Распределитель-обдуватель длинных изделий
Предназначен для обдувания внутренней поверхности прядей длинных изделий, изготавливаемых на автоматизированных поточных линиях с подвесной сушкой. Распределитель - обдуватель (рис. 183, а) представляет собой полый короб 4 длиной 2 м (по длине двух прямоугольных матриц, под которыми его устанавливают). Он разделяет выпрессовываемые длинные сырые изделия на две пряди. Поверхность короба имеет множество отверстий, через которые выходит воздух. Нагнетание воздуха в короб производится двумя центробежными вентиляторами 2 с индивидуальными электродвигателями 1 через короткие воздуховоды 3.
Обдувочное устройство к прессу ЛПЛ-2М. Его крепят к нижней плите каркаса пресса и размещают под матрице-держателем. Изготавливают из оцинкованного листового железа. Обдувочное устройство (рис. 183, б) представляет собой полый цилиндр 4 с воздуховодом 3, к которому прикреплен центробежный вентилятор 2 с электродвигателем 1.
Внутренняя поверхность полого цилиндра, охватывающая вы-прессовываемую прядь изделий, имеет конусообразную форму, в которой проделано множество отверстий диаметром 2—3 мм. Внутренняя и наружная поверхности цилиндра образуют кольцевой канал, в который нагнетается (или из которого отсасывается) центробежным вентилятором воздух, выходящий затем через отверстия цилиндра и обдувающий таким образом прядь изделий.
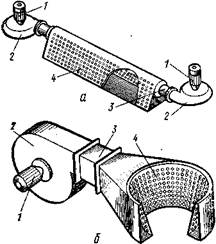
Рисунок 183 – Механизмы для обдувки сырых изделий к прессу ЛПЛ-2М
Пресс ЛПШ-500
Пресс ЛПШ-500 (рис. 184). Производительность его 500 кг/ч. Основные узлы: дозировочное устройство 1, трехкамерный тесто-смеситель 2 с приводом 3, прессующий шнек 4 с приводом 8, прессующая головка 5 для круглых матриц с механизмом их смены и обдувочное устройство 6. Все перечисленные узлы установлены на металлической станине 7.
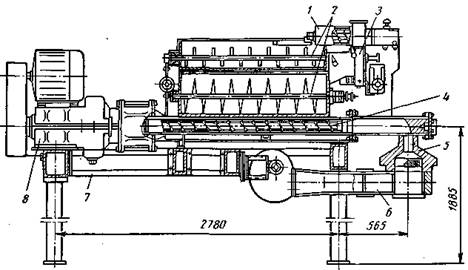
Рисунок 184 – Пресс производительностью 500 кг/ч
Дозировочное устройство состоит из шнекового дозатора муки и черпакового дозатора воды, совмещенных на одном полом валу Дозирование муки осуществляется изменением частоты прерывистых поворотов шнека-дозатора. Дозирование воды осуществляют, изменяя уровень в емкости дозатора поворотом регулятора и частоту вращения вала посредством храпового механизма Дозатор приводится в действие с помощью цепной передачи от вала верхнего корыта тестосмесителя.
Тестосмеситель представляет собой три камеры расположенные вдоль продольной оси прессующего шнека. В первой камере происходят интенсивный предварительный замес и подача теста с помощью лопаток через роторный вакуумный затвор во вторую и третью камеры, которые работают под разрежением. Первая камера имеет решетчатую крышку, сблокированную с приводом. Вторая и третья камеры соединены между собой по направлению движения теста перегрузочным окном. Крышки обеих камер выполнены из прозрачного органического стекла, что позволяет наблюдать за процессом замеса. Крышки также сблокированы с приводом.
Привод валов тестосмесителя осуществляется от электродвигателя через клиноременную передачу, редуктор и систему цепных передач.
Прессующий корпус выполнен цельным из стальной трубы, на концах которой установлены два фланца для крепления прессующей головки и редуктора прессующего шнека. В зоне наибольшего давления, ближе к головке, прессующий корпус имеет охлаждающую рубашку, выполненную в виде цилиндра диаметром 230 мм. В противоположной части прессующего корпуса расположено отверстие размером 210х 100 мм для поступления теста из третьей камеры тестосмесителя.
