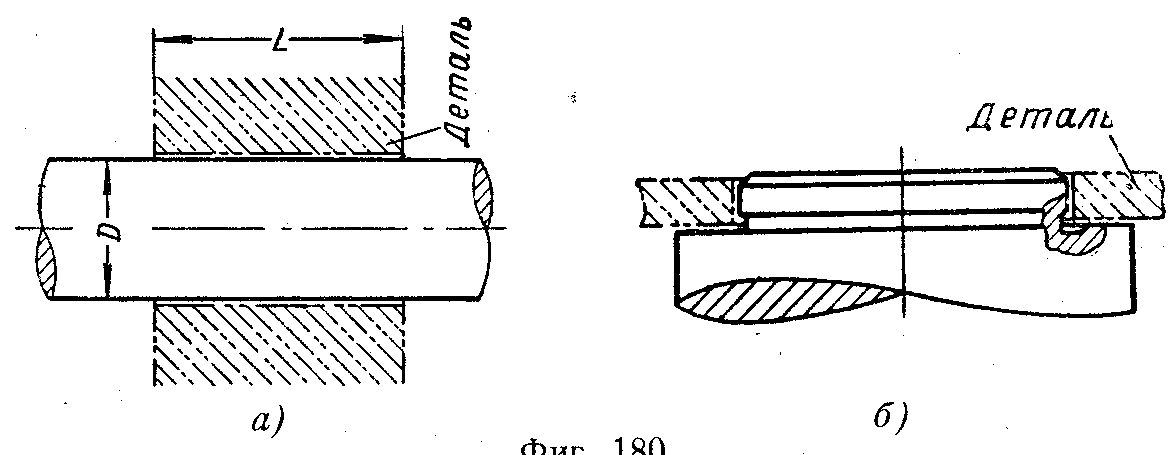
а) базой служит только отверстие. Основным условием этого базирования является наличие благоприятного соотношения длины и диаметра отверстия детали, которое должно быть L/D > 1 (фиг. 180, а);
б) базой служат одновременно отверстие и торец. Основным условием этого базирования является малая длина отверстия и относительно большая опорная плоскость торца. В этом случае отверстие лишь центрирует деталь, не определяя полностью положения его оси в пространстве (фиг. 180, б). Последнее достигается при помощи опорного торца.
Базирующие элементы можно применять в виде простой оправки для проверки в центрах или в виде узлов контрольных приспособлений с применением центрирующих, разжимных, конических и прочих устройств.
Конструкция устройства, базирующего деталь по отверстию, как и в любом случае базирования, определяется величиной контролируемого допуска, допустимой погрешностью измерения и точностью выполнения базовой поверхности самой проверяемой детали.
Базирование по отверстию можно произвести в виде следующих основных вариантов:
1) базирование по образующей отверстия;
2) базирование с нахождением оси отверстия в одном направлении за счет потери точности в другом (перпендикулярном) направлении;
3) центрирование по отверстию.
Базирование по образующей отверстия применяют в тех случаях, когда нет необходимости нахождения действительной оси отверстия детали. В качестве примера может быть упомянуто приведенное выше (см. фиг. 18) приспособление для проверки биения выточки ролика относительно его центрального отверстия. Наличие зазора между отверстием детали и базирующим пальцем приспособления не вносит погрешности в измерение, так как при проверке биения нет необходимости определять действительную ось отверстия. Несовпадение оси базирующего пальца с осью базового отверстия детали не оказывает влияния на точность измерения.
Более того, наклон приспособления даже принудительно создает имеющийся односторонний зазор. При таком методе базирования допуск на изготовление отверстия детали не влияет на возникновение погрешности измерения, зато значительное влияние на точность измерения оказывает некруглость базового отверстия. Поэтому базирование по образующей отверстия следует применять только в тех случаях, когда контролируемая величина биения не менее чем в 4—5 раз превышает допустимые отклонения геометрической формы базового отверстия детали.
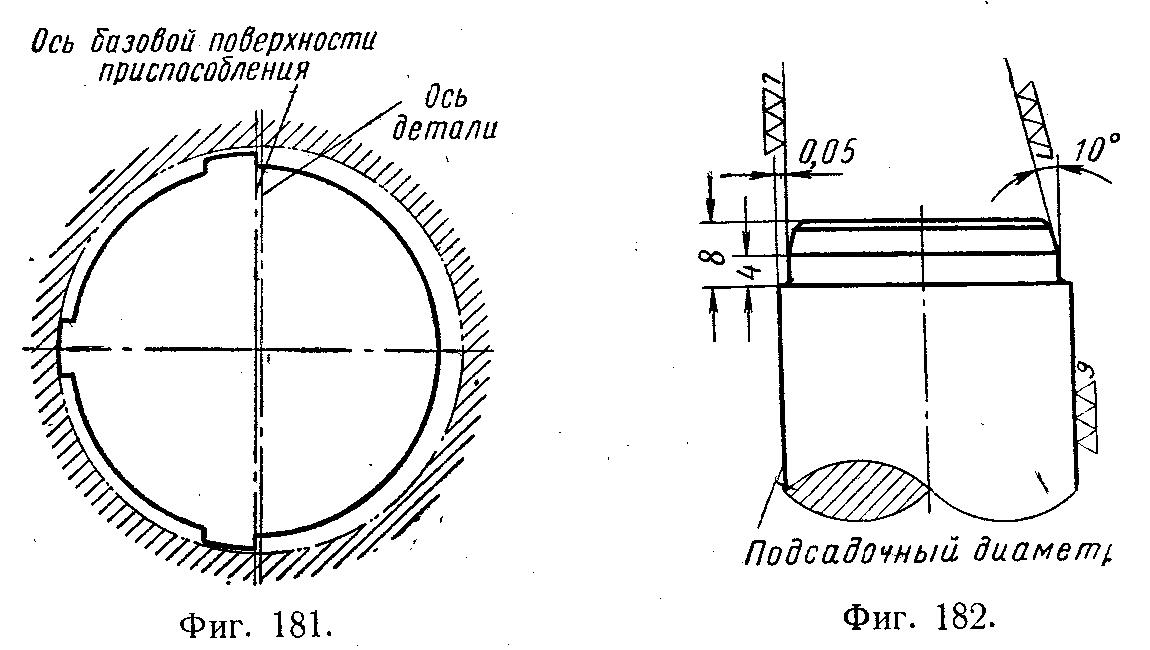
Отличительной особенностью данного метода базирования является и то, что в процессе измерения вращают деталь, в то время как сам базирующий элемент приспособления (палец) остается неподвижным. Далее, учитывая, что работает не вся поверхность базирующего пальца, а только одна контактирующая сторона его, палец можно не делать сплошным. Выбранные участки на пальце (фиг. 181) облегчают установку детали, что очень важно при проверке тяжелых деталей.
Базовым является только средний выступ, а боковые предохраняют деталь от бокового смещения. Выполнение выступов в виде сменных сухарей (см. фиг. 13) улучшает эксплуатационные качества приспособления. Особенно следует рекомендовать базирование по трем выступам при малой длине отверстия и наличии вспомогательной торцевой базы (см. стр. 229). Длина сухарей в этом случае должна быть по возможности небольшой.
При установке проверяемой детали на цилиндрический базовый палец приспособления может произойти заклинивание отверстия на пальце за счет перекоса. Возможность заклинивания возрастает с увеличением размера по диаметру базовой поверхности и с уменьшением зазора между отверстием детали и пальцем. В то же время для повышения точности базирования этот зазор рекомендуется уменьшать, принимая его равным 0,005—0,010 мм для деталей, изготовленных по 2—3-му классу точности при размерах по диаметрам примерно до 80 мм.
При этом для предупреждения заклинивания детали на пальце необходимо предусматривать предварительное направление (фиг. 182) в виде заходного конуса и направляющего пояска. В целях уменьшения износа и облегчения ремонта приспособления на палец может быть надета каленая втулка, предохраняемая от снятия болтом с шайбой (см. фиг. 7).
Базирование с нахождением оси отверстия в заданном направлении способствует повышению точности измерения и устраняет боковую качку детали. Если базовый палец имеет лыску или выборку (фиг. 183, а), то в направлении А будет достигнуто повышение точности базирования, хотя в перпендикулярном ему направлении В точность базирования снизится за счет смещения оси отверстия детали с оси пальца на величину С.
