Точение полостей в древесине на токарном станке
Изделия, которые имеют внутренние пустоты, выполняют лобовым точением при закреплении детали в патроне на передней бабке станка (рис. 48).
Обработку полой детали начинают с вытачивания внутренней, а затем внешней ее поверхностей.
Выточку и расточку отверстий и полых форм производят крючками й фасонными стамесками, которые имеют размеры и форму, соответствующую профилю изделия (рис. 49). В зависимости от размера проектируемых изделий определяют и способ крепления заготовки.
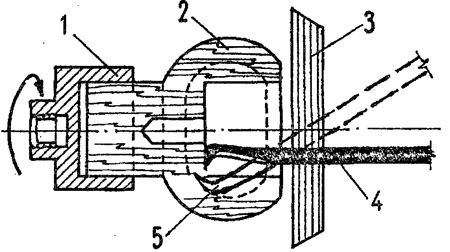
Рис. 48. Применение фасонных крючков для выбирания внутренней полости
1 -зажимной патрон; 2-обрабатываемая деталь; 3-подручник;
4-крючок с прямым углом в головке; 5-крючок с заоваленной рабочей частью
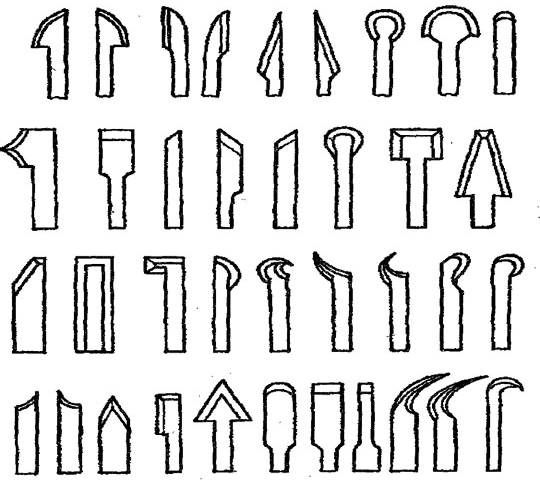
Рис. 49. Фасонные резцы, применяемые при выточке и расточке отверстий и полых форм
При вытачивании внутренних полостей в крупных деталях диаметром более 110 мм заготовку устанавливают в кулачковом патроне, если необходимо выполнить внутреннюю выточку в изделии меньшего диаметра, применяют чашечный патрон. При этом следует учитывать, что от надежности крепления заготовки зависит не только качество изготовленной детали, но в значительной степени и безопасность работы. Поэтому надежно закрепленной считается заготовка, если ее конец будет вставлен в гнездо патрона на глубину не менее 1/5 длины изделия и будет плотно прилегать к его внутренним стенкам.
Для этого конец заготовки, вставляемый в чашечный патрон, протачивают по внутреннему размеру патрона. Затем заготовку забивают в патрон и вместе с ним навинчивают на шпиндель передней бабки станка.
При выемке полости следует помнить, что длина внутренней поверхности обрабатываемой детали не может быть большой, так как по мере удаления места точения от патрона увеличивается рычаг силы, который может сорвать заготовку с патрона. Кроме того, возникает биение свободного конца заготовки в момент ее обработки, вызванное недостаточной твердостью древесины. Если есть необходимость в длинном полом изделии, его целесообразно изготовить из нескольких коротких частей, а затем их склеить.
Кроме того, следует помнить, что точение полых поверхностей с торца- наиболее сложный способ обработки древесины на токарном станке. Помимо определенных навыков мастеру необходимо также наличие большого количества специального режущего инструмента.
Обработку полых объемов начинают с наружной обточки, придавая заготовке грубый контур изделия. После подрезают ее свободный торец плоской стамеской и устанавливают подручник параллельно торцу на расстоянии 2-3 мм.
Перед началом внутренней выточки в заготовке желательно просверлить отверстие на 5 -10 мм меньше глубины выемки. Отверстие сверлят сверлом, установленным в пиноле задней бабки. Затем стамеску укладывают на подручник и начинают
расточку просверленного отверстия. По мере, углубления гнезда его расширяют боковой стороной режущей кромки стамески. При этом ее режущая кромка должна прилегать к стороне, обращенной к токарю: то есть подавать стамеску следует на себя. Локоть правой руки, удерживающий ручку стамески, должен быть вытянутым вперед, за ось вращения шпинделя. В этом положении левая рука плотно прижимает стамеску к подручнику, который установлен перпендикулярно направляющим станины.
Внутренние поверхности сложной формы обрабатывают специальными инструментами - крючками и фасонными стамесками, имеющими профиль четверти круга. Поставив осевую грань такой стамески в центр вращающейся детали и углубив ее, вытачивают внутреннюю полусферу. Если в таком углубленном положении подать стамеску на себя, то в детали получится выемка с плоским дном и сферическим краем. Фасонной стамеской с полукруглым профилем можно проточить канавку во внутренней стенке или по торцу изделия.
Внутренние сферические поверхности можно растачивать по шаблону, который имеет рабочий контур в виде сегмента или полукруга.
Сферу большого диаметра можно расточить, применяя плоскую радиусную стамеску с передвижным упорным хомутиком, снабженным фиксирующим винтом.
Для точения этим способом необходимо изготовить приспособление: подручник с прорезью. Его устанавливают перед торцом детали так, чтобы совместить центр прорези с осью вращения детали.
Затем хомутик стамески вводят в прорезь и, поворачивая ее в горизонтальной плоскости вокруг зафиксированной оси, протачивают внутреннюю полость. По мере выемки материала стамеску подают вперед внутрь детали вместе с подручником. Это приспособление можно использовать и для точения внешнего профиля.
После того, как внутренняя выточка выполнена, приступают к наружной чистовой обточке и отрезают изделие.
Дата добавления: 2016-06-18; просмотров: 5024;
Поиск по сайту
Узнать еще
- Адгезия полимеров к древесине
- Баротравма уха и придаточных полостей носа
- Влияние погрешности установки и базирования заготовки на станке или в приспособлении
- Изготовление балясины из дерева на токарном станке
- Изготовление декоративной вазы из дерева на токарном станке
- Изготовление кольца из дерева на токарном станке
- Изготовление ручки для напильника на токарном станке
- на вертикально-сверлильном станке

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
