ЛИСТОВОЙ И СОРТОВОЙ СТАЛИ
При выполнении вентиляционных работ возникает необходимость резки листовой стали толщиной от 0,5 до 6,0 мм, резки сортового проката различных профилей (полоса, уголок, тавр и т.д.).
Для резки листового материала служат ножницы различных типов, как ручные, так и с механизированным приводом. По схеме резки листового материала ножницы делятся на:
- рычажные;
- вибрационные;
- гильотинные;
- роликовые.
Ручные рычажные ножницы позволяют прямолинейно резать сталь толщиной до 1,5 мм. Режущим инструментом являются два ножа - лезвия, соединенные между собой осью (рис. 21).
Широко распространены гильотинные ножницы, предназначенные для прямолинейных резов. Режущим инструментов являются два горизонтально расположенных ножа, один из которых (нижний) является неподвижным, а другой (верхний) совершает возвратно-поступательные движения в вертикальной плоскости. Рез листа совершается за один рабочий (вниз) ход верхнего ножа, причем длина реза не может превышать длины ножа.
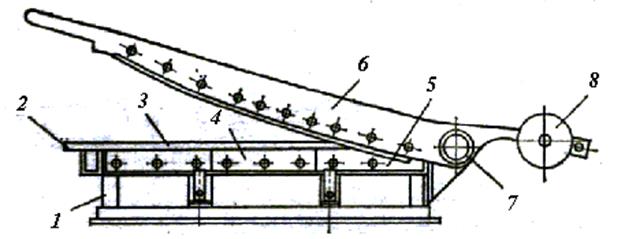
Рис. 21. Ручные рычажные ножницы ВМС-101
! – стол; 2 – плита; 3, 4, 5 - неподвижные ножи; 6 – траверса с подвижными ножами;
7 – ось; 8 – противовес
По роду передачи гильотинные ножницы бывают с механической и гидравлической передачей. Кинематическая схема гильотинных ножниц с механической передачей ВМС-103 представлена на рисунке 22.
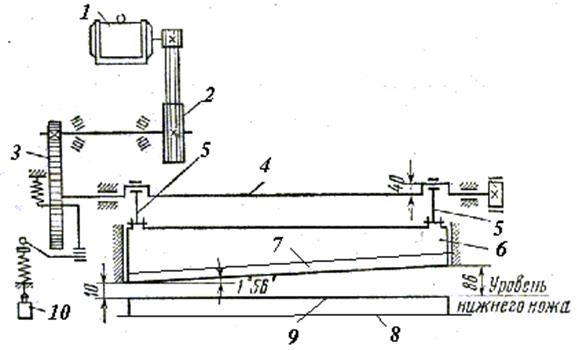
Рис. 22. Кинематическая схема гильотинных ножниц ВМС- 103
1 – электродвигатель; 2 – клиноременная передача; 3 – цилиндрическая передача; 4 – коленчатый вал; 5 – шатун; 6 – траверса; 7 – подвижный, верхний нож; 8 – рама; 9 – неподвижный, нижний нож;
10 – муфта
Вращение от электродвигателя 1 через клиноременную 2 и цилиндрическую зубчатую 3 передачи передается на коленчатый вал 4. Усилие от коленчатого вала через шатуны 5 передается на траверсу 6, на которой закреплен верхний нож 7. На раме 8 закреплен нижний нож 9. Лезвие верхнего ножа наклонено по отношению к лезвию нижнего ножа на 1О 56' для снижения усилий в процессе реза. При включении муфты 10, соединяющей шестерню с коленчатым валом, осуществляется один двойной ход траверсы. Разрезаемый материал: толщина до 6,3 мм, длина до 2м.
Для прямолинейной и криволинейной резки стального листа толщиной от 0,5 до 5 мм предназначены приводные роликовые ножницы ВМС-104 (рис. 23).
Режущим инструментом ножниц являются два вращающихся ролика с острыми режущими кромками. Оси режущих роликов наклонены относительно разрезаемого листа.
