Построение, расчет и конструирование калибров
Классификация калибров и условия их применения были рассмотрены в гл. II. Принципы построения и расчета калибров и методика назначения их исполнительных размеров достаточно широко освещены в технической литературе. Это позволяет ограничить нашу задачу рассмотрением конструкций измерительных инструментов, определением принципов назначения наиболее целесообразной конструкции калибра для данного вида измерения и выработкой основ методики проектирования специальных калибров, останавливаясь на других вопросах лишь в тех случаях, когда они недостаточно полно освещены в существующей литературе.
Точность измерения детали калибром зависит в первую очередь от принятого метода измерения. Помимо приведенной в гл. II основной классификации калибров, все калибры можно разбить по способу определения результатов проверки на две основные группы. Первая группа — это калибры, проверяющие размеры по ощущению вхождения, контакта или качания, вторая группа—калибры, проверка которыми осуществляется визуально или на ощупь.
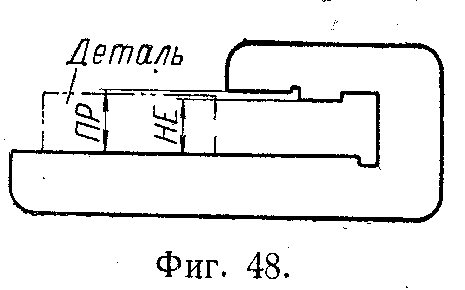
К калибрам первой группы относятся разнообразные жесткие предельные измерительные инструменты, имеющие одну или две пары контрольных поверхностей, т. е. одно- и двухпредельные. Размеры между двумя парами контрольных поверхностей соответствуют наибольшему и наименьшему предельным размерам проверяемой детали. При контроле проходная сторона (ПР) такого двухпредельного калибра должна сопрягаться с проверяемым изделием, а непроходная (НЕ) — не сопрягаться. Изделие, удовлетворяющее этому условию, считается годным, не удовлетворяющее — браком. Для обеспечения получения наиболее точного результата проверки следует проходной калибр делать соответствующим всей измеряемой поверхности контролируемого изделия, а для проверки по непроходному размеру применять калибры с контактом, приближающимся к точечному, с тем, чтобы можно было установить, имеются ли в отдельных местах изделия недопустимые отклонения от правильной геометрической формы.
Таким образом, проходной калибр осуществляет комплексную проверку детали, гарантируя ее взаимозаменяемость в узле, непроходной — элементную проверку.
При изготовлении калибров в зависимости от их назначения исполнительные размеры выдерживаются в пределах допусков, регламентированных соответствующими стандартами, ведомственными или заводскими нормалями.
К калибрам второй группы, осуществляющим проверку визуально или на ощупь, следует отнести шаблоны с рисками и те шаблоны для проверки профилей и углов, в которых контроль производят по наличию световой щели между поверхностью проверяемой детали и шаблоном. Этот метод измерения вследствие ошибок параллакса и субъективности контроля менее точен, чем метод проверки на ощупь, и применяется в основном для грубых измерений.
Но, однако, и среди измерительных инструментов, основанных на визуальной проверке или на проверке на ощупь, есть ряд конструкций, представляющих большой интерес для массового производства.
Заслуживает серьезного внимания метод контроля размеров при помощи ступенчатого измерительного инструмента. Этот метод измерения, отличаясь простотой конструкций инструмента, обладает большими удобствами в работе и высокой производительностью.
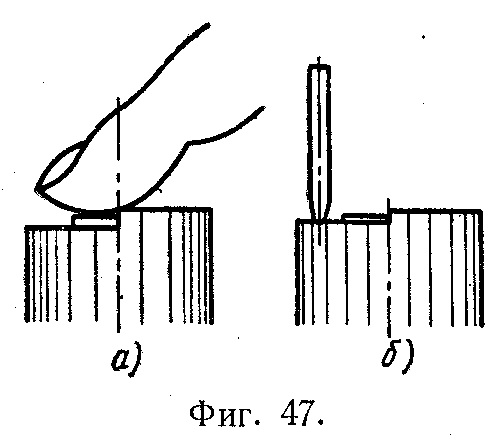
При измерении ступенчатым измерительным инструментом о правильности проверяемого размера, т. е. о том, находится ли он в заданных пределах, судят по взаимному положению плоскостей подвижной и неподвижной частей инструмента. Две плоскости инструмента, сделанные на подвижной или неподвижной части, образуют ступеньку, высота которой равняется величине заданного допуска. При проверке размеров, имеющих грубые допуски (0,5 мм и более), взаимное положение плоскостей определяется на глаз, т. е. визуально, размеры изделия с меньшими допусками проверяют на ощупь, для чего по контрольным плоскостям проводят пальцем (фиг. 47, а) или острым ребром линейки (фиг. 47, б). Практически можно рекомендовать применение ступенчатого инструмента для измерения деталей с допусками от 0,2 мм и более.
Поскольку в обоих случаях измерения (визуально и на ощупь) конструкции ступенчатых измерительных инструментов остаются теми же самыми, выбор способа работы при допусках порядка 0,5— 2 мм может быть предоставлен на усмотрение контролера, работающего данным инструментом.