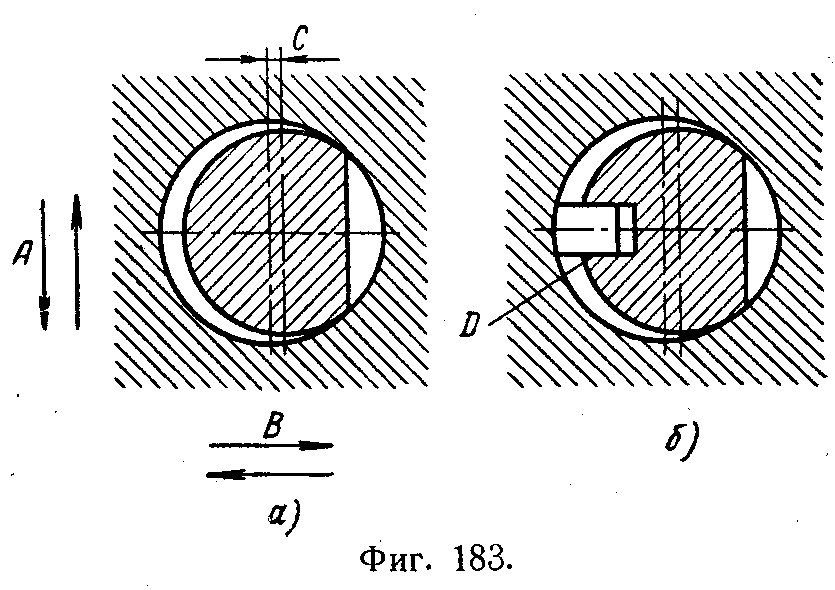
Принудительное смещение для получения одностороннего зазора осуществляется, например, при помощи сухаря D (фиг. 183, б). Подобный метод базирования по пальцу с лыской подобен базированию наружной цилиндрической поверхностью по призме (см. стр. 223). Односторонний выбор зазора должен обеспечиваться принудительно наклоном всего приспособления или отжимным шариком или сухарем.
Отжимной шарик можно применять при базировании легких деталей и таких, в которых нет опасности повреждения шариком внутренней базовой поверхности. Так, например, в отверстии с баббитовой заливкой шарик оставит след. Кроме того, шарик, нагруженный пружиной, может быть рекомендован только в тех случаях, когда обеспечивается обязательное вращение детали на пальце (фиг. 184, а). Объясняется это относительно малой надежностью данной конструкции вследствие возможности отжима детали.
Значительно надежнее передача усилия на шарик с винтом (фиг. 184, б) или штоком (фиг. 184, в). Шток при зажатии детали перемещается от гайки или эксцентрика в направлении, показанном стрелкой, что создает значительную силу зажима. Обратное движение штока во избежание его заклинивания должно осуществляться либо пружиной, либо принудительно гайкой.
Еще более сильным и надежным является крепление, в котором шарик заменен отжимным сухарем (фиг. 185). Эту конструкцию с успехом применяют также при базировании по баббитовым поверхностям, так как сухарь, имеющий большую поверхность контакта, не оставляет вмятин на поверхности детали.
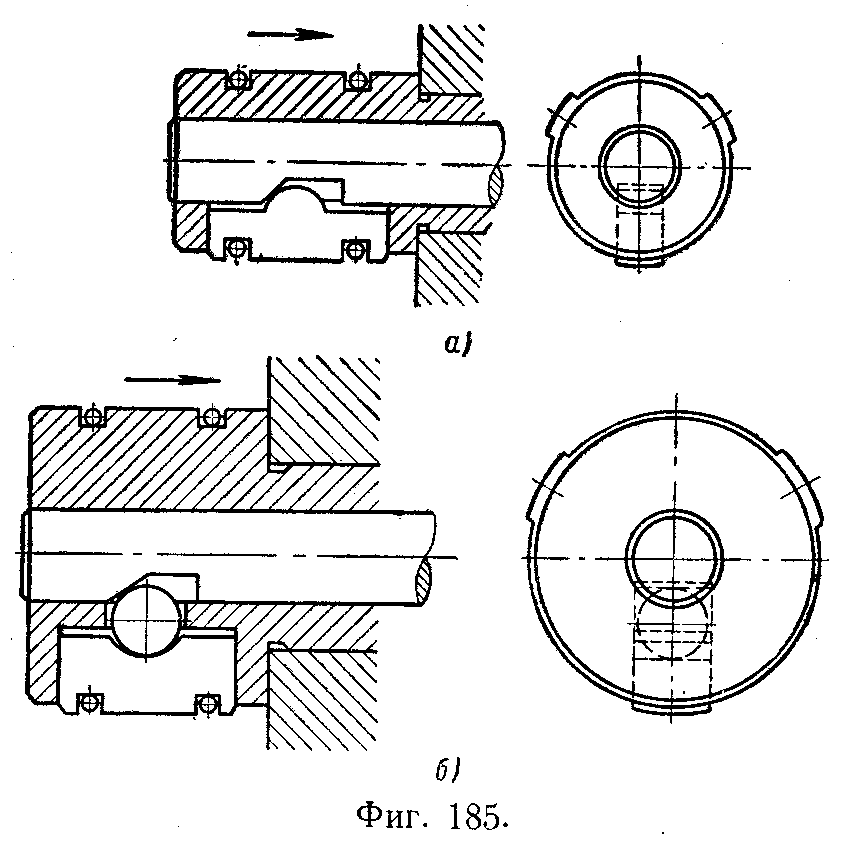
Отжимной сухарь должен быть врезан в паз пальца, что ограничивает его осевое перемещение. От выпадания сухарь предохраняется двумя замками в виде спиральных пружин растяжения из проволоки диаметром 0,3, имеющих наружный диаметр порядка 3 мм и сцепленных концевыми витками в кольца. Эти замки помещены в кольцевые проточки, имеющие глубину, превышающую наружный диаметр пружин с тем, чтобы они не выступали за предел наружной поверхности пальца.
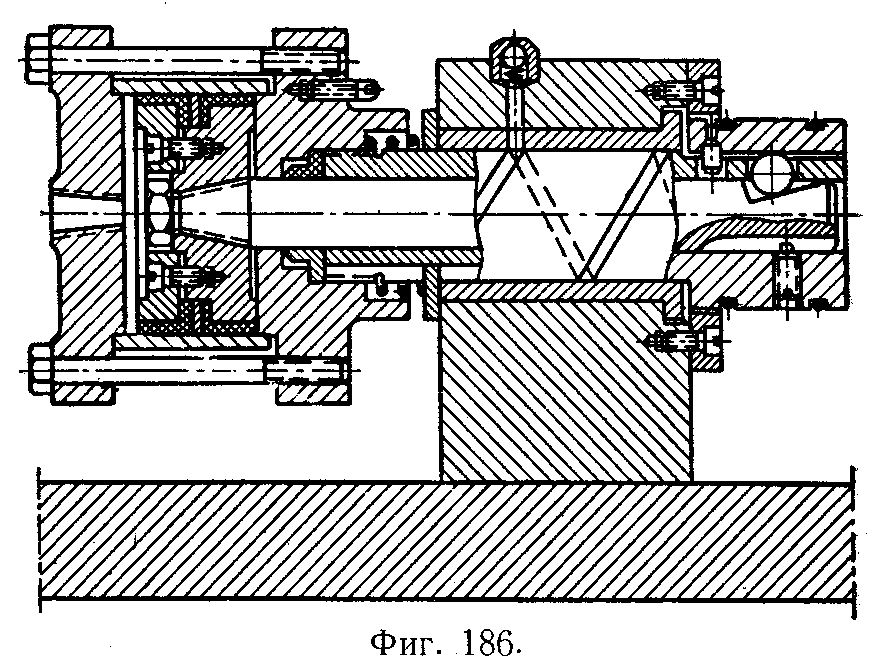
Усилие разжима детали передается, как и в предыдущем случае, штоком, имеющим скос. Величину угла скоса берут равной 20—30° (т. е. за пределами угла торможения). Для перемещения штока применяют гайку, эксцентрик или какой-либо другой зажим, обеспечивающий отсутствие обратной отдачи штока.
В случае применения эксцентрика шток должен быть нагружен пружиной, возвращающей его в первоначальное положение. Весьма надежно и удобно при данном зажиме применение пневматического цилиндра (фиг. 186).
Два продольных выступающих пояска на наружной поверхности пальца играют роль «обратной» призмы (см. стр. 223) и в то же время облегчают надевание проверяемой детали.
При малом размере пальца скос штока давит непосредственно на полуцилиндрический выступ сухаря (фик. 185, а).
При большом размере по диаметру пальца, для того чтобы чрезмерно не увеличивать диаметр штока, между скосом и сухарем ставят промежуточный шарик (фиг. 185, б) или промежуточный штифт со сферическими концами. Для легкости качания лунку в сухаре делают большего радиуса, чем радиус промежуточного шарика.
Поверхность отжимного сухаря, контактирующую с проверяемой деталью, следует шлифовать совместно с пальцем, что обеспечит правильность его геометрической формы, а следовательно, и точность базирования детали.
При контроле деталей типа картеров встречаются случаи, когда необходимо определить общую ось двух коротких отверстий.
При этом можно применять оправки с отжимными сухарями, подобные описанной конструкции.
