Линейная усадка некоторых сплавов
| Сплавы | Категория отливки | Усадка, % |
| Чугуны: | ||
| серые | Мелкие | 1,0..1,25 |
| Средние | 0,75...1,0 | |
| Крупные | 0,5...0,75 | |
| модифицированные | ||
| и легированные | — | 1,0..1,25 |
| высоколегированные | — | 1,25...1,75 |
| высокопрочные | — | 0,5...1,25 |
| ковкие белые Стали углеродистые | Мелкие | 0,5...2,0 1,5...2,0 1,8...2,2 |
| Средние | 1,6...2,1 | |
| Крупные | 1,4...1,8 | |
| Бронзы: | ||
| оловянные безоловянные и латуни | — Мелкие | 1,0...1,2 1,4...1,6 |
| Средние | 1,0...1,4 | |
| Крупные | 0,8... 1,2 | |
| алюминиевые | — | 1,2...1,8 |
| Алюминиевые и магниевые | ||
| сплавы | Мелкие | 0,8... 1,2 |
| Средние | 0,5...1,0 | |
| Крупные | 0,3...0,8 |
Примечание. Большие значения усадки относятся к простым отливкам со свободной усадкой, а меньшие — к сложным отливкам с затрудненной усадкой.
формы; lот, V oт— линейный размер и объем отливки при температуре 20 °С.
Линейная и объемная усадки связаны соотношением
εоб ≈ Зεлин (5.4)
На усадку (табл. 5.6) влияют химический состав сплава, температура его заливки, скорость охлаждения сплава в форме, конструкция отливки и литейной формы. Так, усадка серого чугуна уменьшается с увеличением содержания углерода и кремния, алюминиевых сплавов — с повышением содержания кремния. Увеличение температуры заливки и скорости отвода теплоты от залитого в форму сплава приводит к возрастанию усадки отливки.
При охлаждении отливки происходит механическое и термическое торможение усадки. Механическое торможение возникает вследствие трения между отливкой и формой. Термическое торможение обусловлено различными скоростями охлаждения отдельных частей отливки. Сложные по конфигурации отливки подвергаются совместному воздействию механического и термического торможений.
Помимо искажения линейных размеров усадка в отливках проявляется в виде усадочных раковин, пористости, трещин и короблений. При правильном учете усадочных процессов затвердевание отливки должно идти снизу вверх с образованием концентрированной усадочной раковины (рис. 5.2). В противном случае в теле отливки образуется усадочная пористость.
Ликвация— это неоднородность строения в различных частях отливки. Возможна ликвация по химическому составу (зональная или дендритная), по плотности, неметаллическим включениям и другим факторам.
Зональная ликвация представляет собой химическую и другие неоднородности в объеме всей отливки; дендритная — в пределах одного зерна (дендрита). Склонность к ликвации зависит от химического состава сплава, скорости охлаждения сплава и размеров отливки.
Неоднородность химического состава и структуры по сечению приводит к неоднородности механических свойств отливки. Для уменьшения ликвации увеличивают скорость охлаждения отливки.
Склонность к газопоглощению – это способность литейных сплавов
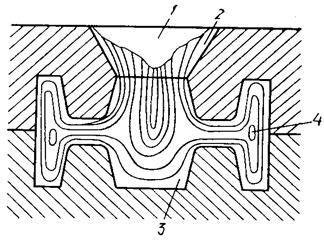
Рис. 5.2. Схема процесса кристаллизации отливки:
1 — усадочная раковина; 2 — прибыль; 3 — отливка; 4 — место сосредоточения
усадочной пористости
в жидком состоянии растворять кислород, азот и водород. Их растворимость растет с перегревом расплава (температуры заливки). Движение металла в форме мелкими струйками или турбулентными потоками также способствует повышению растворимости газов. При охлаждении в литейной форме газонасыщенного расплава растворимость газов понижается и они, выделяясь из металла, могут образовать в отливке газовые раковины.
Дата добавления: 2020-02-05; просмотров: 900;
Поиск по сайту
Узнать еще
- Анализ диаграмм состояния двойных сплавов. Правило фаз. Правило отрезков.
- АППРОКСИМАЦИЯ НЕКОТОРЫХ ТРАНСЦЕНДЕНТНЫХ ФУНКЦИЙ С ПОМОЩЬЮ РЯДОВ
- АРОМАМАССАЖ ПРИ НЕКОТОРЫХ ЗАБОЛЕВАНИЯХ СЕРДЕЧНО-СОСУДИСТОЙ СИСТЕМЫ
- в некоторых видах спорта
- Взаимозаменяемость свечей зажигания отечественного производства и некоторых зарубежных фирм
- Взгляды некоторых ученых на проблему монголо-татарского ига
- Виды двойных сплавов
- Виктимные факторы некоторых видов преступлений

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
