Изготовление балок в серийном производстве
Увеличение объема выпуска однотипной продукции делает экономически целесообразным применение более дорогого специализированного оборудования, обеспечивающего высокую механизацию работ и значительное повышение производительности труда. В крупносерийном производстве получили развитие две технологические схемы.
Первая предполагает выполнение всех или большинства операций в одном агрегате. Достоинством такой схемы является совмещение выполнения операций во времени. Недостатком является сложность конструктивного исполнения, сравнительно узкая специализация станка и, как правило, неполный охват всего технологического процесса.
Вторая схема предполагает расчленение технологического процесса на операции и выполнение каждой операции на отдельных специализированных станках, связанных между собой транспортирующими устройствами. Достоинством такой схемы является возможность комплексной механизации и автоматизации всего технологического процесса, включая заготовительные операции, а недостатком – сравнительно большая производственная площадь.
Примером реализации первой технологической схемы является установка типа СТС-2М для сварки тавровых балок, получившая широкое распространение в судостроении (рис. 3..5). С помощью крана или вручную в установку закладывают заготовки стенки и полки. Их взаимная ориентация осуществляется системой роликов 1, 2. Устранение зазора между полкой и стенкой и привод продольного перемещения балки производится с помощью роликов 3, 4. Концы балки поддерживаются регулируемыми опорами 5, которые перемещаются вдоль сварочной установки вместе с балкой. Высота поддерживающих роликов (на стойках 5) в процессе сварки автоматически корректируется так, чтобы не препятствовать ролику 3 плотно прижимать стенку к полке, и вместе с тем обеспечивать горизонтальное расположение полки в месте сварки. Благодаря возможности корректировать высоту стоек 5 установка позволяет сваривать криволинейные балки. Сварка поясных швов осуществляется двумя автоматами одновременно с двух сторон. Существующие установки, позволяют сваривать балки длиной не менее 1,5 м, имеющие высоту стенки не более 811 мм и радиус кривизны не менее 2,5 м. Сварка длинных, криволинейных тавров затруднена. Станок оставляет несваренную концевую часть шва на длине около 200 мм, обычно её заваривают вручную.
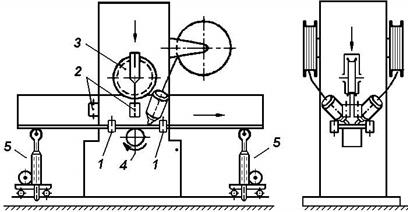
Рис. 3..5. Станок-автомат для сварки тавровых балок.
При втором пропуске через установку можно приваривать второй пояс для образования двутавровых балок.
В качестве примера практической реализации второй технологической схемы рассмотрим схему поточной линии завода им.Бабушкина (рис. 3.6).
Со склада металла листы стенки подаются мостовым краном на рольганг 1. В случае если стенка двутавра составляется из двух листов, то на рольганге 1 производится обрезка торцов кислородной резкой полуавтоматом и автоматическая сварка стыка стенки на флюсомагнитной подушке. Сваренные листы рычажным кантователем 2 кантуются на рольганг 3, где стык стенки проваривается с противоположной стороны. После правки в листоправильных вальцах 4 лист стенки с помощью магнитных манипуляторов 6, рольганга 5 и специальных направляющих тележек, проходит дисковые и кромко-крошительные ножницы 7, обеспечивающие проектный размер высоты стенки, подвергается очистке кромок под сварку и подается в питатель 11.
Для полок используются полосы универсальной стали продольные кромки которых обработке не подвергаются. Листы, имеющие длину, равную длине свариваемой балки, мостовым краном укладываются на рольганг 8, затем подаются в листоправильныю машину 9 для правки плоскости и саблевидности. На рольганге 10 листы подвергаются зачистке средней части полки под сварку и мостовым электромагнитным краном переносятся в питатель 11. В питателе полки двутавра устанавливаются вертикально и вместе с горизонтально расположенной стенкой подаются на специальный сборочный стан 12.
Все операции в этом стане механизированы. Особенностью его является возможность сборки двутавров с предварительным натяжением стенки для предотвращения её коробления от сварки. Пояса двутавра со стенкой соединяются непрерывными сборочными швами малого размера. Это позволяет осуществлять сборку с увеличенными зазорами, без опасения появления прожогов и способствует удержанию стенки в растянутом состоянии в большей
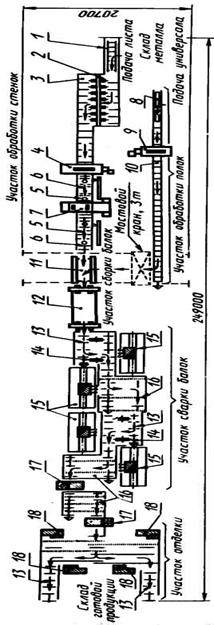
степени, чем при использовании прихваток. Два сборочных ниточных шва у обоих поясов накладываются одновременно в положении «в угол» четырьмя однодуговыми автоматами при скорости сварки до 144 м/ч.
Из сборочного стана собранный двутавр поступает на рольганг 13 где производится отбивка шлака и приварка выводных планок в виде тавриков. Затем электромагнитным кантователем 14 балка кантуется на 1800 и поступает на участок сварки поясных швов. Сварка поясных швов выполняется последовательно на четырех рабочих местах 15. Передвижение балки с одного рабочего места на другое полностью механизировано с помощью продольных и подъемных поперечных рольгангов и кантователей. Перед сваркой на каждом рабочем месте двутавровая балка устанавливается в положение «в лодочку» и сваривается трехдуговым автоматом под флюсом со скоростью 90¸120м/ч. Основные швы по своим размерам значительно превосходят сборочные швы, и поэтому последние полностью перевариваются. Процессы зажигания дуг, заварки кратера и отключения дуг автоматизированы, и это позволяет обходиться выводными планками длиной всего 150¸200 мм. Сваренная балка подается на подъемные рольганги проходит две последовательно расположенные машины, где грибовидность полок исправляется по схеме, показанной на рис.5.7. Затем на скоростных торцефрезерных станках обрабатываются торцы, и балка поступает на склад готовой продукции.
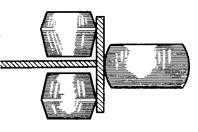
Рис. 3.7. Правка грибовидности.
Поточная линия завода им. Бабушкина представляет интерес во-первых, как пример комплексной механизации всего процесса производства крупного сварного изделия, а во-вторых, оригинальным конструктивным решением оснастки сборочного и сварочного участков. Поэтому целесообразно познакомиться с работой этих участков более подробно. Проделаем это на примере проектирования сборочной и сварочной оснастки такой поточной линии.
Дата добавления: 2016-06-18; просмотров: 3213;
Поиск по сайту
Узнать еще
- А. Модели экономического прогноза на базе производственных функций.
- Амортизация основных производственных фондов
- Анализ интенсивности и эффективности использования основных производственных фондов
- Анализ использования производственной мощности предприятия
- Анализ организации воспроизводственного инвестиционного процесса на предприятиях
- Анализ производственного травматизма и профзаболеваний
- Анализ производственной деятельности
- Анализ производственных опасностей для конкретной профессии.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