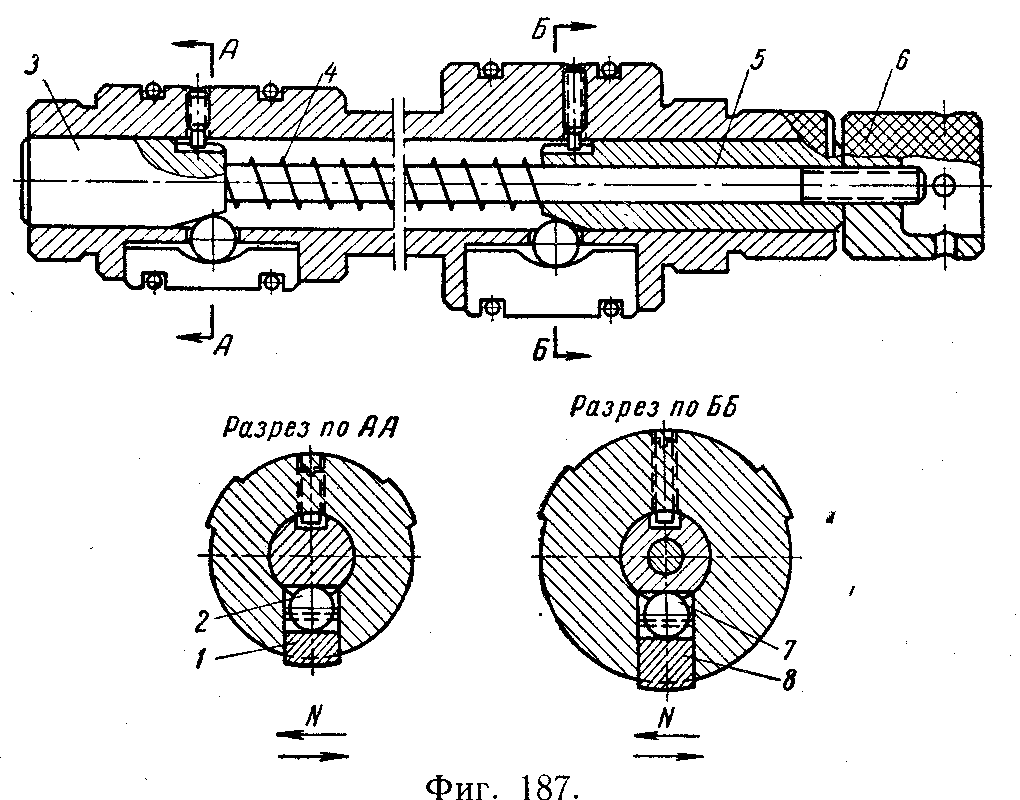
Так, разжимная оправка, приведенная на фиг. 187, имеет два центрирующих пояска, выполненных соответственно размерам базовых отверстий картера. В каждом пояске размещены отжимные сухари 1 и 8, которые через шарики 2 и 7 отжимаются скосами штока 3 и втулки 5. Разжим сухарей производится вращением гайки 6. Так как вся зажимная система (шток 3, втулка 5, гайка 6} является плавающей, то окончательное зажатие деталей может произойти только одновременно по обоим отверстиям.
Возврат сухарей производится обратными вращением гайки 6, причем втулка 5 и шток 3 разводятся возвратной пружиной 4.
Приведенная разжимная оправка, как и предыдущие конструкции, не центрируется по отверстиям, а определяет их общую ось только в одном направлении, указанном стрелками N (фиг. 187).
Определение оси базового отверстия детали только в одном направлении или базирование с односторонним устранением зазора в ряде случаев является недостаточным. Многие случаи измерения требуют базирования с относительно точным нахождением действительной оси базового отверстия, когда точность должна быть одинаковой во всех направлениях.
Центрирование по отверстию устраняет зазор между отверстием детали и базирующим элементом приспособления или сводит этот зазор к таким малым величинам, которыми можно пренебречь. Последнему условию отвечают ступенчатые пальцы или оправки, которые выполняют с поясками различных размеров. В зависимости от величины поля допуска на отверстие его делят на несколько равных интервалов. На базовом пальце делают такое же количество установочных поясков,, каждый из которых выполняют по размеру ? небольшим ослаблением против соответствующего ему интервала.
Как пример можно привести разбивку общего допуска на цилиндрическое отверстие диаметром 50+0,03 мм на три интервала.
Если для базирования данного отверстия сделать цилиндрическую оправку, то ее рабочий размер должен быть равен 49,995-0,005. Таким образом, наибольший зазор между отверстием и оправкой составит 40 мк.
При разбивке допуска отверстия с учетом гарантированного зазора оправки на примерно равные интервалы получим на оправке три установочных пояска, имеющих размеры: 50,019-0,005; 50,007-0,005и 49,995-0,005.
В результате вместо прежних 40 мк в данном случае зазор в пределах одного интервала будет колебаться от 7 до 17 мк, а средний зазор по любому пояску относительно соответствующего ему размера отверстия составит 12—13,5 мк.
Этот метод, несмотря на повышение точности базирования, имеет ряд серьезных недостатков. Вследствие малой длины пояска центрирование отверстия происходит, как правило, не по всей его длине. При малой длине центрирующей поверхности обычно в качестве вспомогательной базы следует принимать широкий торец проверяемой детали. Однако в данном случае эта возможность исключена, так как деталь, устанавливаясь на соответствующий поясок, в зависимости от действительного размера отверстия, перемещается вдоль оси базирующего пальца.
Подобная конструкция ступенчатой оправки с подвижной и также ступенчатой втулкой (фиг. 188) широко применяется при контроле деталей, имеющих длинные отверстия или два отверстия, расположенных в линию (различные станины, картеры, ступицы, стаканы подшипников и т. п.). Ступенчатые пояски на оправке и втулке позволяют в каждом отверстии осуществлять посадку с наименьшим зазором.
В то же время благодаря двум разнесенным по длине установочным местам подобная оправка не только центрирует, но и надежно определяет общую ось отверстий, не допуская перекоса, который был возможен в предыдущем случае.
Наличие съемной втулки позволяет пользоваться данной оправкой при измерении деталей с внутренними буртиками, что невыполнимо в случае применения разжимной оправки.
Интервалы между ступеньками рекомендуется делать не менее 0,007—0,010 мм. Дальнейшее уменьшение интервалов вызвало бы необходимость установления чрезмерно жестких допусков на изготовление поясков оправок.
Необходимо отметить, что наличие заусенцев на краю отверстия так же, как и овальность отверстия, может вызвать возникновение погрешностей в базировании.
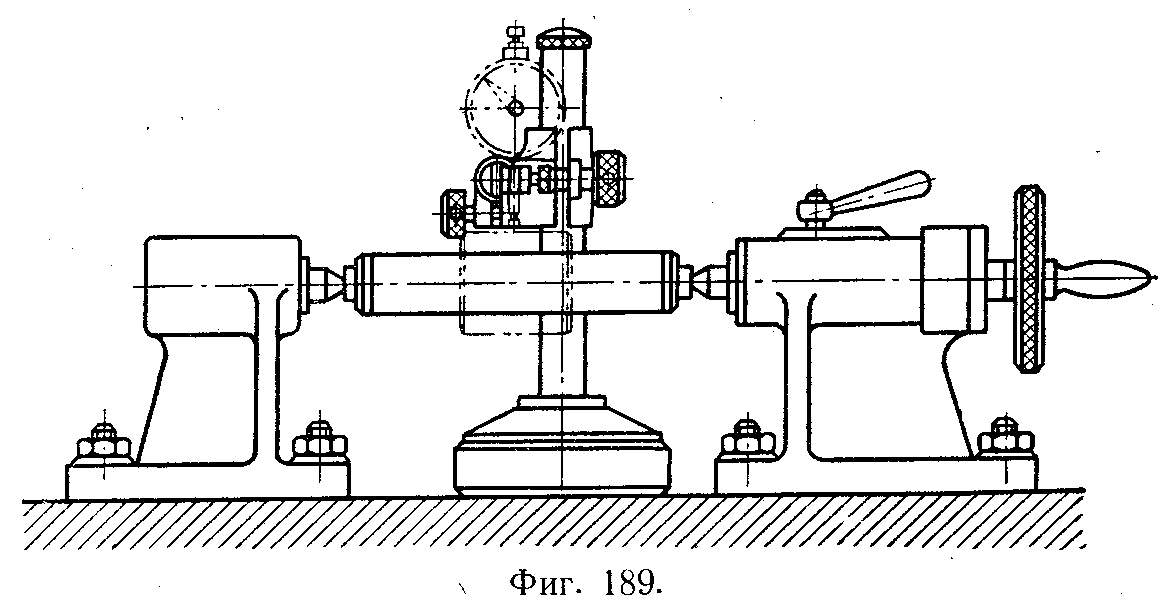
Центрирование на конических оправках является весьма распространенным и удобным методом базирования, особенно для деталей небольших размеров. Конические оправки применяют при контроле втулок, зубчатых колес и других деталей, представляющих собой тела вращения. Проверку в подобных случаях производят вращением оправки с деталью, установленной в центровые бабки (фиг. 189), и регистрацией результатов по индикатору, закрепленному на передвижной стойке.