Точность проверки калибрами во многом определяется жесткостью их конструкции (особенно это относится к скобам и будет рассмотрено ниже), а также зависит от стабильности температуры проверяемой детали и инструмента.
При проверке точных размеров необходимо предохранить инструмент от влияния тепла рук контролера путем использования разного рода ручек из материалов, плохо проводящих тепло (дерево, пластмасса).
Производительность контроля также является серьезным фактором, определяющим конструкции калибров. Увеличение производительности обеспечивается ускорением самого процесса измерения, а также большим удобством в работе калибром, уменьшением его веса и т. п. Большое значение в ускорении процесса измерения имеет предварительное направление инструмента по детали или, наоборот, направление детали по инструменту. Предварительное направление служит для устранения взаимного перекоса калибра и проверяемой детали. Для этой цели, например, предусматривается цилиндрическая часть резьбового непроходного калибра-пробки, имеющая размер, соответствующий внутреннему диаметру резьбового отверстия.
Из расчета на предварительное направление сконструированы предельные скобы-высотомеры для измерения высоты небольших изделий. Простейший случай такого направления заключается в удлинении одной губки у скобы (фиг. 48). Деталь устанавливается по удлиненной губке и без перекосов передвигается по ней под измерительную губку.
Еще большее облегчение измерения можно получить, применяя калибр с большой опорной плоскостью (фиг. 49). При пользовании таким калибром деталь устойчиво ставится на его плиту и подвигается по ней под измерительные губки.
Первую из этих конструкций (см. фиг. 48) применяют при проверке деталей незначительного веса, которые контролер берет непосредственно в руки.
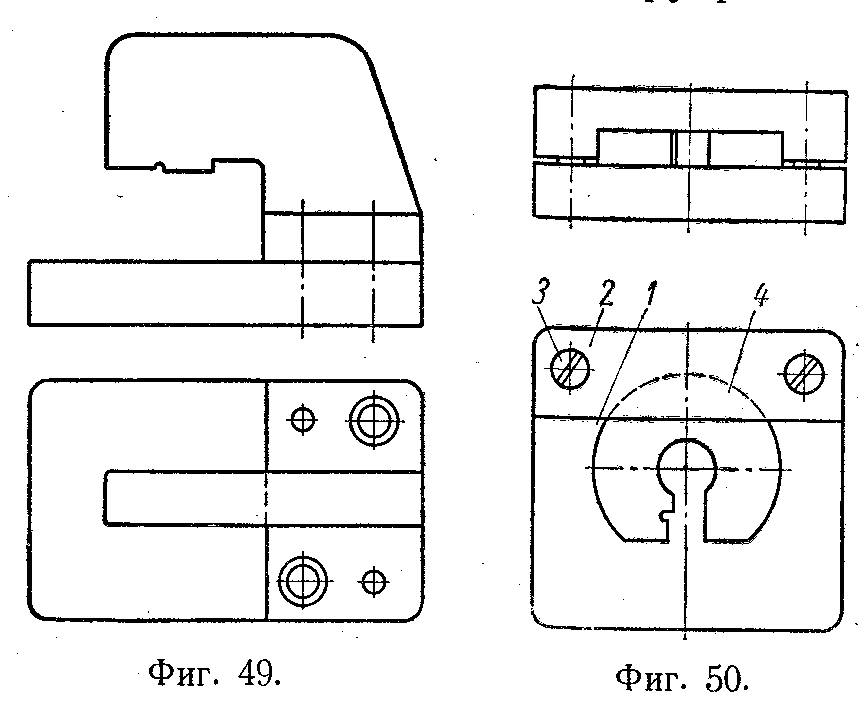
Вторую (см. фиг. 49) применяют при проверке деталей несколько большего веса, когда контролеру удобнее проводить проверку не в руках, а накладывая деталь на стационарный калибр.
Таким образом, применение направления детали относительно калибра может обеспечить ускорение процесса контроля и в ряде других случаев.
Так, при контроле диаметров цилиндрических поверхностей деталей, имеющих малую длину, применение направления обеспечивает правильное положение детали относительно калибра в момент измерения, что не только ускоряет процесс измерения, но и обеспечивает получение надежного, результата проверки.
Простейшим способом осуществления такого направления является применение плитки / (фиг. 50), к которой, при помощи планки 2 и винтов 3 прикрепляют стандартную скобу 4. Проверяемую деталь кладут на плитку и вдвигают в скобу.
В других случаях предварительное направление служит для устранения заедания инструмента в момент начала проверки.
При проверке размеров точных цилиндрических отверстий, когда размер диаметра отверстия близок к размеру диаметра калибра-пробки, часто сталкиваются с явлением заедания калибра в проверяемом отверстии. Незначительный перекос калибра, допущенный при введении его в проверяемое отверстие, создает клин с самотормозящим углом между его передней частью и стенками проверяемого отверстия.
Заедание калибра иногда бывает настолько сильным, что требуется несколько минут на освобождение его из детали.