По всей длине прессующего корпуса на его внутренней поверхности находится 12 аксиально расположенных канавок сечением 0,8х1,0 мм. Прессующий шнек однозаходный с трехзаходным звеном на конце. По длине шнека имеется два участка с разрывом витка по 180 мм. Шнек выполнен из стали Ст.45 и хромирован. Шнек приводится в движение от электродвигателя через клиноременную передачу и трехступенчатый редуктор.
Прессующая головка куполообразной формы, литая, для одной круглой матрицы; снабжена механизмами смены матриц, резки и обдувочным устройством. В корпусе головки встроено устройство для ее обогрева в момент пуска.
Механизм смены матриц состоит из горизонтальной направляющей для установки и съема матриц, электродвигателя, червячного редуктора и двух тяговых винтов, соединенных с траверсой. Величина хода траверсы и центровка устанавливаемой матрицы регулируются двумя конечными выключателями. Включение механизма смены матриц сблокировано с положением режущих ножей относительно нижней плоскости матрицы: только при опущенных вниз на необходимое расстояние ножах можно включить электродвигатель механизма смены матриц.
Обдувочное устройство состоит из центробежного вентилятора с электродвигателем и кольцевого сопла с круглыми отверстиями. Подаваемый вентилятором в кольцевое сопло воздух выходит через отверстия и обдувает прядь сырых макаронных изделий.
Система трубопроводов состоит из четырех магистралей: для воды холодной, горячей, слива воды и вакуумной установки. Холодная вода подается в дозатор на замес теста и в рубашку прессующего корпуса для охлаждения, горячая вода — в дозатор на замес теста. На линию слива поступают излишки неиспользованной воды от дозатора, а также вода из рубашки прессующего корпуса.
Электроаппаратура пресса располагается в отдельном шкафу, установленном на полу вблизи пресса. Управление прессом производится с пульта управления, расположенного на площадке обслуживания.
МАТРИЦЫ ПРЕССОВ
Матрица наряду с прессующим устройством является основным рабочим органом макаронного пресса. Она обусловливает производительность пресса, вид изделий (форму и размеры поперечного сечения), в значительной мере влияет на качество продукта (степень шероховатости поверхности, прочность склеивания макаронных трубок и т. д.). Матрицы изготавливают из металлов, не поддающихся коррозии, обладающих достаточной прочностью и износостойкостью, с малой адгезионной способностью. Такими металлами являются бронза, латунь, нержавеющая сталь.
Конструкции матриц
Матрицы бывают двух типов — круглые (дисковые) и прямоугольные. При помощи круглых матриц формуют все виды длинных и короткорезаных изделий, а также тестовые ленты для изготовления из них штампованных изделий. Прямоугольные матрицы используют для формования длинных макаронных изделий (макароны, вермишель, лапша разных видов), вырабатываемых на автоматизированных поточных линиях.
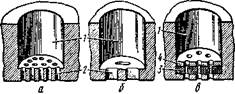
Круглые матрицы.Матрицы в зависимости от толщины используют без опорных устройств (рис. 185, а) или с опорными устройствами — колосниками. В матрицах с подкладными колосниками (рис. 185,б) оставляют полосы, которые находятся над ребрами колосников, а в матрицах с накладными (подвесными) колосниками (рис. 185, в) центральную часть занимает болт, с помощью которого крепится ребро колосника. В связи с этим на колосниковых матрицах меньше отверстий, чем на бесколосниковых.
Диаметр матрицы зависит от производительности пресса. В прессах ЛПЛ производительностью около 400 кг/ч используются матрицы диаметром 298 мм. В прессах ЛПШ устанавливают матрицы диаметром 350 мм.
Толщина матрицы должна отвечать условиям прочности. В шнековых макаронных прессах на каждый сантиметр площади поверхности матрицы тесто давит с силой до 100 кг и более. Матрицы диаметром 298 мм, имеющие толщину менее 60 мм, используются с опорными колосниками.