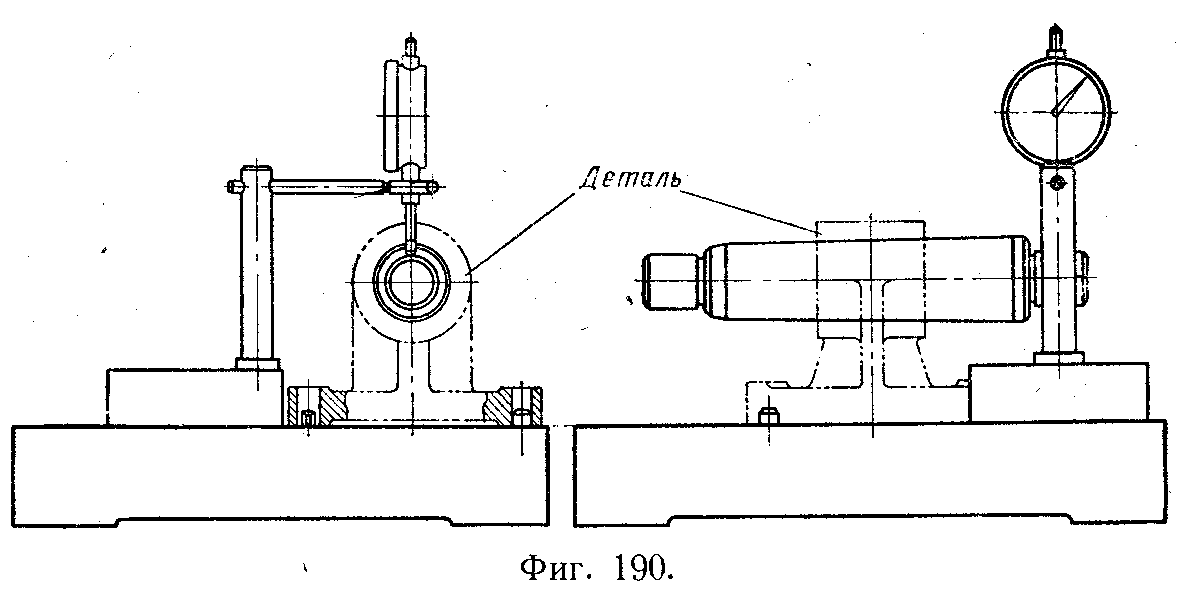
Однако этим не ограничивается область применения конических оправок. Оправки можно применять при контроле взаимного положения отверстия и плоскости или двух отверстий. В подобных случаях на концах оправки делают шлифованные цилиндрические пояски равного диаметра, по которым производят измерение (фиг. 190)
Базовое отверстие, которым деталь устанавливают по оправке, может быть гладким или иметь прерывистую поверхность (шлицы или шпонки). При установке детали по шлицевому отверстию базирование по оправке может происходить:
1) по внутренней поверхности шлица — в этом случае следует применять гладкую цилиндрическую оправку;
2) по наружной поверхности шлица — в этом случае следует применять оправку с посадочным конусом на наружной шлицевой поверхности. При этом размер по внутреннему диаметру шлица следует занижать на 1 мм относительно внутреннего диаметра отверстия проверяемой детали.
Боковые стороны прямоугольных шлицев оправки занижают относительно ширины шлицев детали:
а) при ширине шлица до 5 мм — на 0,5 мм;
б) при ширине шлица свыше 5 мм — на 1 мм.
Шаг шлица оправки, учитывая сравнительно небольшие боковые зазоры, должен ограничиваться допуском, равным 0,15—0,30 мм.
Детали с центрированием только по боковым сторонам прямоугольных шлицев на конических оправках не проверяют вследствие сложности изготовления подобных оправок. При подобных соединениях внутреннюю или наружную поверхность шлицевого отверстия принимают за вспомогательную базу при обработке детали и изготовляют более точно. Эта же поверхность может быть принята в качестве базы измерения и при конструировании конической оправки.
При проверке деталей эвольвентных шлицевых соединений оправку следует выполнять также с эвольвентными шлицами. Конусность в этом случае задается по диаметру начальной окружности эвольвентных шлицев.
При посадке конической оправки в базовое отверстие детали независимо от его действительного размера происходит точное центрирование по кромке отверстия. Одновременно происходит заклинивание оправки за счет упругой деформации металла, вследствие чего создается некоторый контактный поясок, имеющий длину 1К (фиг. 191, а).
Величина 1К может колебаться в зависимости от ряда причин — величины конусности оправки, твердости материала, толщины стенки и конфигурации проверяемой детали, размера отверстия и т. д. Вследствие этого длина пояска 1К. при расчете конических оправок не принимается во внимание, тем более, что она повышает точность центрирования оправки в сравнении с расчетной.
Как уже было сказано, при установке в базовое отверстие оправка, центрируясь только по кромке, может расположиться в нем с перекосом за счет одностороннего выбирания бокового зазора между образующими отверстия детали и конуса оправки, что вызовет определенную погрешность измерения. Угловая величина погрешности, возникающая при наибольшем возможном перекосе, зависит от конусности оправки и не зависит от длины базового отверстия.
Линейные величины погрешности (В1 на фиг. 191, б и В2 на фиг. 191, б) зависит от плеча, на котором производится измерение.
При проверке радиального или торцевого перекоса без поворачивания детали угловая величина погрешности а соответствует уклону оправки, а линейная величина погрешности будет равна В1 (фиг. 191, б).
При проверке биений за счет поворота детали с оправкой на 180°" угловая величина погрешности 2а будет соответствовать конусности оправки, а линейная величина будет равна В2 (фиг. 191, в).
При отсутствии в чертеже детали соответствующего указания плечо измерения следует считать заданным по крайним точкам, принимая:
а) для измерения торцевых поверхностей (плоских, конических или сферических) плечо измерения М1 — от оси оправки до точки, в которой производят измерение;
б) для измерения поверхностей, параллельных оси базового отверстия, плечо измерения М2 — от торца базового отверстия (со стороны большего диаметра конуса оправки) до точки, в которой производят измерение. В случае, когда плечо измерения может быть принято разным от различных торцов, следует принимать его наибольшее значение.
Учитывая деформацию металла за счет заклинивания оправки и образование пояска 1К, линейную величину погрешности В принимают равной 20% проверяемого допуска Δа, т. е.
В = 0,2· Δа. (41)
Величина погрешности измерения принимается одинаковой независимо от того, проверяется ли положение отверстия, т. е. без поворота оправки (погрешность В1), или биение изделия, т. е. с поворотом оправки (погрешность В2).
Конусность К оправки подсчитывают:
а) при проверке без поворачивания детали по формуле
 (42)
(42)
б) при проверке с поворотом детали по формуле
 (43)
(43)
При проверке на одной оправке нескольких элементов одной детали следует исходить из обеспечения наименьшей погрешности.
Конусность оправки задается от 1/1000 до 1/10 000, но кратной 1/500. При некратности расчетного значения конусности его округляют до значения, кратного 1/500 (по возможности в сторону снижения погрешности измерения).
Изменение действительного размера отверстия детали в пределах поля допуска δ по чертежу вызовет перемещение всей детали по длине на величину N (фиг. 191, г)
 (44)
(44)
Для обеспечения необходимого запаса С длины конуса его больший диаметр D должен иметь превышение против наибольшего размера базового отверстия (dнаиб) на величину Р, принимаемую равной 20% допуска δ с округлением в сторону увеличения до тысячных долей миллиметра
Р = 0,2 δ. (45)
Необходимость превышения Р вызывается двумя причинами:
а) отверстие, изготовленное по новой неизношенной пробке, может в действительности оказаться большего размера, чем это предусмотрено чертежом детали [2];
б) за счет деформации проверяемой детали оправка без превышения на размер Р могла бы полностью пройти сквозь отверстие детали.
Размер D оправки подсчитывают по формуле
 . (46)
. (46)
При этом допуск Δ на изготовление большего диаметра конуса оправки устанавливается в зависимости от значения ее конусности по табл. 27.
Тогда величина С выразится формулой
 , (47)
, (47)
где Dнаиб равно сумме большего диаметра конуса оправки и допуска на его изготовление (Dнаиб = D + Δ).