Известен ряд способов устранения явления заедания калибров. Так, на проходной стороне калибра-пробки, приблизительно на расстоянии 1 мм от его торца, делают неглубокую кольцевую канавку (фиг. 51). В результате наличия канавки заклинивание узкого переднего пояска исключается. Этот направляющий поясок препятствует возникновению перекоса калибра и тем самым обеспечивает равномерное и плавное введение его в проверяемое отверстие.
В таком виде конструкция направляющего пояска, как рекомендуемая, включена в ГОСТ 1775-42.
Другая конструкция направляющей части для калибров-пробок выполняется в виде незначительного ослабления диаметра пробки у переднего торца.
Наиболее целесообразным является ослабление на 0,02 мм на длине 1—1,5 мм.
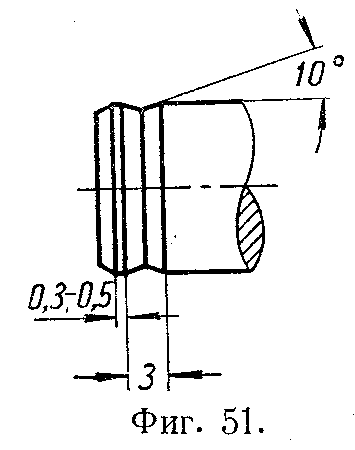
Переход от ослабленной части к измерительной у пробок небольших размеров (диаметром до 18 мм) дается по радиусу. В пробках диаметром свыше 18 мм переход осуществляется через канавку, которая играет ту же роль, что и в конструкции, приведенной на фиг. 51.
Описанные конструкции направляющей части пробок являются эффективными при проверке отверстий, имеющих точные допуски до 3-го класса точности включительно.
При более грубых допусках в конструкциях пробок применяют заходные конусы-фаски, прошлифованные под углом 60°.
Для большего удобства работы калибрами важное значение имеет их вес. Чем легче калибр, тем удобнее им работать. Поэтому при проектировании калибра необходимо стремиться к всемерному снижению его веса путем применения полых ручек, ручек из пластмассы, облегчения калибра больших габаритов высверливанием отверстий, выбором наиболее компактных конструктивных форм и т. п.
Весьма важным при проектировании калибров является вопрос обеспечения высокой их износоустойчивости.
Основной причиной износа жесткого предельного калибра является трение измерительной поверхности о поверхность проверяемой детали. Это трение зависит прежде всего от давления, с которым обе поверхности (детали и калибра) прижимаются друг к другу. Чем больше давление, тем выше износ поверхности калибра.
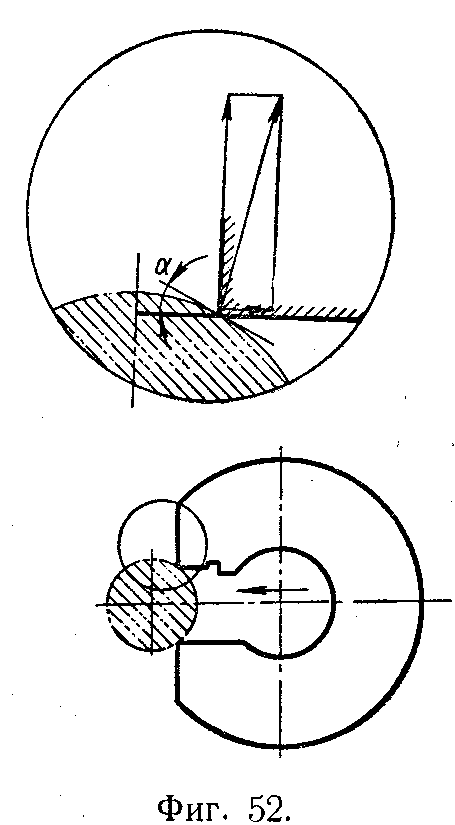
Величина усилия, прижимающего измерительную поверхность калибра к детали, достигает нескольких килограммов. Столь значительные усилия, возникающие при измерении, легко могут быть объяснены. Когда контролер надвигает скобу на поверхность вала с каким-либо усилием, то деталь действует на измерительные губки скобы как клин. Из механики известно, что чем меньше угол α клина (фиг. 52), тем больше усилия, которые возникают. Следовательно, чем больше диаметр проверяемой детали, тем меньше угол клина к тем значительнее усилие, действующее на скобу.
Исследования, проведенные А. Л. Честновым, показали наличие больших деформаций, возникающих при проверке диаметров вала скобами. Величина этой деформации зависит, кроме размера по диаметру проверяемого вала, от веса скобы и величины прикладываемого контролером усилия, также и от коэффициента трения материала скобы по материалу измеряемой детали.
Подсчет усилия Р можно произвести по формуле
 , (5)
, (5)
где Р — усилие, действующее нормально к поверхности измерительной губки;
Q — сумма веса скобы и приложенного усилия;
φ —угол трения, соответствующий коэффициенту трения материала скобы по материалу изделия;
α — половина угла клина, образуемого касательными к валув точках соприкосновения скобы с валом.
Произведенный расчет для случая измерения скобой вала с диаметром 80 мм при высокой чистоте его поверхности и наличии смазки дал величину усилия Р = 5 кг и, как результат этого, деформацию скобы, равную 14,8 мк.
