Устройства для направления инструмента. Кондукторные втулки
Кондукторные втулки используются на сверлильных и расточных станках. На сверлильных станках используются неподвижные кондукторные втулки для направления сверл, зенкеров. На расточных станках- неподвижные и вращающиеся втулки для направления скалок, борштанг.
Втулки бывают:
- постоянные;
- сменные;
- быстросменные;
- специальные.
Постоянные кондукторные втулки. Схема постоянных втулок - рис. 40, а. Постоянные втулки запрессовывают в корпус по посадке Н7/р6. Стандартом предусмотрены втулки без буртика и с буртиком. Постоянные втулки используются при сравнительно небольшой партии деталей, то есть в случае, если их не надо будет заменять новыми.
Расстояние h от торца кондукторной втулки до обрабатываемой поверхности рекомендуется выдерживать в следующих пределах:
 - при сверлении стали, где d- диаметр сверления;
- при сверлении стали, где d- диаметр сверления;
 - при сверлении чугуна, бронзы.
- при сверлении чугуна, бронзы.
Сменные кондукторные втулки (рис. 40, б)
Применяются в приспособлениях крупносерийного и массового производства. Устанавливаются в переходные закаленные втулки по скользящей посадке или с минимальным зазором. Применение их ускоряет и облегчает процесс замены изношенных втулок на новые.
Быстросменные кондукторные втулки (рис. 40, в)
Применяются в серийном производстве, если необходимо обработать одно и то же отверстие последовательно несколькими инструментами. Быстросменную втулку можно заменить другой втулкой не вывинчивая крепежный винт. Для этого достаточно повернуть втулку под винтом на некоторый угол, чтобы против головки винта оказалась сквозная лыска.
Каждая втулка в комплекте делается под определенный инструмент (сверло, зенкер, развертка). Наружный диаметр у всех быстросменных втулок комплекта один и тот же. Инструменты обычно закрепляют в шпинделях револьверной головки с автоматической сменой инструментов.
Постоянные, сменные и быстросменные втулки стандартизованы:
втулки кондукторные постоянные - ГОСТ 18429-73, 18430-73;
втулки кондукторные сменные - ГОСТ 18431-73;
втулки кондукторные быстросменные - ГОСТ 18432-73;
втулки промежуточные - ГОСТ 18433-73, 18434-73.
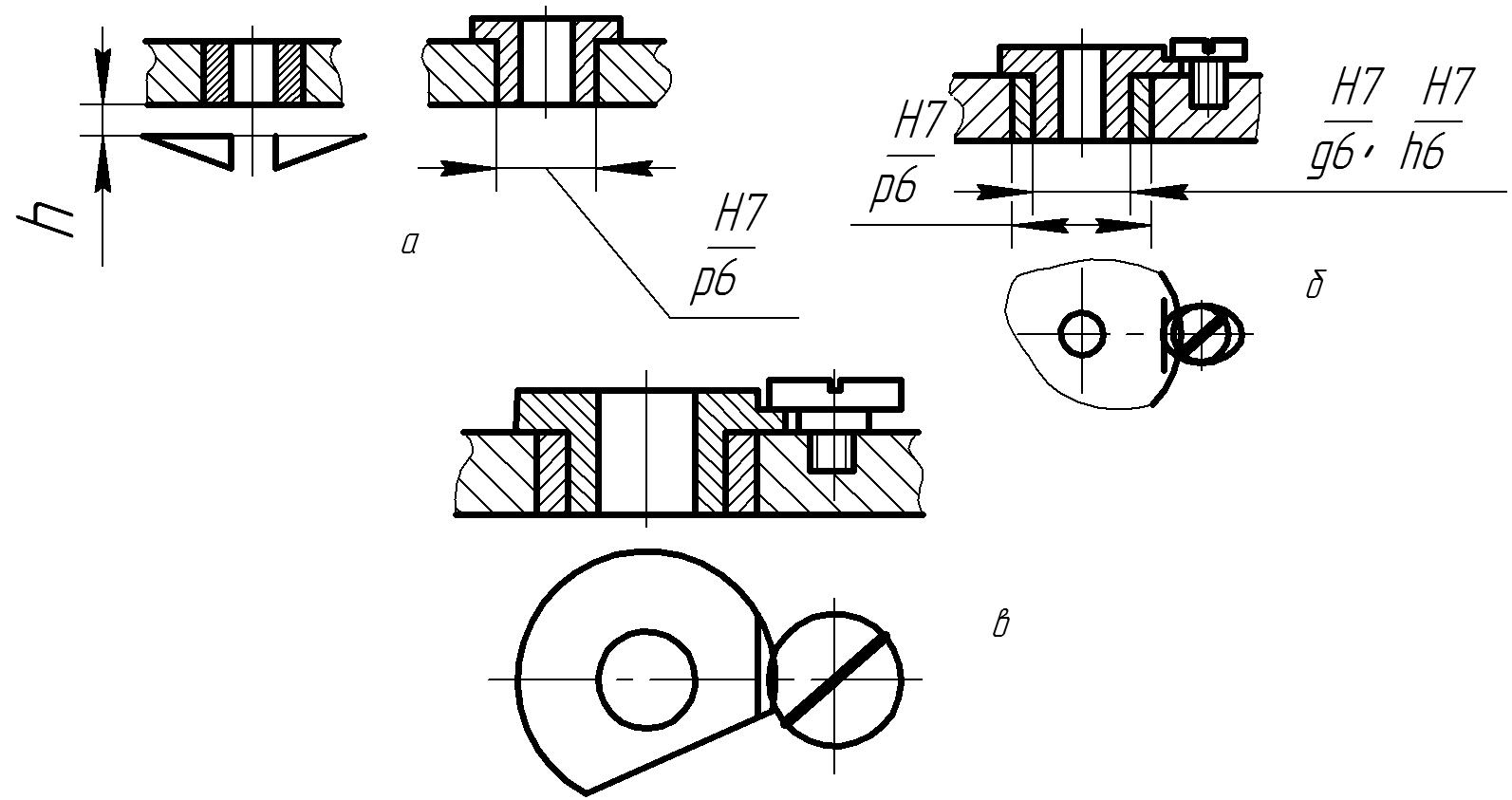
Рисунок 40. Типы стандартных кондукторных втулок: а - постоянные; б - сменные; в – быстросменные