Для получения полной длины конуса оправки /, к сумме полученных длин (С + N) прибавляют длину детали Е и длину заходной части конуса F (согласно табл. 27),
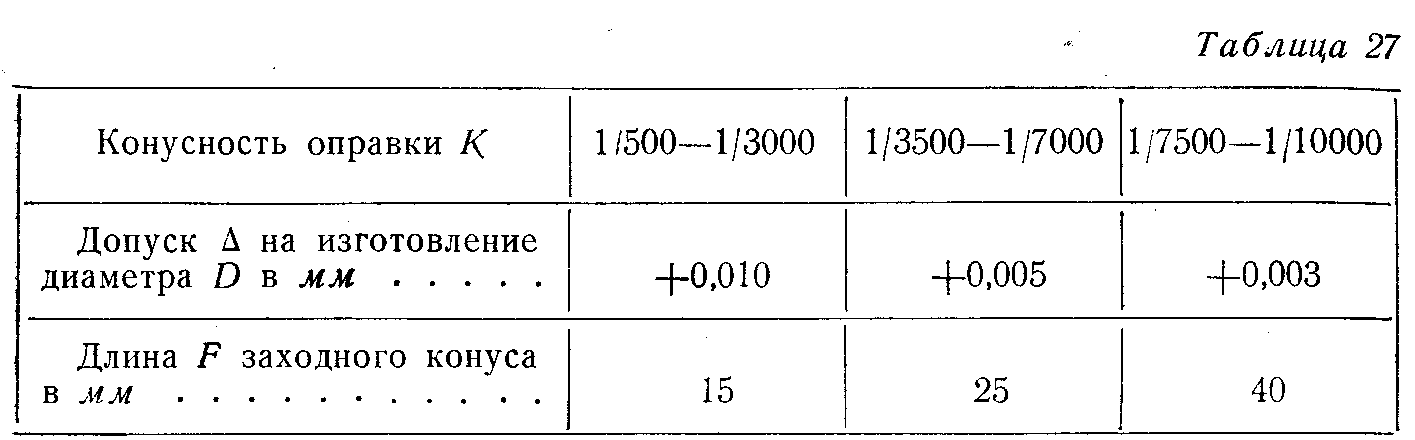
1 = С + N + Е + F. (48)
Со стороны меньшего диаметра конуса оправки предусматривается предварительный заходный конус, имеющий уклон 5° и длину 5 мм. Со стороны большего диаметра конуса оправки предусматривается вспомогательный цилиндрический поясок с размером по диаметру, равным D.
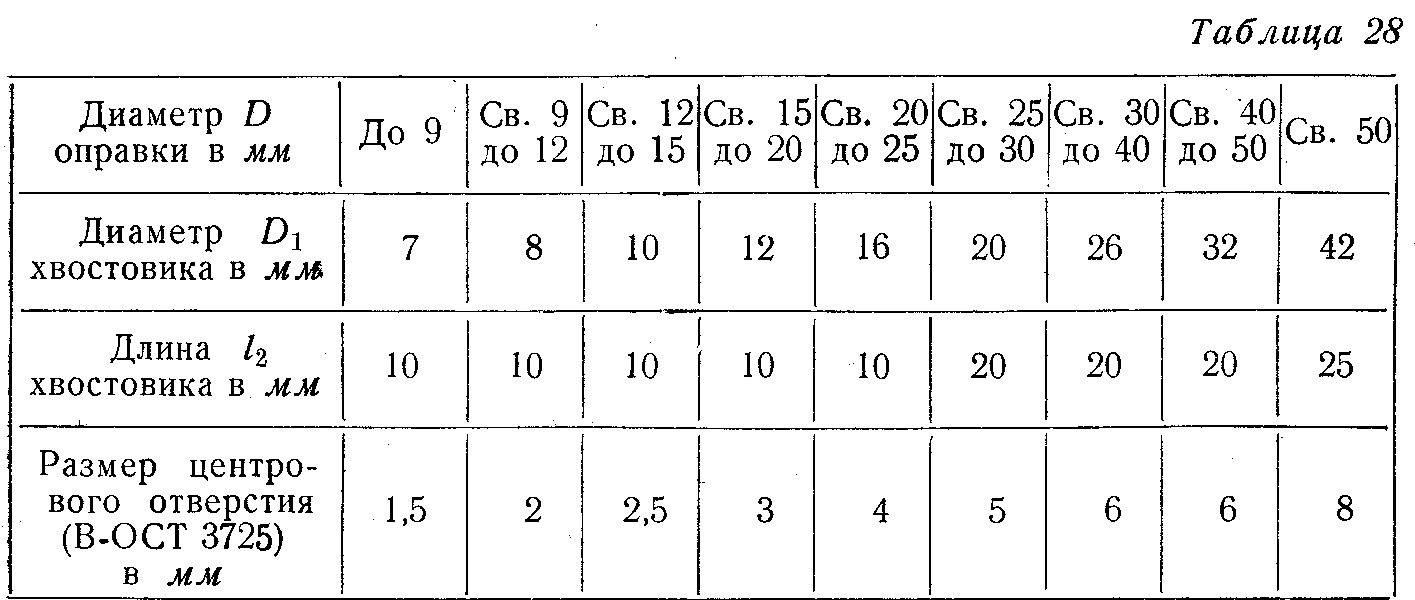
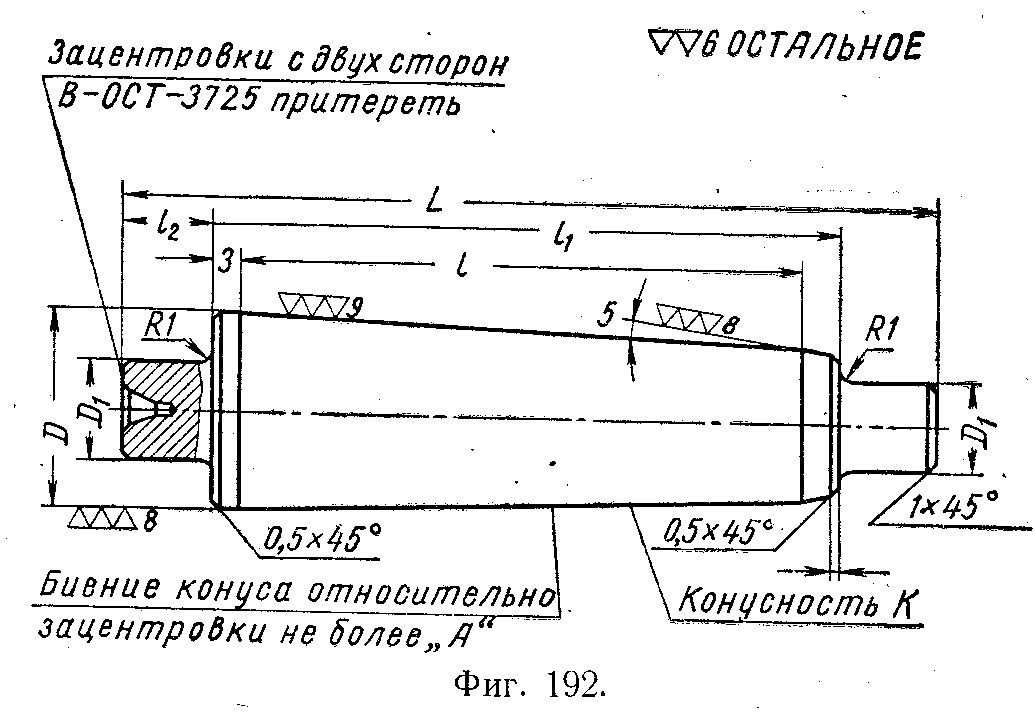
Оправки, предназначенные для работы с установкой в центрах, заканчиваются цилиндрическими хвостовиками, имеющими на торцах притертые центровые отверстия по ОСТ 3725 тип В. Размеры хвостовиков D1, и 12 и диаметры центровых отверстий должны соответствовать табл. 28.
Таким образом, общая длина оправки определяется суммой
L = 2l2 + l + 3 + 5. (49)
Во избежание получения оправок чрезмерно большой длины при относительно малом диаметре, что может привести к их прогибу в процессе работы, предельные величины длин ограничиваются соотношением
 (50)
(50)
При получении расчетной длины оправки, превышающей приведенное соотношение, рекомендуется поле допуска отверстия детали разделить на несколько (два, три) равных интервалов и делать набор из соответствующего количества конических оправок для работы методом подбора.
Для того чтобы различать между собой оправки одного набора, на наружной поверхности хвостовика протачивают соответствующее номеру оправки в наборе количество кольцевых канавок.
При контроле деталей, изготовляемых в больших количествах, следует избегать применения набора оправок с тем, чтобы снизить трудоемкость операции контроля, что имеет серьезное значение в условиях массового и крупносерийного .производства.
Следовательно, в подобных случаях необходимо уменьшать длину оправки за счет изменения величины конусности К в сторону увеличения погрешности измерения В до 30—35% от проверяемого допуска Δа. Биение А конусной части оправки относительно оси центровых отверстий ограничивается пределом, равным 10% от проверяемого допуска Δа с округлением до тысячных долей миллиметра: А = 0,1·Δа. (51)
Рекомендуется принимать величину А в пределах не менее 0,003 мм (учитывая трудность изготовления оправок с более жестким допуском на биение) и не более 0,015 мм.