Вращение верхнего ролика 4 осуществляется принудительно от электродвигателя 2 через трехступенчатый коническо-цилиндрический редуктор 3. Разрезаемый материал увлекается верхним вращающимся роликом, на котором нанесена накатка (рифления). Нижний ролик 5 вращается под действием сил трения.
Для прямой и фасонной резки, в том числе для вырезки отверстий в листовом материале толщиной до 4 мм, предназначены вибрационные ножницы. Одной из модификаций таких ножниц является высечной механизм ВМС-106 (рис. 24). Режущим инструментом является пара коротких ножей, нижний из которых неподвижен, а верхний совершает возвратно-поступательное движение в вертикальной плоскости с частотой 850 или 1200 двойных ходов в минуту.
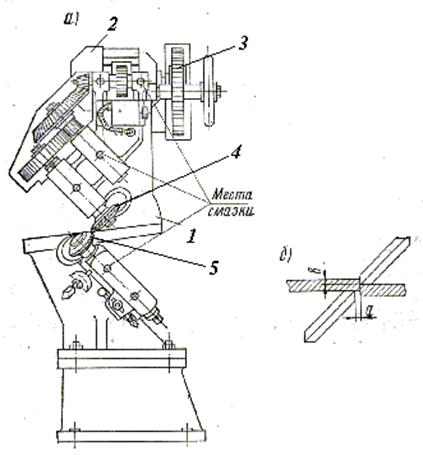
Рис. 23. Роликовые ножницы ВМС-104
1 – станина; 2 – электродвигатель; 3 – редуктор; 4 – верхний ролик; 5 – нижний ролик;
а) – общий вид; б) – схема положения роликовых ножей
На хоботе 1 станка размещены электродвигатель 2 и рабочая головка с кривошипно-шатунным механизмом, выполненным в виде эксцентрикового вала 4 (ход ножа до 8мм.). Механизм снабжен центровочным приспособлением 6, позволяющим вырезать круглые отверстия. Узел регулировки эксцентриситета 9 позволяет регулировать ход верхнего ножа в зависимости от толщины разрезаемого материала.
Особую группу механизмов, предназначенных для резки толстого листового материала и сортового проката различных профилей, а также для выполнения треугольных высечек и пробивания отверстий в угловой, тавровой, полосовой и листовой стали представляют комбинированные пресс – ножницы с характеристиками: толщина перерезаемого листа до 13 мм, перерезаемые профили - круг до 40 мм, квадрат до 32 мм, швеллер N12. Диаметр пробиваемого отверстия при толщине металла до 20 мм составляет 16 мм.
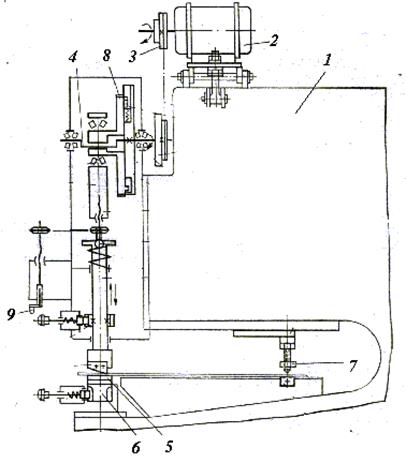
Рис. 24. Кинематическая схема высечного механизма ВМС-106
1 – хобот; 2 - электродвигатель; 3 – клиноременная передача; 4 – эксцентриковый вал, 5 – верхний, подвижный нож; 6 – нижний, неподвижный нож; 7 – центровочное приспособление; 8 – узел регулировки эксцентриситета; 9 – механизм ручного подъема ножа
Дата добавления: 2018-11-26; просмотров: 1510;
Поиск по сайту
Узнать еще
- II. УГЛЕРОДИСТЫЕ ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ
- Ідеальні та реальні кристали.
- Абсорбер с листовой насадкой
- Борьба за власть внутри высшего эшелона политического руководства страны после смерти Сталина. Приход к власти Н.С.Хрущева.
- Борьба за сталинское наследие
- Быстрорежущие стали
- Влияние криогенной обработки на структурные превращения и изменения физико-механических свойств стали
- Влияние легирующих элементов на структуру и свойства стали.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
