Приспособления для формования раструбов и гибки.
Раструбы на полиэтиленовых трубах могут быть цилиндрическими для соединения труб между собой склеиванием или свариванием и могут быть с кольцевой канавкой под резиновое уплотнительное кольцо.
Схема приспособления для формования раструбов с образованием кольцевой канавки представлена на рис. 19.
Технологический процесс формования раструбов включает нагрев трубы в горячем глицерине или к контактной электропечи до температуры 135ОС и насаживание на оправку. Нагретая труба совместно с оправкой обжимается двумя полумуфтами, во внутрь оправки подается сжатый воздух, который выдавливает материал трубы в кольцевую канавку, выполненную в полумуфтах. Для уплотнения воздушной полости на оправке установлены резиновые кольца. Сжатый воздух одновременно охлаждает трубу, подготавливая ее к снятию с оправки.
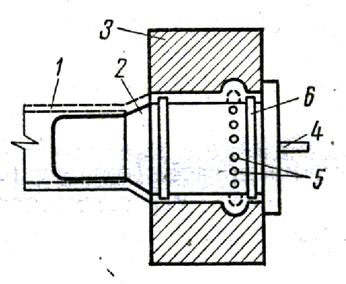
Рис. 19. Оправка для развальцовки полиэтиленовых труб
с желобками под резиновые уплотнительные кольца
1 – труба; 2 – оправка; 3 – полумуфта; 4 – штуцер; 5 – радиальные отверстия;
6 – резиновое кольцо
Гибка полиэтиленовых труб не требует больших энергетических затрат и часто производится на гибочных приспособлениях плунжерного типа ручного действия.
Перед гибкой труба предварительно нагревается в масле или глицерине. Во внутрь трубы вводится жгут или шланг из термостойкой резины. Шланг подключается к магистрали сжатого воздуха и производится гибка на углы, превышающие требуемые на 15-20ОС, поскольку после охлаждения трубы несколько выпрямляются. На рис. 20 изображен механизм ручного действия для гибки отводов из полиэтиленовых труб.
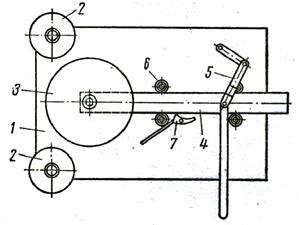
Рис. 20. Механизм для гибки отводов из полиэтиленовых труб
1 – стол; 2 – опорный ролик; 3 – гибочный ролик; 4 – рейка; 5 – рычаг;
6 – направляющий ролик; 7 – храповик
Нагретая труба устанавливается между опорными 2 и гибочным 3 роликами, после чего под воздействием рычага 5 перемещается рейка 4 совместно с гибочным роликом. Удержание рейки в требуемом положении обеспечивается храповиком 7.
Дата добавления: 2018-11-26; просмотров: 1592;
Поиск по сайту
Узнать еще
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- I тип реакций. Реакции, характерные для органических кислот.
- I. 5. Тесты для контроля знаний раздела I
- II раздел. Организация работы логопеда в группе для детей с ОНР
- III. Здания для проживания людей
- III. Тесты для самоконтроля студентов
- III. ТРЕБОВАНИЯ РКФ ДЛЯ ДОПУСКА СОБАК В ПЛЕМЕННОЕ РАЗВЕДЕНИЕ
- IV. Сложнолегированные сплавы для горячего изостатического прессования (ГИП).

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
