Характеристика отливок по сложности, массе и точности
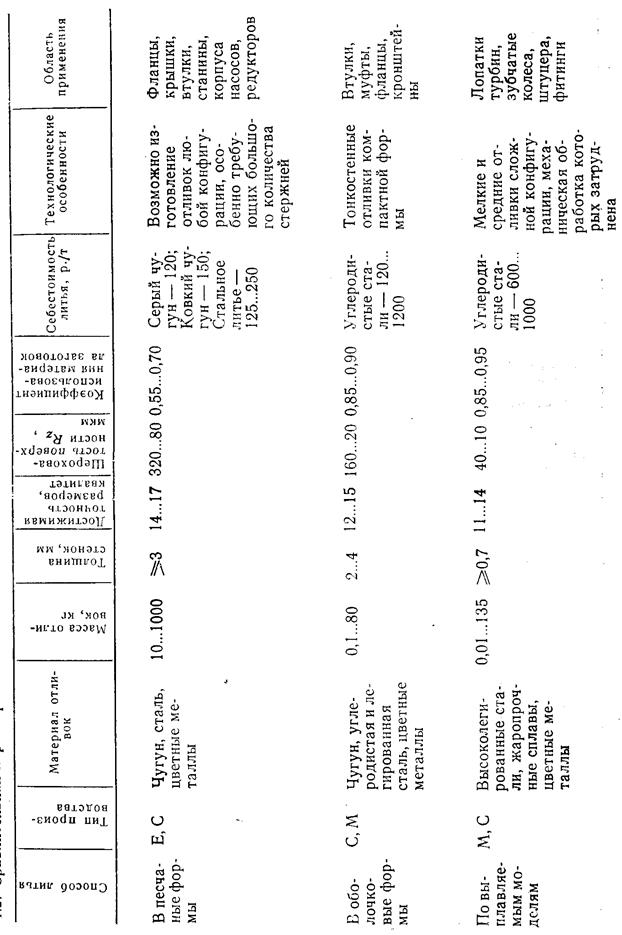
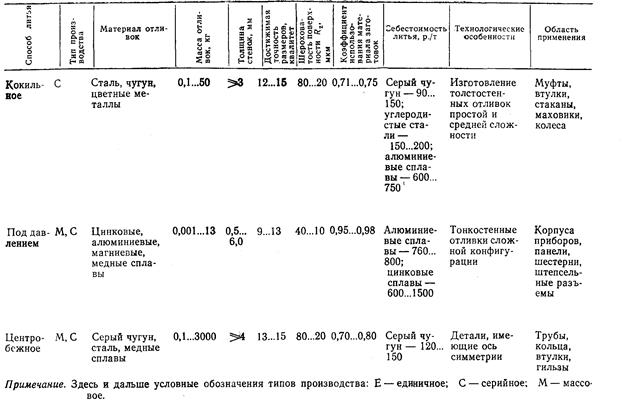
На выбор материала и способа получения отливки существенное влияние оказывает сложность детали и ее масса.
Сложность различают геометрическую и качественную. Под геометрической сложностью понимают конфигурацию отливки, т. е. ее внешние и внутренние очертания. Качественная сложность подразумевает технологическую сложность обеспечения тех или иных качеств и свойств: прочность, плотность, шероховатость и пр. Как по геометрической, так и по качественной сложности все отливки делятся на пять групп, характеристики которых приведены в табл. 5.3. Там же приведены примеры типовых деталей, которые по своей сложности могут быть отнесены к той или иной группе. Классификация чугунных отливок по технологической сложности производится с учетом массы и толщины стенок. Для характеристики сложности чугунных отливок служит коэффициент габаритного объема
Kv = ABB/G0TJ1, (5.1)
где А, Б, В — габаритные размеры отливки, дм; G отл — черновая масса отливки, кг.
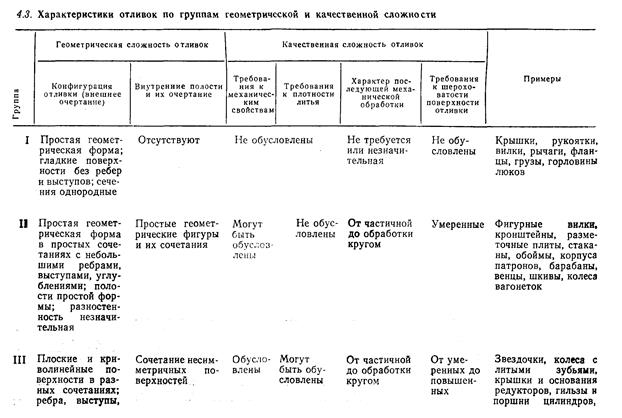
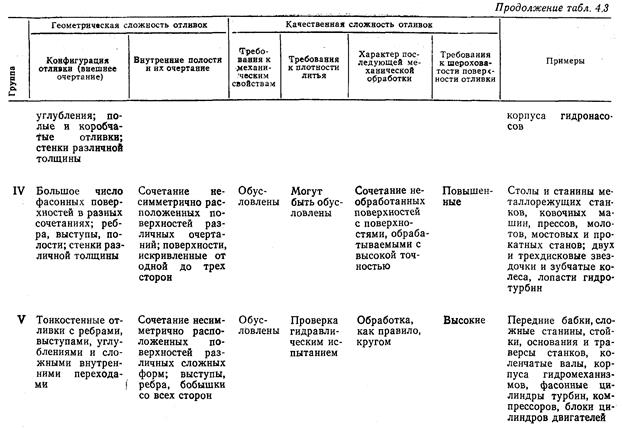
Группа технологической сложности в этом случае может быть определена по табл. 5.4.
ГОСТ 26645—85 устанавливает 22 класса точности размеров и масс (1, 2, Зт, 3, ..., 16) отливок из металлов и сплавов. Класс точности устанавливается конструктором в зависимости от назначения детали, типа металла (сплава), способа литья, типа производства и других условий (табл. 5.5). При этом меньшие значения классов точности назначают на простые отливки в условиях массового автоматизированного производства; большие — на сложные, мелкосерийно и единично изготовляемые отливки. На одну отливку рекомендуется устанавливать одинаковые классы точности размеров и масс.
ЛИТЕЙНЫЕ СПЛАВЫ
Дата добавления: 2020-02-05; просмотров: 1046;
Поиск по сайту
Узнать еще
- I. Общая характеристика категории состояния как часть речи
- II. Лексико-грамматические разряды имен числительных. Их характеристика.
- II. Лексико-грамматические разряды местоимений. Их общая характеристика
- IV. ОБЩАЯ ХАРАКТЕРИСТИКА ВИРУСОВ
- U - образная характеристика
- XXIII. ОБЩАЯ ХАРАКТЕРИСТИКА
- А. Общая характеристика
- Абсолютные показатели экономичности и энергетическая характеристика оборудования

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