Специальные кондукторные втулки.Примеры применения специальных кондукторных втулок даны на рис. 41.
1. При сверлении отверстия в углублении, чтобы выдержать расстояние h в рекомендуемых пределах (рис. 41, а)
2. При сверлении нетехнологичных отверстий (например, на криволинейной поверхности) (рис. 41, б)
3. При сверлении близко расположенных отверстий (рис. 41, в)
Кондукторные втулки устанавливают в кондукторные плиты. Методы крепления кондукторных плит:
1. Отливаются заодно с корпусом;
2. Привариваются к корпусу;
3. Крепятся к корпусу винтами и фиксируются штифтами;
4. Закрепляются на скалках, вместе с которыми перемещаются (поднимаются и опускаются) относительно корпуса при закреплении и откреплении обрабатываемых деталей (используются в скальчатых кондукторах);
5. Подвешиваются на скалках (используются в сочетании с многошпиндельными головками).
При конструировании кондукторов на чертеже общего вида указываются диаметры отверстий кондукторных втулок, посадки постоянных и сменных втулок, межцентровые расстояния (координирующие размеры). Допуски на межцентровые расстояния кондукторных втулок берутся в 2...3 раза меньше, чем на обрабатываемой детали.

Рисунок 41. Примеры применения специальных кондукторных втулок (1) при сверлении: а - в углублении; б – на наклонной поверхности; в - близко расположенных отверстий
Многошпиндельные и револьверные головки. Применяются для сокращения времени на обработку.
Головки подразделяются:
1. специальные с кривошипно-шатунным и шестеренчатым приводом с неизменным расположением шпинделей.
2. универсальные, в которых можно изменять межцентровые расстояния между шпинделями.
Револьверные головки обычно имеют 5 шпинделей, которые вступают в работу последовательно при обработке одного и того же отверстия несколькими инструментами. Подробнее конструкции и методику расчета многошпиндельных и револьверных головок см. [2], [25].
Дата добавления: 2022-02-05; просмотров: 633;
Поиск по сайту
Узнать еще
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- I тип реакций. Реакции, характерные для органических кислот.
- I. 5. Тесты для контроля знаний раздела I
- II раздел. Организация работы логопеда в группе для детей с ОНР
- II. ПЕРЕФЕРИЙНЫЕ УСТРОЙСТВА
- III. Здания для проживания людей
- III. Основные направления развития воспитания
- III. Тесты для самоконтроля студентов

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