Простановку размеров и чистоты обработки на чертежах оправок производят согласно фиг. 192.
Оправки размером по диаметру более 45 мм рекомендуется для уменьшения веса делать пустотелыми с запрессованной с одного торца пробкой, дополнительно зафиксированной поперечным штифтом. Торец пробки должен быть утоплен глубже торца оправки, как показано на фиг. 193.
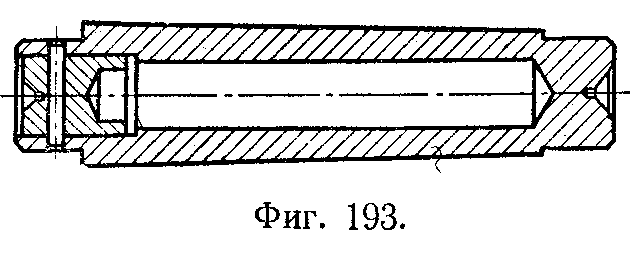
Необходимость в этом вызывается тем, что при установке и съеме проверяемой детали контролер ударяет торцом оправки по верстаку и в случае выступания торца пробки она через сравнительно короткий промежуток времени начнет качаться в отверстии оправки. При проектировании пустотелых оправок необходимо избегать чрезмерно тонких стенок, так как при - заклинивании в отверстии детали могут возникать упругие деформации оправки, снижающие точность измерения.
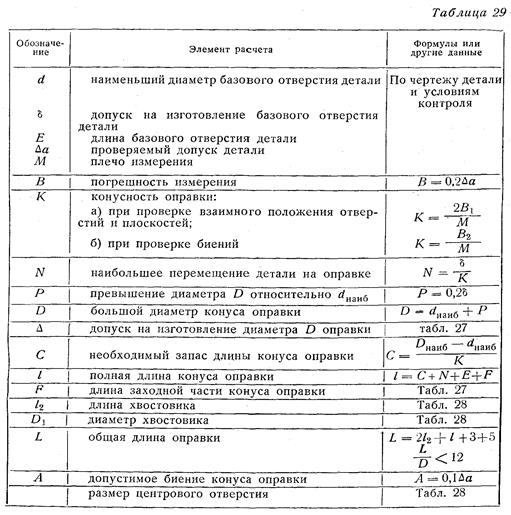
Все формулы и другие данные для расчета конических оправок сведены в табл. 29.
Примеры расчета конических оправок:
Пример 1 (фиг. 194, а).
Необходимо проверить параллельность плоскости детали к отверстию. Допустимое отклонение 0,1 мм на длине детали.
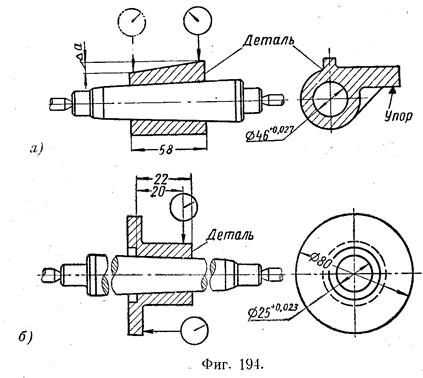
Дано: d = 46; δ = +0,027; Δа = 0,1; М = 58; Е = 58.
Определяем:
В1 = 0,2· Δа; В1 = 0,2·0,1 = 0,02
 округлить до
округлить до 

Р = 0,2· δ; Р = 0,2·0,027 = 0,0054, округлить до 0,006;
D = dнаиб + Р; D = 46,027 + 0,006 = 46,033;
Δ = +0,01; D+Δ = 46,033+0,01
; 
1 = С + N + Е + F; l = 24 + 40,5 + 58 + 15 = 137,5;
D1 = 32;
l2 = 20;
L = 2l2 + l + 3 + 5; l = 2·20 + 137,5 + 3 + 5 = 185,5, рекомендуется округлить до 185
А = 0,1·Δа; А = 0,1·0,1 = 0,01.
Центровые отверстия 6 – В ОСТ 3725.
Пример 2 (фиг. 194, б).
Дано: d = 25; δ = +0,023; Е = 22; Δа = 0,08; М1 = 40 (для фланца);
Δа = 0,05; М2 = 20 (для наружной поверхности).
Определяем:
В = 0,2· Δа; В1 = 0,2·0,08 = 0,016 (для фланца);
В = 0,2· Δа; В1 = 0,2·0,05 = 0,01 (для наружной поверхности);

 (для фланца);
(для фланца);
 (для наружной поверхности);
(для наружной поверхности);
Принимаем конусность, обеспечивающая наименьшую погрешность, т. е. 1/2500.
Р = 0,2· δ; Р = 0,2·0,023 = 0,0046, округлить до 0,005;
D = dнаиб + Р; D = 25,023 + 0,005 = 25,028;
Δ = +0,01; D+Δ = 25,028+0,01
; 
1 = С + N + Е + F; l = 37,5 + 57,5 + 22 + 15 = 132;
D1 = 20;
l2 = 20;
L = 2l2 + l + 3 + 5; l = 2·20 + 132 + 3 + 5 = 180;
А = 0,1·Δа; А = 0,1·0,05 = 0,005.
Центровые отверстия 5 – В ОСТ 3725.
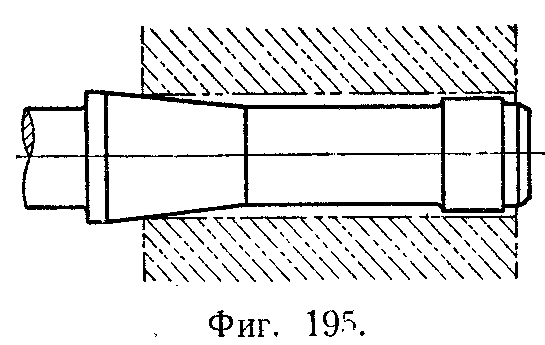
При значительной длине базового отверстия относительно его диаметра точность центрирования может быть повышена применением комбинированной оправки, имеющей центрирующий конус и центрирующий цилиндр одновременно (фиг. 195). Цилиндрическую часть комбинированной оправки выполняют с занижением против наименьшего размера базового отверстия детали на величину b = 0,005+0,010.
Применение комбинированных оправок целесообразно только в тех случаях, когда они обеспечивают меньшую погрешность, чем обычные" конические оправки. Если при ' расчете конической оправки оказывается, что ЕК  Δ + b, то вместо конической оправки следует делать комбинированную. Вследствие того, что конус комбинированной оправки служит только для центрирования по кромке, его следует делать значительно более крутым — примерно 1/50—1/100.
Δ + b, то вместо конической оправки следует делать комбинированную. Вследствие того, что конус комбинированной оправки служит только для центрирования по кромке, его следует делать значительно более крутым — примерно 1/50—1/100.
Результатом этого является весьма малое перемещение детали вдоль по конусу оправки за счет колебания действительного размера отверстия, и оправки получаются значительно более короткими, чем конические. В то же время перекос детали на комбинированной оправке будет в два раза меньшим, чем перекос на гладкой цилиндрической оправке.
Примером применения комбинированной оправки может служить приспособление, приведенное выше на фиг. 12 и предназначенное для проверки неперпендикулярности торцов ушков вилки кардана.
При проверяемых отверстиях диаметром 39+0,027, расстоянии между торцами ушков 118 мм и допустимой величине неперпендикулярности 0,05 мм, коническая оправка имела бы конус 1/2000 и длину конической части 219 мм. За счет колебания действительного размера базового отверстия детали оправку можно было бы устанавливать в отверстии на различную глубину, причем величина этого перемещения составила бы 54 мм.
При этом ЕК = 0,059.
Если применить комбинированную оправку, то при выполнении цилиндрической посадочной части оправки в размер диаметра 38,995-0,005 получим ЕК > Δ + b
Таким образом, величина погрешности за счет улучшения центрирования уменьшается на 37%.
Применение конуса 1/100 вместо 1/2000 уменьшает осевое перемещение оправки с 54 до 2,7 мм.