Значительные измерительные усилия возникают также при использовании других видов калибров, как, например, штихмасов для проверки отверстий, скоб для проверки длин и т. п.
Трение в процессе измерения является одной из наиболее серьезных причин, вызывающих ускоренный износ калибров. Поэтому необходимо стремиться к уменьшению трения и усилий при измерении, его вызывающих, путем выбора оптимальных для каждого случая конструктивных форм калибров.
Однако характер износа калибра определяется не только величинами усилий и трения, возникающих при измерении. Большое значение имеет характер рабочей поверхности инструмента, особенно его твердость и качество обработки, а также свойства поверхности проверяемой детали и ее материал.
Качество обработки и степень чистоты рабочей поверхности измерительного инструмента тесно связаны с его износом.
Дело в том, что механическая обработка не может обеспечить совершенно ровной поверхности инструмента. На недостаточно чисто обработанной поверхности имеются выступающие гребешки. От трения эти гребешки разрушаются и инструмент быстро теряет свой размер.
Чем выше чистота доводки рабочей поверхности калибра, тем больше его сопротивление износу.
Рекомендуемые значения чистоты поверхностей для основных видов калибров приведены в стандартах ГОСТ 2015-53 и ГОСТ 2016-53.
Другим фактором, определяющим износ калибра, является материал проверяемой детали. Различные материалы вызывают различное истирание поверхности калибра. Больше всего калибры изнашиваются при проверке чугунных деталей, меньше — при контроле стальных и еще меньше при контроле бронзовых и латунных.
Характер обработки проверяемых поверхностей изделий тоже влияет на величину износа калибра. При этом износ наступает скорее при измерении шлифованных поверхностей, чем точеных или фрезерованных. Объясняется это тем, что при шлифовании частицы абразива остаются на поверхности изделия, особенно чугунного, и при измерении царапают поверхность калибра, вызывая ускоренный его износ.
Износ измерительного инструмента зависит от твердости его рабочих поверхностей: чем выше твердость калибра, тем меньше будет его износ.
Повышение твердости может быть осуществлено разными способами. Освоенным является хромирование инструмента. Хром имеет большую твердость и хорошо противостоит износу. Износоустойчивость при этом повышается больше чем в два раза.
В иностранной литературе имеются сведения об интересных попытках изготовления калибров небольших размеров (пробок, колец) из искусственного сапфира.
Стойкость калибра-пробки, изготовленной из сапфира, оказалась в сотни раз выше стойкости такого же стального калибра. При этом стоимость искусственного сапфира лишь в 40 раз превышает стоимость стали.
При проектировании калибра конструктор обязан тщательно учесть все приведенные выше и иные возможные причины ускоренного износа калибра и принять зависящие от него меры по уменьшению износа.
Следует учитывать, что износ калибра может быть сокращен не только выбором оптимальной его конструкции, но также и правильно организованной системой его эксплуатации.
Для того чтобы уменьшить влияние состояния и чистоты поверхности проверяемой детали на износ инструмента, следует тщательно очищать детали перед проверкой: удалять стружку, заусенцы, пыль от шлифовальных камней.
Однако, работая над уменьшением износа, не следует забывать о способах и возможностях восстановления изношенного измерительного инструмента.
Восстановление изношенного инструмента может значительно разгрузить инструментальный цех и одновременно обеспечить экономию высококачественного металла.
Хромирование инструмента является одним из наиболее простых способов его восстановления. Но хромировать можно не каждый инструмент, а только такие простые по форме калибры, как, например, предельные пробки.
Перспективным способом является восстановление путем изменения структуры металла, а отсюда и размеров инструмента, в результате местного нагрева.
Возможность восстановления инструмента может быть предусмотрена и при его конструировании путем применения регулируемых узлов. Так, например, регулируемые резьбовые кольца допускают восстановление до пяти и более раз, причем восстановление производится просто и быстро, по контркалибрам. Еще большее число восстановлений допускают регулируемые предельные и резьбовые роликовые скобы.
Регулируемый измерительный инструмент имеет перед жестким то преимущество, что при наступлении износа может быть легко восстановлен и снова пущен в работу. Восстановление можно повторять большое число раз.
Регулируемые узлы калибров бывают разных конструкций. Все эти конструкции будут разобраны ниже, в соответствующих разделах, рассматривающих виды измерительного инструмента по их назначению.
Проверка предельных размеров диаметров цилиндрических отверстий принадлежит к числу наиболее широких областей применения калибров. Основными инструментами для этой проверки служат пробки и штихмасы, конструкции которых установлены стандартом ГОСТ 1775-42.
Чтобы правильно выбрать более рациональную конструкцию калибра, необходимо учесть особенности каждого его вида.
При проверке отверстия наиболее важно установить, обеспечивает ли фактический его размер правильную собираемость с валом и не получатся ли в сборе чрезмерно большие зазоры. Первое условие проверяют проходным калибром-пробкой, который должен представлять подобие сопрягаемого вала, второе — при помощи непроходного калибра. Для того чтобы определить отклонение от размера, в каждом сечении проверяемого отверстия следовало бы пользоваться непроходными калибрами, имеющими линейный или точечный контакт.
