Корпусы приспособлений
Корпус приспособления воспринимает все усилия, действующие на заготовку в процессе её закрепления и обработки, и поэтому должен обладать достаточной прочностью, жесткостью и виброустойчивостью. Эти качества обеспечиваются не за счет чрезмерного завышения сечений стенок корпуса, а при помощи ребер жесткости, местоположение которых выясняется из анализа действующих сил. Форма и размеры корпуса зависят от конфигурации обрабатываемых в приспособлении деталей, а так же от расположения установочных, зажимных и направляющих элементов и механизмов.
При конструировании корпусов необходимо предусмотреть:
1. Выступающие платики для закрепления стальных опорных пластин и штырей, на которые устанавливаются заготовки;
2. Достаточные зазоры между заготовкой и стенками корпуса, позволяющие свободно устанавливать и вынимать заготовки из приспособления;
3. Возможность легкого удаления стружки;
4. Наличие элементов для правильной установки и закрепления приспособлений на станках и шпинделях станка, а так же элементов для их подъема и транспортировки. На рис. 38 показаны элементы корпусов.
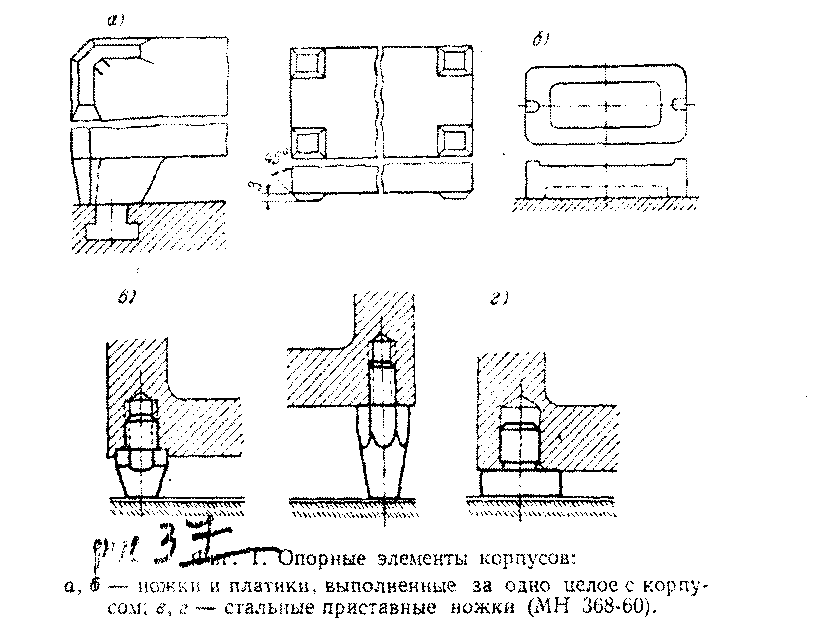
Рисунок 38. Опорные элементы корпусов: а, б – ножки и платики, выполненные за одно целое с корпусом; в и г – стальные приставные ножки (МН 368-60)
Для устойчивости приспособления на столе станка на опорной поверхности корпуса предусмотреть платики на максимальном расстоянии между ними. Для небольших корпусных деталей - стальные приставные ножки, конструкции которых нормализованы.
Для ориентации приспособлений на фрезерных, строгальных и других станках на основании корпуса закрепляют шпонки (рис. 39) или штифты, которые входят в пазы стола станка.
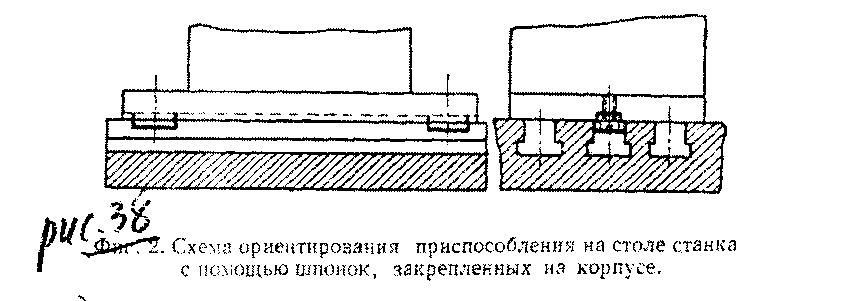
Рисунок 39. Схема ориентирования приспособления на столе станка с помощью шпонок, закрепленных на корпусе
В корпусных деталей токарных приспособлений делают центрирующие выточки, с помощью которых они ориентируются на шпинделе станка. В качестве материала корпусных деталей используется: чугун, сталь, легкие сплавы на алюминиевой основе, эпоксидные смолы (для мелких корпусов). Заготовки корпусов могут быть получены следующими методами: литьем, сваркой, резкой из проката, ковкой.
1. Наиболее качественные корпусные детали получают литьем из чугуна. Чугун хороший литейный материал, обладает свойством гасить вибрации. Заготовкам, получаемым литьем, можно придать красивый внешний вид. Но получение заготовок литьем - длительный процесс и используется для изготовления корпусов в крупносерийном и массовом производстве. Для снятия внутренних напряжений заготовки корпусов обязательно подвергают старению, естественному или искусственному.
2. Сваркой так же можно получить качественный корпус. Они легче по весу, дешевле в изготовлении, чем литые. Сроки их изготовления так же значительно меньше. Надо шире применять сварные конструкции. Прочность и жесткость корпусов достигается за счет ребер жесткости. Сварные корпуса обязательно подвергают отжигу для снятия внутренних напряжений.
3. Заготовки из проката используются для получения корпусов небольших размеров и не сложной конфигурации.
4. Поковкой так же получают заготовки корпусов несложной конфигурации.
Достоинства корпусов из легких сплавов: малый вес и меньшая трудоемкость изготовления.
Корпуса небольших размеров можно получать из эпоксидных смол литьем в разовые формы из гипса, пластилина. Достоинства их - небольшая усадка, короткие сроки изготовления.
На часть заготовок корпусов разработаны нормали и стандарты (ГОСТ 4076-48, 4077-48, 4078-48, 4079-48, 4080-48, 4081-48, 4081-48, ГОСТ 4583-49, 4585-49, 4587-49, ГОСТ 588-54, ГОСТ 4082-48, ГОСТ 4589-49, 4590-49 и ГОСТ 4075-48).
При использовании стандартных заготовок путем той или иной дополнительной их обработки удается сравнительно быстро и с минимальными затратами труда получить готовый корпус
Дата добавления: 2022-02-05; просмотров: 678;
Поиск по сайту
Узнать еще
- А. Классификация контрольных приспособлений
- Б. Эксплуатация контрольных приспособлений
- Б. Элементы контрольных приспособлений
- Импровизация и фиксирование приспособлений
- Исходные данные для проектирования приспособлений
- Нормы браковки грузозахватных приспособлений
- ОБЩИЕ УКАЗАНИЯ ПО ПРОЕКТИРОВАНИЮ КОНТРОЛЬНЫХ ПРИСПОСОБЛЕНИЙ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
