Затачивание фрез. Техника и выполнение
Учебный материал темы должен быть изучен в течение двух уроков. В результате изучения данной темы учащиеся должны ознакомиться с типами заточных станков, приемами затачивания на них фрез различных конструкций и проверки качества затачивания соответствующими измерительными инструментами.
Обучать затачиванию фрез можно либо в заточном отделении училища, если оно по своим размерам и оборудованию позволяет это сделать, либо в заточном отделении базового предприятия. Для этого мастеру нужно подготовить фрезы различных видов (цилиндрические, дисковые, фасонные с остроконечным и затылованным зубом, торцовые), на которых учащиеся будут знакомиться с приемами затачивания зубьев.
Мастер должен предварительно ознакомиться с устройством заточных станков различных типов, приемами настройки и работы на этих станках, приемами измерения и проверки геометрии заточенных зубьев, а также подготовить необходимое количество шаблонов, линеек, микрометров и других инструментов и приборов.
Учитывая, что количество заточных станков даже на крупных предприятиях весьма ограничено, необходимо продумать вопрос о порядке изучения темы не всей группой сразу, а отдельными подгруппами (звеньями), чтобы упражнения по затачиванию зубьев различных типов фрез вести поочередно, параллельно с изучением других тем программы.
Во вводном инструктаже по теме мастер выясняет, насколько учащимся знаком материал о затачивании фрез. В ходе беседы можно задать учащимся также вопросы:
- Как различаются фрезы по конструкции, форме зуба, форме задней поверхности, способу закрепления?
- Какие требования предъявляются к затачиванию зубьев фрез?
- На каком оборудовании и каким инструментом выполняется затачивание фрез?
- По какой поверхности затачивают фрезы с остроконечным и затылованным зубом?
- Какими инструментами проверяют правильность затачивания фрез?
- Каковы правила техники безопасности при работе на заточных станках?
Мастер знакомит учащихся с устройством заточных станков различных типов и приемами работы на них, а также с правилами техники безопасности.
Показывая учащимся заточные станки, необходимо пояснить, что затачивание фрез в основном ведется на универсально-заточных станках, на которых затачивают и другие виды инструментов. Кроме того, для этой цели используют и специальные заточные станки, предназначенные для затачивания только одного вида инструмента.
Рассказывая об устройстве универсально-заточного станка ЗА64, мастер обращает внимание учащихся на шлифовальную головку, на концах которой закреплены два шлифовальных круга: чашечный — для заточки торцом плоских граней инструментов и цилиндрический — для шлифования круглых поверхностей.
Колонка, на которой закреплена шлифовальная головка, может поворачиваться на угол ±120° и с помощью червячной и реечной передач перемещаться в вертикальном направлении.
Затачиваемые фрезы устанавливают в центрах передней и задней бабок на столе станка или в патроне на передней бабке. При помощи реечной передачи стол перемещается в продольном направлении: медленно — по средством планетарной передачи и быстро — непосредственно рукояткой. Поперечное перемещение стола осуществляется ходовым винтом с помощью маховика.
Обучение лучше всего начинать с затачивания цилиндрических фрез с прямыми и спиральными остроконечными зубьями. Мастер демонстрирует установку и закрепление фрез на оправке в центрах заточного станка и приемы подвода фрезы к шлифовальному кругу. При этом он напоминает учащимся, что фрезы с остроконечными зубьями затачивают по задней поверхности, и объясняет, какой величины должен получиться угол зуба после заточки.
Демонстрируя приемы установки и затачивания фрезы, мастер показывает, что к шлифовальной бабке заточного станка крепится стойка с упором, которая поддерживает зуб фрезы при затачивании и позволяет поворачивать его по винтовой поверхности. Затачивание ведется чашечным шлифовальным кругом, неработающая часть которого закрыта щитком, обеспечивающим безопасность заточки в случае разрыва круга.
Столу вручную сообщают продольную подачу. После заточки одного зуба (по задней поверхности) мастер отводит стол с фрезой за пределы круга, поворачивает фрезу и подвигает до упора, а затем затачивает следующий зуб (рис. 52).

Рис. 52. Схема затачивания фрез с остроконечными зубьями
Мастер обращает внимание учащихся на то, что шлифовальный круг устанавливают под углом 1—3° к оси фрезы, чтобы он работал одной стороной.
Затем мастер сообщает учащимся о порядке контроля качества заточки зубьев фрез.
При этом он обращает их внимание на следующие элементы, имеющие важное значение для проверки фрез после заточки: геометрические параметры; биение режущих кромок; наличие дефектов, образующихся на поверхности режущей части инструмента при заточке.
Продемонстрировав учащимся фрезы до и после заточки мастер поясняет, что контроль фрез по геометрическим параметрам осуществляется специальными угломерами, биение режущих кромок проверяют индикатором, а контроль дефектов поверхности режущих кромок (трещин, выкрашиваний, прижогов) — осмотром с помощью лупы.
Далее мастер показывает учащимся угломер конструкции инженера М. И. Бабчиницера (рис. 53), и, демонстрируя приемы работы с ним, поясняет, что для измерения заднего угла а (рис. 53, б) угломер накладывают на вершины двух смежных зубьев, сектор 2 поворачивают относительно дуги 1 до совмещения мерительной плоскости пластинки 4 с задней поверхностью зуба фрезы и закрепляют винтом 3. Значение заднего угла а отсчитывается на градусной шкале против риски, соответствующей числу зубьев измеряемой фрезы.