Однако в практике это требование часто не выдерживается, и в качестве непроходного калибра пользуются полной пробкой, что предусмотрено в ГОСТ 1775-42.
Проверку отверстий небольшого и среднего диаметров (до 50 мм) следует производить при помощи двусторонних пробок, отверстий свыше 50 до 300 мм — пробками листовыми односторонними и свыше 300 мм — штихмасами.
Исключение из этого правила представляют случаи измерения диаметра отверстий у нежестких деталей (тонкостенные втулки, и т. п.), легко деформирующихся при проверке пластинами. В этом случае для отверстий диаметром до 100 мм следует применять полные пробки (отдельно проходные и непроходные).
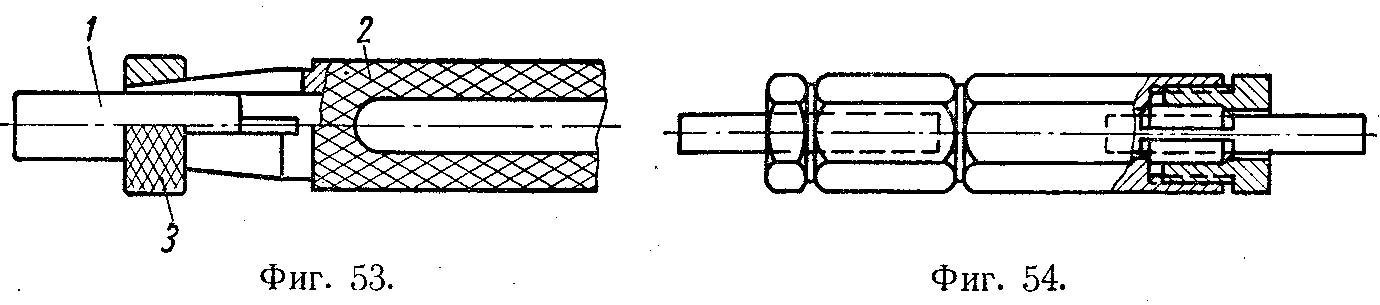
В зависимости от величины проверяемого размера применяют пробки разных конструкций. Для проверки размеров до 3 мм служат обычно пробки с цилиндрическими вставками (проволочками). ГОСТ 1775-42 рекомендует укреплять эти вставки в ручках посредством канифоли, карбинола и т. п. Однако представляет интерес и другая конструкция крепления — в разрезной ручке. Как видно из фиг. 53, цилиндрическая вставка 1 вставляется в отверстие ручки 2, на конце которой проточен наружный конус и сделаны прорезы. На конус ручки надевают коническую втулку 3, чем и осуществляется надежный зажим вставки.
Применяют конструкции калибров-пробок, в которых крепление вставок производят при помощи разрезных цанг (фиг. 54). Этот вид крепления вставок не получил значительного распространения
ввиду сравнительной его сложности.
Приведенные конструкции крепления позволяют применять цилиндрические вставки до 6 мм. Изготовление цилиндрических вставок проще, чем обычных вставок с конусными хвостовиками. Вся механическая обработка сводится к шлифованию на бесцентрово-шлифовальном станке заготовок, нарезанных из калиброванного материала. Расход материала также сокращается вследствие того, что вставка становится короче.
После износа вставки поворачивают и вновь закрепляют в державке другими концами, чем вдвое повышается срок их службы.
Вставки до 30 мм в соответствии с ГОСТ 1775-42 рекомендуется делать с конусным хвостом (конусность 1:50). В качестве материала для изготовления вставок применяют сталь У10А, термически обработанную до твердости Rс = 60…64. Для повышения износоустойчивости пробок целесообразно применять хромирование. Хромирование можно производить с последующей доводкой размера после металлопокрытия. При этом величина припуска на притирку задается равной 0,004—0,005 мм, а толщина слоя хрома 0,05 мм.
Другой способ хромирования, так называемое размерное хромирование, не требует последующей механической доводки; заготовка калибра в этом случае делается с занижением на величину размера толщины слоя хрома. Точность толщины этого слоя гарантируется технологическим процессом металлопокрытия. Ввиду сложности размерного хромирования более целесообразным является хромирование пробок с последующей доводкой их до заданных размеров.
