Изготовление балясины из дерева на токарном станке
Для любителей проявить свое мастерство можно порекомендовать методы изготовления точеных балясин в домашних условиях. Фантазия в конструировании точеных балясин неограниченна. Эта работа требует наличия оборудования, предназначенного для токарной обработки. Это может быть токарный станок или специальная приставка к универсальному деревообрабатывающему станку, предназначенная для выполнения токарных работ. В некоторых домашних мастерских для выполнения токарных работ пользуются приставкой к электродрели (рис. 53).
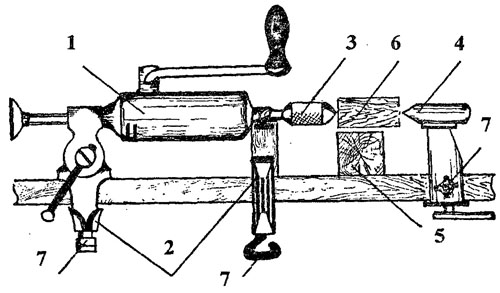
Рис. 53. Использование дрели для токарных работ:
1 -дрель; 2-крепление корпуса дрели к доске-основе; 3-патрон дрели; 4-задняя бабка; 5-брусок-подручник: 6-деревянная заготовка; 7-зажимы
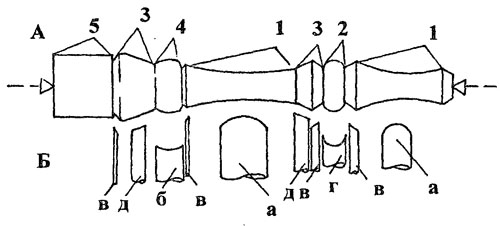
Рис. 54. Зависимость резцов-стамесок от особенности формы балясины: A-составляющие элементы балясины: 1-свод; 2-шарик; 3-конус; 4-сфера; 5-прямоугольный элемент; Б-необходимый инструмент: а-рейер; б-мейсель; в-штихель; г-фасонная стамеска для выпуклых поверхностей; д-резец-косяк
Для балясин можно использовать как лиственные, так и хвойные породы древесины. Заготовки для балясин должны быть с припуском на обработку поверхности режущим инструментом, на обрезку балясины по длине и на зажим ее в токарном приспособлении. Методом точения можно обрабатывать древесину с различной степенью влажности. Но сильно влажная древесина при обработке дает ворсистую поверхность, а пересушенная - очень хрупкая. Оптимальным вариантом считается, что древесина для изготовления балясин должна иметь процентное содержание влаги такое же, как и древесина, применяемая для изготовления лестничного марша. В противном случае шиповые соединения будут рассыхаться и разрушаться.
Обрабатываемые балясины могут иметь самую различную конфигурацию в зависимости от задействуемых резцов (рис. 54). Но все приемы точения сводятся к методике изготовления таких поверхностей: шара, конуса, цилиндра и кольца. Сочетая приемы изготовления этих фигур, можно получить любую поверхность. При этом можно добиться получения не только простых, но и сложных профилированных поверхностей.
Обычно заготовки для будущих балясин имеют в сечении форму квадрата. Для закрепления такой заготовки, в центрах необходимо правильно определить ее осевую линию (т.е. точку на торце заготовки, которая исключит биение заготовки при вращении). С этой целью на торцевую поверхность заготовки с обеих сторон наносят диагональные линии, пересечение которых и укажет центральную точку. В этом месте делается углубление с помощью керна (рис. 55).
Предварительная грубая обработка заготовки балясины производится при помощи рейера. Его резец желобчатой формы имеет возможность снимать толстую стружку (рис. 56). Производится эта операция следующим образом: подручник устанавливается в 3 мм от заготовки, его край должен быть на одном уровне с осевой линией детали, длина подручника должна соответствовать длине заготовки. Лезвие стамески кладут на подручник примерно в 50 мм от конца заготовки. Рукоятка должна быть под некоторым углом к детали, а вогнутая поверхность стамески повернута в сторону другого конца детали. Рукоятку инструмента плавно поднимают пока его режущая часть не коснется заготовки; после этого перемещают стамеску вдоль
подручника, поворачивая лезвие так, чтобы его контакт с древесиной был максимальным.