Рис. 53. Угломер конструкции М. И. Бабчиницера для проверки углов заточки фрез: а — переднего угла γ, б — заднего угла α
Для измерения переднего угла (рис. 53, а) мерительная пластинка 4 совмещается с передней поверхностью зуба фрезы.
После этого мастер показывает учащимся угломер конструкции ВНИИ (рис. 54) и разъясняет, что он состоит из корпуса Л к основанию которого привернута линейка 4. На свободно вращающуся ось 2 насажен диск 6 с ответом 3 и стрелкой 8. Шкала 7 угломера закрыта стеклом 9, закрепленным в крышке 5.
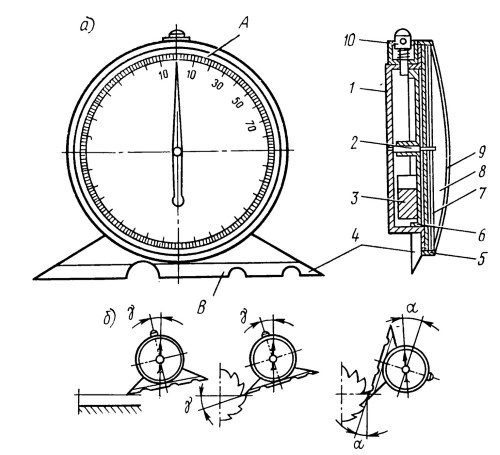
Рис. 54. Угломер конструкции ВНИИ: а — общий вид, б — положение при измерении углов α и γ
Демонстрируя приемы пользования им, он поясняет, что для измерения углов заточки фрезу устанавливают на оправке в центрах, а угломер прикладывают плоскостью В линейки 4 к поверхности измеряемого зуба перпендикулярно режущей кромке и нажимают кнопку фиксатора 10. При этом освобождается стрелка, которая под действием груза устанавливается вертикально.
Отклонение стрелки фиксируют, после чего угломер снимают с измеряемого зуба фрезы и по шкале 1 производят отсчет величины угла. Затем мастер показывает учащимся приемы проверки биения режущих кромок фрезы индикатором и поясняет, что допускаемое радиальное биение относительно отверстия зависит от диаметра и типа фрез.
Далее мастер объясняет приемы установки и затачивания фрез с затылованными зубьями (рис. 55) и обращает внимание учащихся на то, что они затачиваются по передней поверхности. При этом не искажается профиль фрезы и сохраняется постоянным задний угол а.
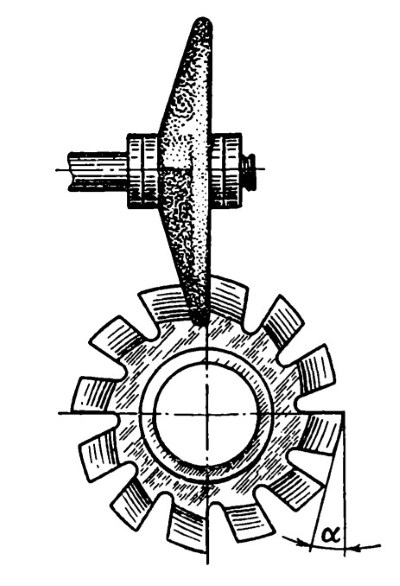
Рис. 55. Заточка фрезы с затылованными зубьями по передней поверхности
Затем мастер поясняет, как затачивать фрезы других конструкций.
После объяснения и показа приемов затачивания фрез мастер предлагает одному из учащихся повторить приемы заточки зубьев цилиндрических фрез с остроконечными зубьями. Убедившись в том, что учащиеся правильно поняли материал, мастер просит их приступить к выполнению упражнений по затачиванию и последующей проверке качества зубьев.
После выполнения упражнений по заточке фрез с остроконечными зубьями учащиеся затачивают фрезы с затылованными зубьями и проверяют их. При этом мастер следит, чтобы учащиеся не допускали биение фрез и перегрева зубьев вследствие большой подачи или засаливания круга.
Перед выполнением каждого упражнения мастер напоминает учащимся о правилах техники безопасности.
Дата добавления: 2023-10-05; просмотров: 1474;
Поиск по сайту
Узнать еще
- Выполнение лузгов, усенков и фасок
- Навешивание правил. Техника вытягивания тяг
- Наладка пил и техника пиления
- Нанесение раствора. Выполнение сграффито выцарапыванием
- Осмотр кровли, на что обращать внимание. Техника безопасности
- Основы резания древесины стругами. Техника строгания
- Сельскохозяйственная техника и сооружения

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