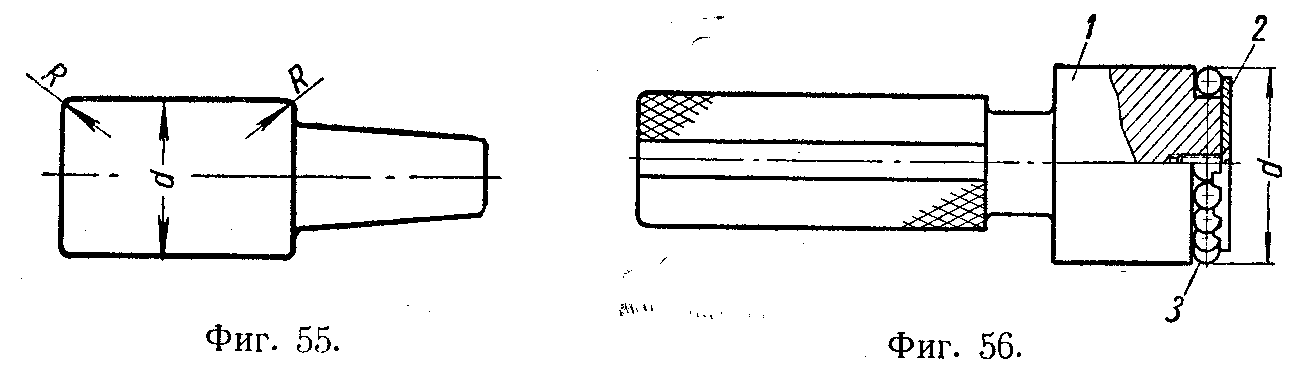
Следует учитывать, что поверхностный слой хрома имеет свойство отслаиваться на острых углах; это для калибров совершенно недопустимо. Для предотвращения отслаивания хрома необходимо на переднем и заднем концах калибра делать радиусные закругления (фиг. 55). Рекомендуются следующие величины радиусов для калибров с номинальными диаметрами:
свыше 1 до 5 мм R = 0,5;
свыше б до 10 мм R = 0,8;
свыше 10 мм R = 1,0.
В литературе имеется указание о применении твердосплавных пластин, впаянных во вставку. Этот способ, несмотря на повышение износоустойчивости калибров, пока еще экономически нерентабелен из-за высокой стоимости доводки калибров до необходимого размера.
Износ проходных вставок несколько уменьшается, если принять меры против их заедания при измерении. Основные конструкции направляющей части, устраняющей заедание, были рассмотрены выше.
Представляет интерес конструкция пробки с шариковым направлением (фиг. 56), изготовляемая одной американской фирмой. В передней части проходной пробки / при помощи сепаратора 2 монтируются стальные каленые шарики 3. Сепаратор удерживает их от выпадания, не мешая им Поворачиваться. Размер d по шарикам равен диаметру проходной пробки.
Шарики устраняют заедание при установке калибра даже в том случае, если калибр значительно перекошен. Процесс проверки ускоряется, и результаты измерения получаются совершенно надежными.
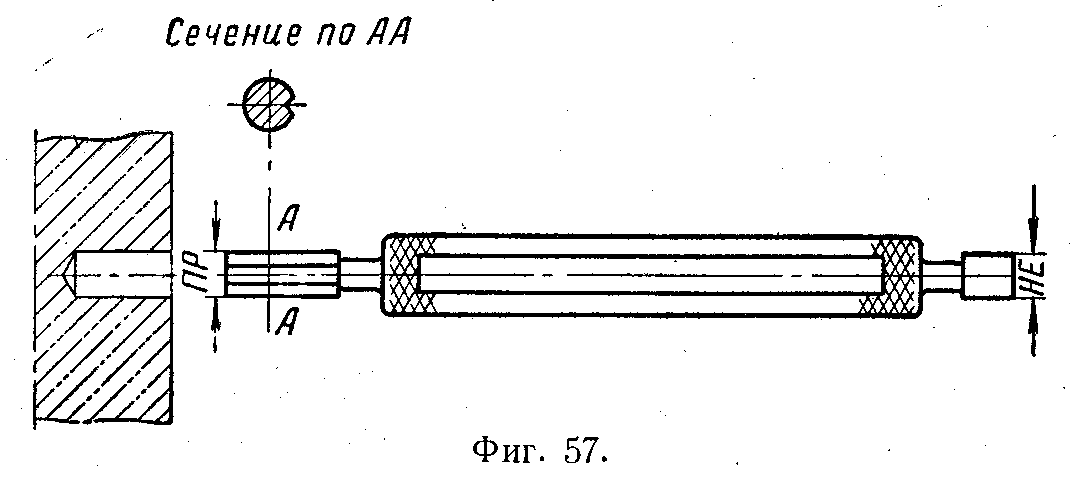
При необходимости измерения глухих отверстий применяют калибры с продольными канавками на цилиндрической части проходной пробки для выхода воздуха (фиг. 57). При отсутствии такой канавки образующаяся в отверстии воздушная подушка затрудняет процесс измерения.
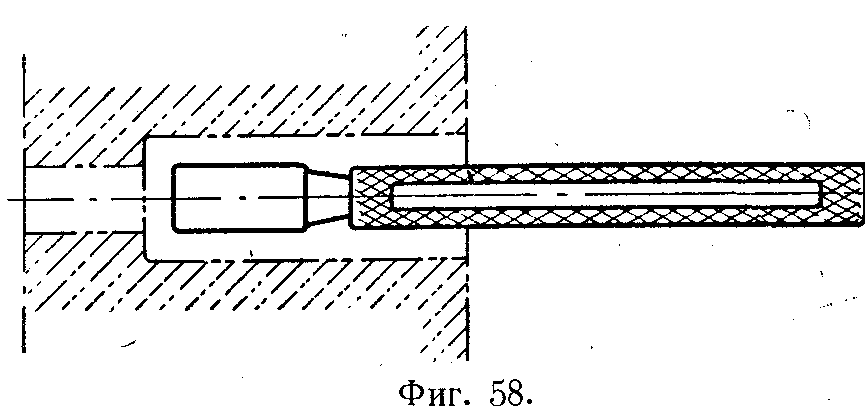
Для контроля глубоко расположенных отверстий применяют пробки на удлиненных ручках (фиг. 58).