Зачастую форма балясин предполагает наличие участков, которые не должны подвергаться токарной обработке. Эти участки, по замыслу, должны иметь квадратную, шестигранную и т. д. форму (рис. 57).
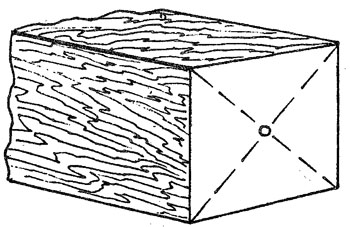
Рис. 55. Определение осевой линии заготовки
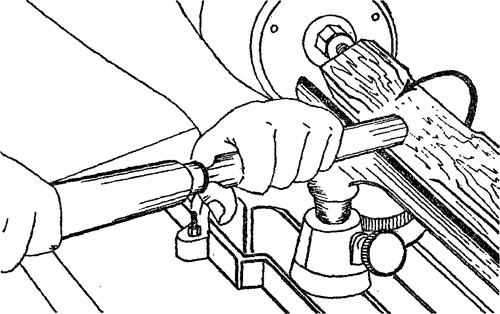
Рис. 56. Предварительная грубая обработка заготовки при помощи рейера
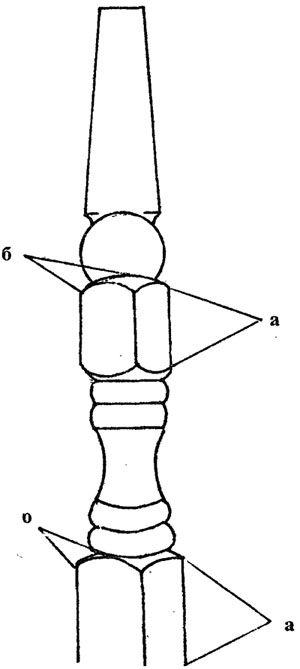
Рис. 57. Балясина с участками, которые в процессе изготовления не подвергаются токарной обработке, а лишь оформляются закруглением «плеч»: а-участки, имеющие четырехгранную форму; б-закругленные «плечи»
В этом случае, обязательным условием будет наличие разметки, а еще лучше шаблона, т.к. он позволяет оперативно контролировать соблюдение всех заданных параметров на каждой операции. Основой для изготовления шаблона послужит чертеж балясины, с которого снимаются необходимые отметки (рис. 58). На заготовку, находящуюся в зафиксированном положении на станке, наносятся риски (карандашом), по которым и определяются границы каждого профиля для конкретных резцов. После этого можно начинать вырезать изделие. Обычно все начинается с вырезания контрольных канавок.
Для этой операции задействуется стамеска со скошенным краем (рис. 59). Подручник устанавливается на расстоянии не более б мм от поверхности заготовки. Стамеска со скошенным краем кладется на подручник.
Острие должно быть снизу, а ручка несколько наклонена. Острие стамески вводят в древесину вдоль начерченной линии. Поворачивают стамеску, придавая канавке V-образную форму шириной примерно 12 мм. Такую же канавку вырезают вдоль другой линии.
В местах, где в соответствии с шаблоном прямоугольные участки балясины переходят в сферические, необходима такая операция, как закругление «плеч». Это придает таким участкам завершенность форм. Для такой операции стамеска устанавливается на линии канавки острием вверх (рис. 60).
Режущая кромка должна быть почти горизонтальна, а острие стамески не должно касаться дерева. Стамеску перемещают вперед таким же движением, как при вырезании шаровидной формы. Поднимают ручку стамески, одновременно вращая ее. Для вырезания края V-образной канавки так продолжают и далее, пока не закруглят все плечо.
После этого снова приложите шаблон к заготовке. Стружка от предыдущей операции может сделать некоторые линии разметки нечеткими, а то и вовсе невидимыми (рис. 61). Вообще в процессе работы необходимо время от времени останавливать станок и, прикладывая шаблон, определять, где необходима
дополнительная обработка, а где резцом прикасаться вообще опасно, т.к. дальнейшая обработка допустима только с применением наждачной бумаги. Лист бумаги при этом должен быть сложен в несколько раз и иметь ширину рабочей поверхности не более 5 см (рис. 62). На завершающем этапе изготовления балясины опытные мастера оставляют допуск в пределах 1 мм и доводят точность наждачной бумагой. Завершающий замер шаблоном производится при вращающемся изделии ( на малых оборотах ) для выявления малейших признаков «биения» (рис. 63).