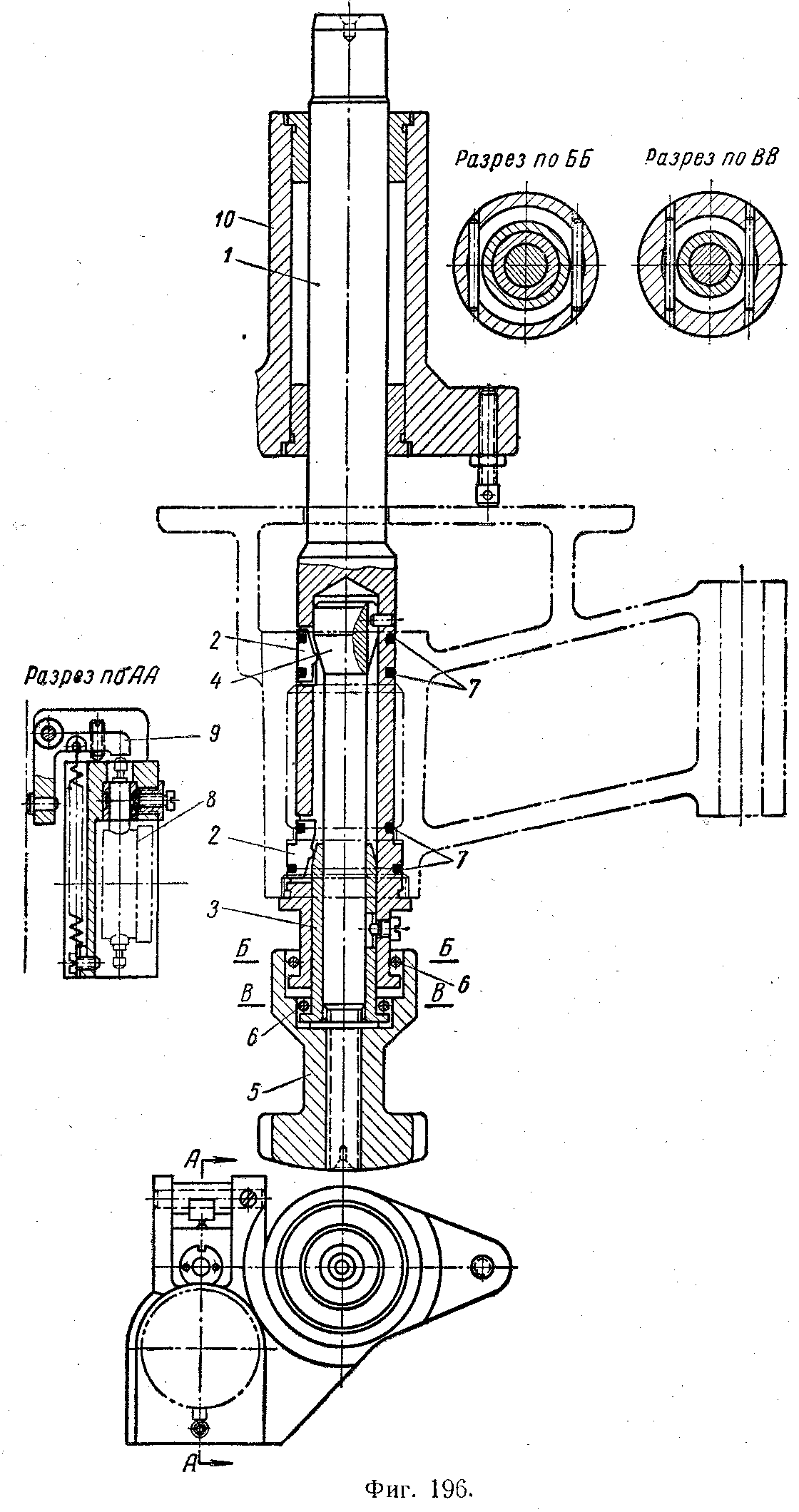
При контроле широких допусков можно применять оправки с центрированием при помощи двух поясов разжимных сухарей (фиг. 196). Наружный диаметр корпуса оправки 1 делают с ослаблением на 0,010 — 0,015 против наименьшего размера базового отверстия. Сухари 2, по три в каждом поясе, разжимаются конусами втулки 3 и штока 4. Гайка 5 и ограничительные штифты 6 обеспечивают принудительную подачу конусов, а возврат сухарей 2 обеспечивается пружинными кольцами 7.
В случае отсутствия ограничительных штифтов 6, при освобождении оправки из отверстия за гайку конус штока разжимал бы один пояс сухарей, заклинивая оправку в отверстии, Проверку биения фланца детали производят индикатором 8 через рычаг 9, которые смонтированы на корпусе 10, вращающемся относительно оси хвостовика оправки 1.
При коротком отверстии конструкция упрощается, так как вместо двух поясов сухарей разжим производится только в одном поясе.
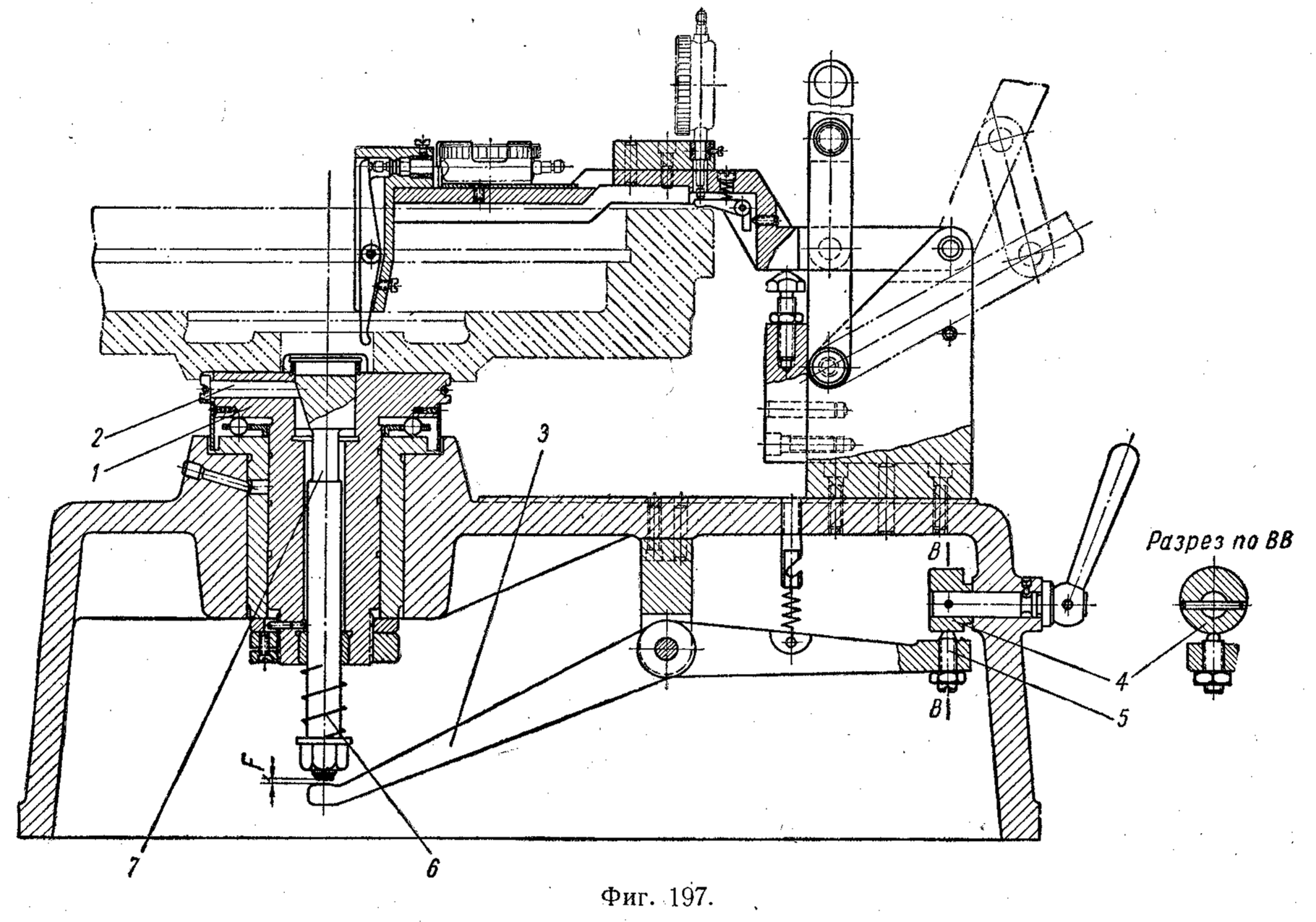
На приспособлении для проверки биения поверхностей маховика (фиг. 197) предварительное центрирование осуществляется посадочной поверхностью шпинделя 1. По торцу шпинделя происходит торцевое базирование детали. Разжим при помощи трех сухарей 2 повышает точность центрирования детали на шпинделе. Сухари выжимаются скосами головки штока 7, нагруженного жесткой пружиной 6. Возврат сухарей производится поворотом эксцентрика 4 через рычаг 3, толкающий шток 7.
В результате наличия зазора F в рабочем положении между рычагом и штоком шпиндель может свободно вращаться. Величина зазора регулируется винтом 5.
Несмотря на несовершенство разжима усилием пружины (пневматический зажим был бы надежнее), применение пружины оправдывается легкостью вращения шпинделя и возможностью расположения рычага управления на неподвижном корпусе приспособления. В случае применения разжимных сухарей на неподвижной части приспособления желательно осуществлять перемещение штока принудительно, а не через пружину, что обеспечит большую надежность центрирования.