Для размеров отверстий свыше 30 мм вместо вставок с конусными хвостовиками применяют цилиндрические насадки с креплением на отдельных ручках при помощи винтов или гаек, что предусмотрено ГОСТ 1775-42.
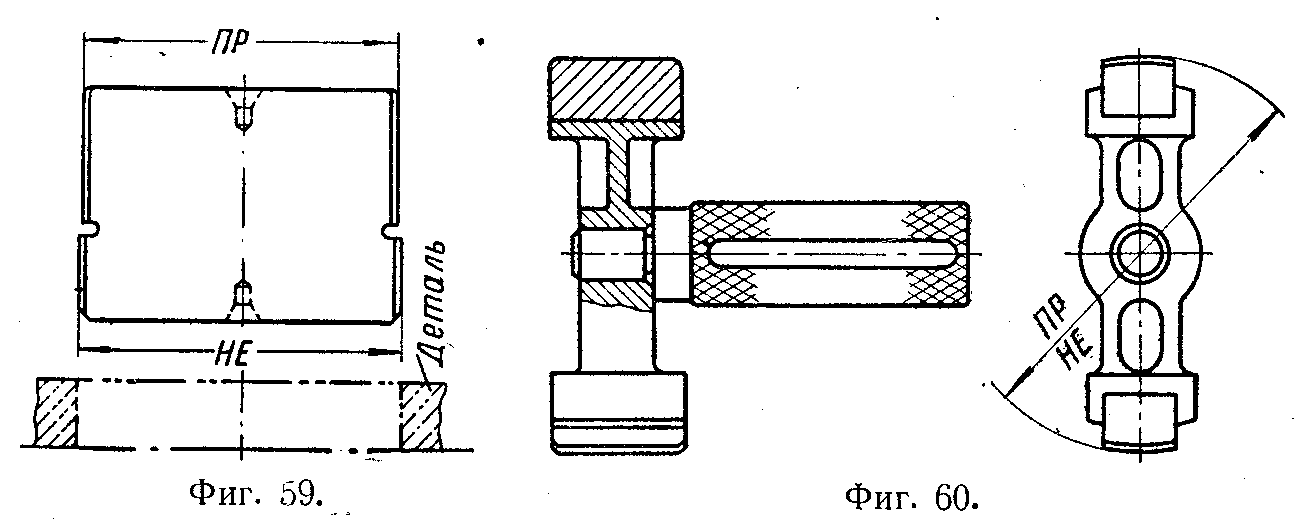
Для измерения размеров свыше 50 мм цилиндрические пробки из-за большого их веса не применяют. При этом следует пользоваться листовыми пробками (фиг. 59) (до 300 мм) или неполными пробками с ручками (до 150 мм).
Пробки листовые изготовляют из стали 20, цементируют и закаливают до твердости Rс = 58 … 64.
Наиболее целесообразной конструкцией неполных пробок является приведенная на фиг. 60, т. е. с вкладышами, прикрепленными к корпусу винтами или карбинольным клеем. Иные конструкции неполных пробок (с креплением корпуса с ручкой двумя винтами) себя не оправдали — в процессе работы крепление быстро ослабевает, появляется качка в соединении пробки с ручкой, и теряются точность и удобство проверки.
Отверстий размером свыше 300 мм следует проверять предельными (проходными и непроходными) штихмасами.
Из всех калибров, предназначенных для проверки отверстий, наиболее подвержены износу штихмасы.
Это объясняется тем, что при измерении штихмасом возникают весьма большие усилия, воспринимаемые контактом в одной точке.
Измерение отверстия штихмасом производят путем поворота его вокруг одной точки (фиг. 61). При небольшой разнице между размером штихмаса и диаметром проверяемого отверстия величина силы Q, действующей на инструмент, во много раз превышает величину усилия контролера.
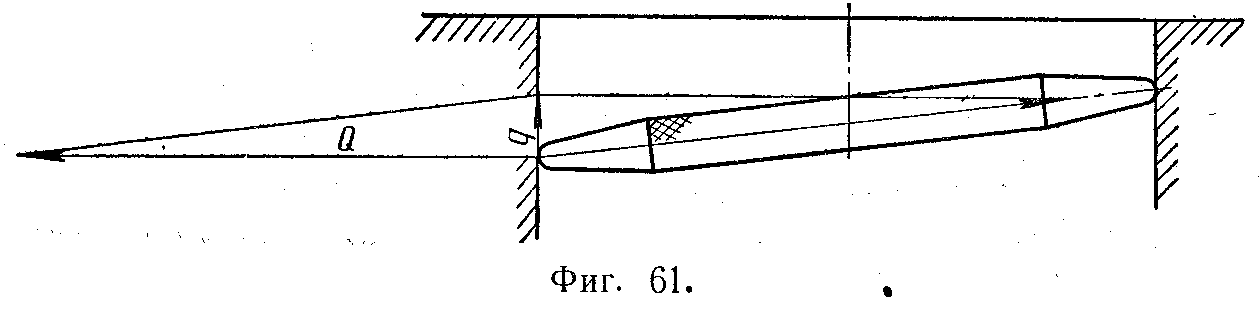
Вследствие этого между поверхностью изделия и точкой инструмента возникает значительное трение, которое приводит к повышенному износу штихмаса. Поэтому целесообразно применение регулируемых конструкций, допускающих быстрое восстановление размера при износе.
