СТАНКИ И МЕХАНИЗМЫ ДЛЯ ИЗГОТОВЛЕНИЯ ФАЛЬЦЕВ
Наиболее распространенным методом соединения стальных листов при изготовлении воздуховодов является фальцевый шов. Существуют различные виды фальцев, предназначенных для плоского и углового соединения листов - простой лежачий, лежачий с двойной отсечкой, угловой, реечный (рис. 27, 28).
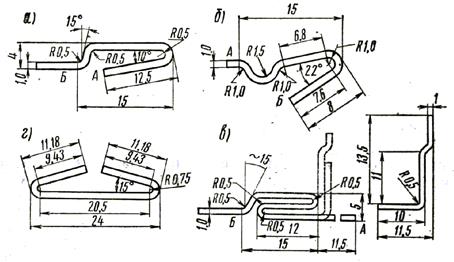
Рис. 27. Виды фальцев
а) – простой лежачий; б) – лежачий фальц с двойной отсечкой, в) – короткий и длинный фальцы для углового шва; г) – соединительная рейка
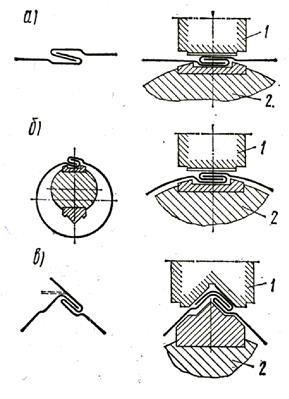
Рис. 28. Процесс закатки лежачего и углового фальцев
а) – на картине; б) – на цилиндрической обечайке; в) – на прямоугольном воздуховоде;
1 – осаживающий ролик; 2 – матрица

Рис. 29. Фальцепрокатный механизм ФПЗ
Изготовление фальцевых швов производится механизированно. Формирование фальца производится путем прокатки металла между рядами фальцепрокатных роликов. Осаживают (догибают) фальц, получая шов, на фальцеосадочном механизме. Достаточно распространен фальцепрокатный механизм ФП-3 (рис.29), предназначенный для одновременной прокатки двух фальцев на заготовленном звене воздуховода.
Прокатка фальца производится последовательной прокаткой звена воздуховода на шести парах сменных фальцепрокатных роликов.
Валы, на которых установлены ролики, имеют принудительное вращение через редуктор от электродвигателя. Валы подпружинены друг относительно друга.
Фальцеосадочные механизмы (например,ФО-1) работают на принципе прокатки собранного и установленного на матрице фальца прокатным роликом. Ролик, продвигаясь вдоль шва, сдавливает или осаживает его.
Дата добавления: 2018-11-26; просмотров: 1568;
Поиск по сайту
Узнать еще
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- I тип реакций. Реакции, характерные для органических кислот.
- I. 5. Тесты для контроля знаний раздела I
- II раздел. Организация работы логопеда в группе для детей с ОНР
- III. Здания для проживания людей
- III. Механизмы, средства и методы психологического воздействия.
- III. Тесты для самоконтроля студентов
- III. ТРЕБОВАНИЯ РКФ ДЛЯ ДОПУСКА СОБАК В ПЛЕМЕННОЕ РАЗВЕДЕНИЕ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