Повышенная точность центрирования может быть достигнута применением в конструкциях приспособлений специальных элементов, основанных на использовании упругой деформации. Так, необходимо упомянуть патроны и оправки с упругой цилиндрической оболочкой и теми или иными заполнителями. В качестве заполнителей можно применять масло или глицерин, резину или пластическую массу (гидропласт).
Преимуществом подобных приспособлений является надежность и точность центрирования.
В литературе [1] приведены подробные данные по конструкции и расчету гидравлических зажимных устройств, поэтому останавливаться на них не будем. Необходимо лишь учитывать, что для станочных приспособлений сила разжима или зажима требуется значительно большая, чем для контрольных, так как в последних необходимо только обеспечить центрирование и, как правило, нет нужды в передаче крутящего момента.
Применение гидравлических зажимных устройств ограничивается некоторой сложностью их конструкции и трудностью изготовления, а также сравнительно малой твердостью базирующей поверхности (Rс = 36…40), что ведет к быстрому износу и потере точности, особенно в условиях массового производства.
Значительно более простыми и достаточно надежными являются мембранные зажимы, обеспечивающие вполне достаточную точность центрирования.
Приспособление для проверки биения сферического торца конического зубчатого колеса, приведенное на фиг. 198, может служить примером конструкции, построенной на использовании мембранного патрона.
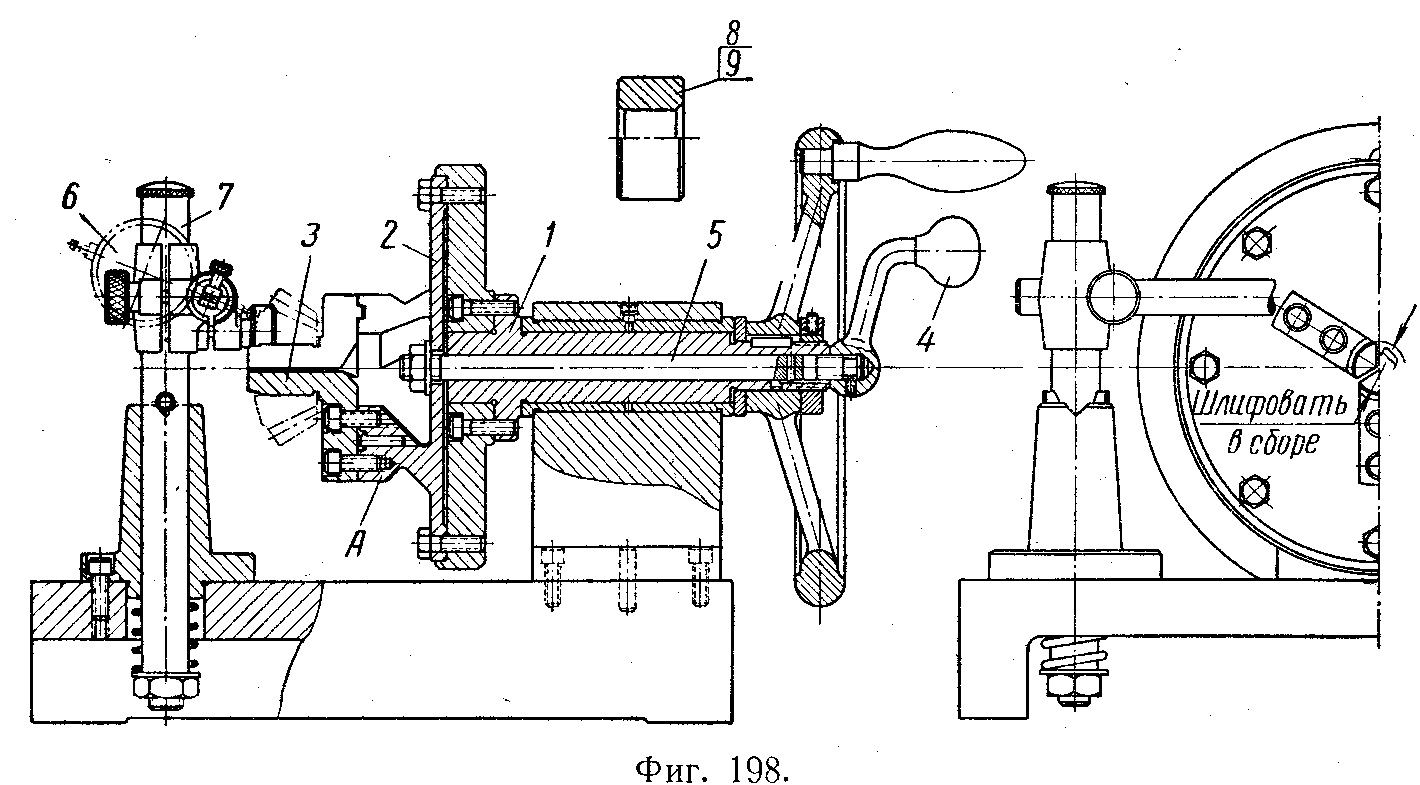
На шпинделе 1приспособления укреплена мембрана 2 с тремя выступами А, на которых установлены кулачки 3. В свободном состоянии посадочный размер по кулачкам должен быть больше наибольшего диаметра отверстия детали. Перед установкой детали рукояткой 4 и тягой 5 мембрана натягивается и деформируется (прогибается). При этом кулачки 3, имеющие значительный вылет, сходятся, давая возможность свободно надеть деталь. Поворотом рукоятки 4 в обратную сторону мембрана разгружается, надежно центрируя деталь.
Для обеспечения точности работы приспособления кулачки следует шлифовать в сборе при несколько натянутой мембране в размер, соответствующей среднему размеру проверяемого отверстия. В свободном состоянии кулачки образуют цилиндрическую поверхность, диаметр которой на 0,05—0,08 должен превышать наибольший диаметр отверстия. Такой небольшой натяг обеспечивает повышение точности центрирования.
Проверку биения сферической поверхности производят индикатором 6, установленным на поворотной стойке 7. Контрольные кольца 8 и 9, имеющие размеры отверстий, соответствующие наибольшему и наименьшему предельным размерам отверстия проверяемой детали, позволяют проверять точность центрирования самого приспособления.
Описанное приспособление можно сделать универсальным, если к нему приложить комплект сменных мембранных патронов.
При базировании по двум отверстиям с параллельными осями применяется установка на два пальца — цилиндрический и срезанный. При этом ошибки базирования определяются допусками на диаметры отверстий и на межцентровое расстояние и величиной зазоров.
Расчет размеров базовых пальцев и возможных зазоров, вызывающих неточность базирования, не приводится, так как он достаточно освещен в литературе [6].
Повышения точности базирования по двум отверстиям можно достигнуть, применяя раздвижные пальцы (фиг. 199). Деталь надевают на пальцы со срезанными лысками, после чего один из них под действием пружины, эксцентрика и т. п. перемещается вдоль общей оси отверстий до упора обоих пальцев в образующие базовых отверстий. При этом вполне надежно определяется общая ось, проходящая через центры обоих отверстий.
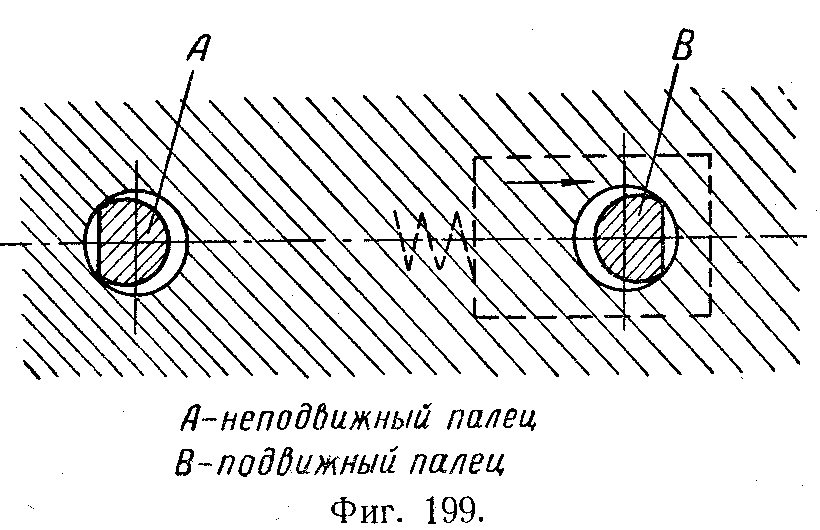
Однако необходимо учитывать, что при установке на раздвижные пальцы обеспечивается надежное базирование лишь в поперечном направлении. В то же время за счет лыски, имеющейся на неподвижном пальце, точность продольной (вдоль оси отверсти
Дата добавления: 2020-02-05; просмотров: 3990;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