Известен ряд конструкций регулируемых штихмасов. Пример одной из них приведен на фиг. 62. При измерении контакт с образующей отверстия детали происходит с одной стороны по сферическому концу штихмаса 1, с другой — по сферическому концу регулируемого измерительного винта 2.
Измерительный винт установлен на резьбе в корпусе 3, точно регулируется на требуемый размер ПР или НЕ и жестко закрепляется с двух сторон коническими контргайками 4. Такая конструкция крепления при ее простоте отличается большой надежностью и удобством.
После регулирования контргайки закрывают крышками 5.
Расположение полей и величины допусков калибров для гладких цилиндрических отверстий определяются государственными стандартами и исчерпывающе освещены в литературе [2].
Особым, часто встречающимся на производстве, случаем проверки внутренних цилиндрических поверхностей является контроль всевозможных проточек и расточек в отверстиях, размеры которых проверяют различными калибрами специальных конструкций.
Проверку размеров проточек, имеющих допуски по 4-му классу и точнее, производят специальными раздвижными калибрами с обычной предельной пластиной (фиг. 63). Калибр вставляют в отверстие так, чтобы обе его ножки 1 и 2 соприкасались с противоположными образующими проверяемой выточки, и затем между плоскостями этих ножек вводят предельную пластину 3 проходной, а затем непроходной стороной. Пружина 4 служит для надежного устранения зазоров между стенками проточки и ножками калибра.
Измерение размеров проточек, имеющих допуски по 4-му классу и грубее, можно производить при помощи калибра» с предельной ступенькой (фиг. 64). Калибр имеет две губки — подвижную / и неподвижную 2. Под влиянием пружины 3 эти губки стремятся разойтись в разные стороны. Расход губок ограничивается штифтом 4. При измерении губки вводят в проверяемую проточку так, чтобы они своими концами касались ее образующей. Величину расхода губок определяют при этом по ступенчатому штифту 5. Ступеньки этого штифта прошлифованы с таким расчетом, чтобы верхняя плоскость штифта Б при максимальном размере диаметра проточки совпадала с плоскостью А подвижной губки, при меньшем же диаметре с плоскостью подвижной губки должна совпадать нижняя ступень В штифта.
Если проверяемое отверстие имеет относительно большой диаметр (более 100 мм), то применяют шаблон с предельной ступенькой несколько измененной конструкции (фиг. 65) — без ручки.
Для проверки размеров проточек, имеющих малые допуски (до 3-го класса точности), иногда применяют более сложный калибр с тремя шариками и предельной пробкой (фиг. 66). Калибр состоит из обоймы-трубки /, в которой свободно установлены три шарика 2. Калибр вставляют в проверяемую проточку и затем размер между шариками проверяют пробкой 3, последовательно ее проходной и непроходной сторонами. Проходная сторона при правильном размере диаметра должна проходить между шариками, а непроходная — задерживаться.
Размеры пробок DПРи DНЕ подсчитывают как разность между размерами Dнаиб и Dнаим проверяемой проточки и удвоенным диаметром шарика d, т. е.:
 ; (6)
; (6)
 ; (7)
; (7)
В тех случаях, когда проточка расположена глубоко в отверстии, применение измерительных инструментов описанных конструкций неудобно. В этих случаях следует пользоваться специальным нутромером с рисками (фиг. 67).
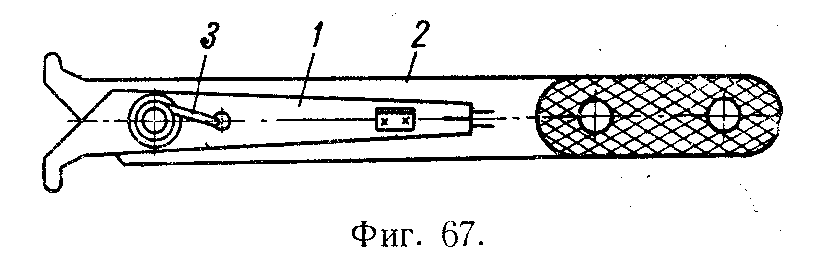
В результате большого отношения плеч измерительной планки 1 отклонения размера диаметра проточки увеличиваются и легко определяются по рискам, нанесенным на корпусе нутромера 2. При правильном размере проверяемого диаметра риска на планке должна находиться между рисками корпуса. Надежный контакт ножек нутромера со стенками отверстия обеспечивается пружиной 3.
Дата добавления: 2020-02-05; просмотров: 2028;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