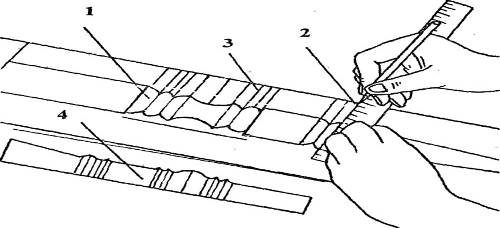
Рис. 58. Подготовка разметки и изготовление шаблона с чертежа: 1 -чертеж балясины; 2-снятие отметок; 3-заготовка для шаблона; 4-готовый шаблон
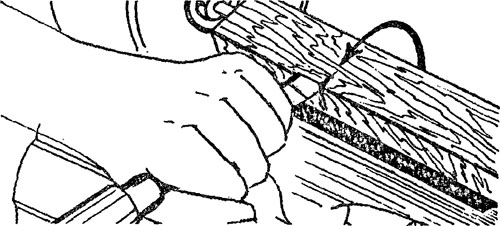
Рис. 59. Вырезание канавки стамеской со скошенным краем
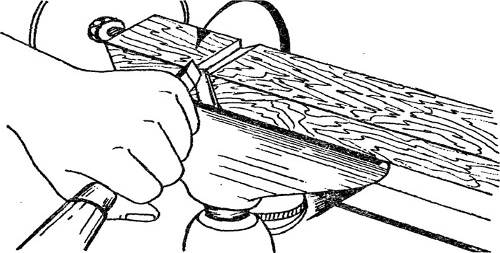
Рис. 60. Закругление «плеч» заготовки
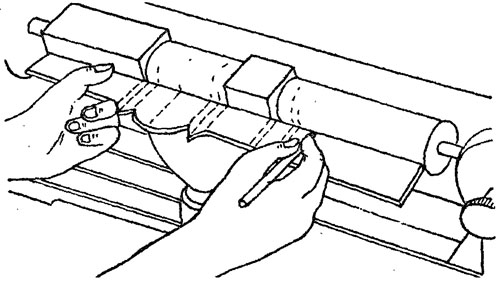
Рис. 61. Проверка разметочных линий шаблоном в процессе обработки заготовки
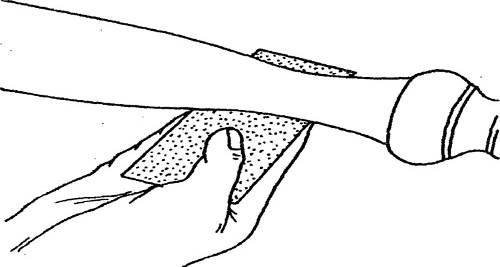
Рис.62. Доводка поверхности участка балясины с помощью наждачной бумаги
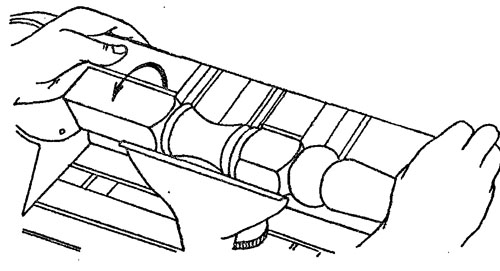
Рис. 63. Завершающий замер шаблоном вращающегося изделия
Дата добавления: 2016-06-18; просмотров: 4393;
Поиск по сайту
Узнать еще
- II. Окрашивание дерева
- IX. Предохранение дерева от загнивания
- Алгоритм Краскала построения минимального остовного дерева
- Алгоритмы обхода дерева
- Анализ свойств сети Петри выполняется на основе ее дерева достижимости
- Влияние погрешности установки и базирования заготовки на станке или в приспособлении
- Возможности реакции дерева на повреждения
- Диаграммы дерева узлов и FEO

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
