Изготовление ручки для напильника на токарном станке
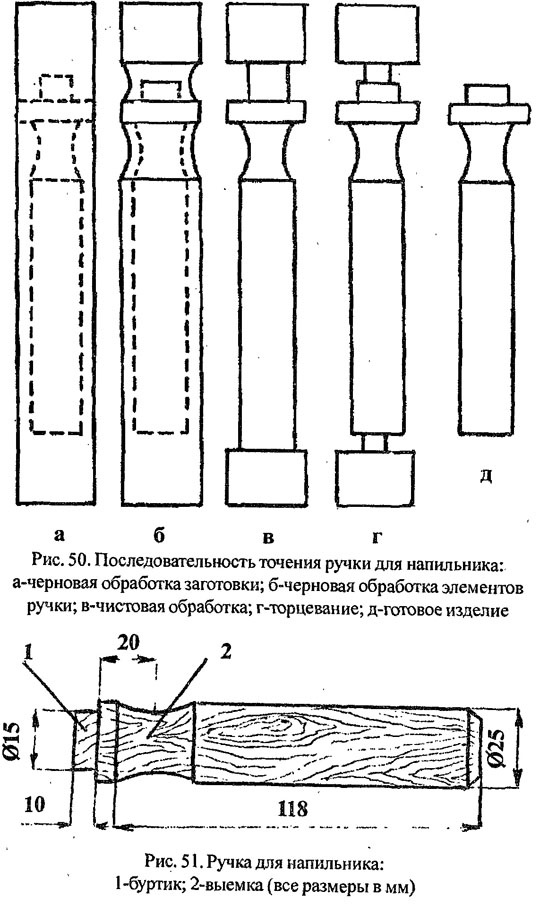
На рис. 50 показан технологический процесс изготовления ручки для напильника или стамески. Как обычно, работу начинают с чертежа, где проставляют основные размеры ( рис. 51). Элементами ручки являются буртик и выемка. Буртик необходим для насаживания на него отрезка металлической трубы, которая предохранит ручку от растрескивания в процессе насадки ее на напильник. Выемка позволяет удобно удерживать инструмент при работе.
Следующий этап - это выбор материала. В нашем случае лучшим материалом будет ясень или клен. Заготовка должна быть цилиндрической формы (можно предварительно обстрогать ножом или топором), без сучков и трещин. Размеры заготовки должны быть больше размеров изделия на 20 - 30 %. Кроме того, необходимо предусмотреть припуск по длине не менее 80 мм со стороны патрона и не менее 50 мм с обратной стороны. Далее заготовку крепят в центрах.
Для установки детали в трезубец помечают карандашом центр ее торцевой поверхности, затем устанавливают центральное острие насадки в намеченный центр и легким ударом молотка по насадке намечают точки вхождения трезубца в заготовку. Делают пропил по диаметру заготовки через эти три точки глубиной 3-4 мм или с помощью дрели углубляют места для клыков и центра трезубца.
Торцеврй центр противоположной стороны заготовки накер-нивают. После этого заготовку закрепляют в центрах и устанавливают подручник с зазором 3-4 мм между ним и наиболее выступающей ее частью. При этом верхняя его плоскость должна быть выше оси вращения детали на 2 - 3 мм. Еще раз проверяем надежность крепления болванки и подручника, и только после этого делаем пробный пуск станка. Формирование профиля ручки начинают с черновой обработки полукруглой стамеской.
Обточив всю заготовку по длине до необходимого размера окружности с припуском в 3 - 4 мм, приступают к разметке и точению элементов изделия - буртика и выемки. Профиль буртика лучше всего точить полукруглой радиусной стамеской. Точение выполняют плавно, проверяя глубину выемки шаблоном.
После черновой обработки переходят к чистовой при помощи плоской стамески. Получив в результате чистового точения нужные размеры и необходимую чистоту поверхности после шлифования мелкозернистой наждачной шкуркой, деталь обрезают по длине. Срез зашлифовывают.
Дата добавления: 2016-06-18; просмотров: 5190;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- III. Порошки для стирки и мытья
- III. ТИТАН – МАТЕРИАЛ ДЛЯ СОВРЕМЕННОЙ СТОМАТОЛОГИИ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