Подкладной колосник (рис. 186, а) состоит из обечайки 1 из полосовой стали с приваренными к ней стальными ребрами 2. Такие колосники чаще всего бывают двух- и четы-рехреберными. Наружный диаметр обечайки равен диаметру матрицы. Колосник устанавливают на кольцевую опору матри-цедержателя, на который укладывают матрицу.
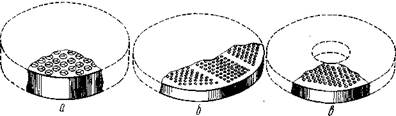
а — бесколосниковая; б, в — колосниковые
Рисунок 185 – Круглые матрицы
Матрицы с подкладными колосниками позволяют формовать изделия, которые режутся в подвесном состоянии — макароны, перья, вермишель, лапшу.
Накладной (подвесной) колосник (рис. 186,б) состоит из стального ребра 1, вставленного в прорезь болта 2. Болт вставляют в отверстие матрицы 4 и прикрепляют к ней снизу гайкой 3. В этом случае матрицу устанавливают на кольцевую опору матрицедержателя пресса (как и бесколосниковую).
Матрицы с накладными колосниками позволяют формовать все виды как короткорезаных, так и длинных изделий.
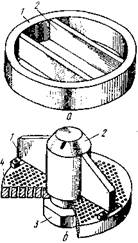
а — подкладной; б — накладной (подвесной)
Рисунок 186 – Колосники для круглых матриц
Прямоугольные матрицы.Бывают однополосными (рис. 187, а) и двухполосными (рис. 187, б). Однополосные матрицы используются в прессах автоматизированных поточных линий фирмы «Бассано», в которых выпрессовываемые изделия образуют одну прядь. Двухполосные матрицы применяются в прессах автоматизированных поточных линий с подвесной сушкой для получения двух прядей, развешиваемых одновременно на два бастуна.
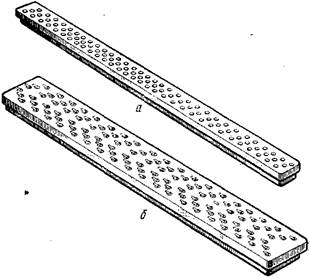
а — однополосная; б — двухполосная предназначенной для изготовления из нее штампованных изделий
Рисунок 187 – Прямоугольные матрицы
В каждой полосе формующие отверстия размещены в несколько рядов с таким расчетом, чтобы на бастунах или на рольганговом столе они располагались в один слой (см. рис. 187). Число рядов в матрице зависит от размера поперечного сечения изделий: в матрицах для макарон особых и лапши широкой в каждой полосе отверстия размещены в два ряда, для макарон соломка — в три, для вермишели тонкой — в семь рядов.
Прямоугольные матрицы для автоматизированных поточных линий выпускают длиной 995 и шириной 100 мм. Толщина матрицы может быть от 31 до 50 мм.
Профили формующих отверстий.Формующие отверстия матриц бывают трех видов: с вкладышами для формования трубчатых и некоторых видов фигурных изделий; без вкладышей для формования всех видов изделий, кроме трубчатых и штампованных, и щелевидные для формования тестовой ленты,
Отверстия с вкладышами являются наиболее сложными по конструкции и состоят из двух основных элементов: формующего канала, просверленного в теле матрицы, и закрепленного в нем вкладыша. На рис. 188, а показан профиль отверстия круглой матрицы для формования трубчатых изделий. Формующий канал отверстия состоит из следующих элементов: входной камеры 1, в которой запрессованы центрирующие заплечики 4 вкладыша (рис. 188,б), переходной части 2 и формующей щели 3, в которых располагается ножка 5 вкладыша. Входная камера имеет наибольший диаметр и поэтому определяет возможное число отверстий в матрице. Нагнетаемое в отверстие тесто во входной камере распределяется центрирующими заплечиками вкладыша на три потока. Назначение центрирующих заплечиков — удержать вкладыш в отверстии матрицы так, чтобы ось его ножки совпала с осью отверстия. Для более надежного центрирования вкладыш изготавливают обычно с тремя заплечиками — трехопорный вкладыш, иногда с двумя — двухопорный вкладыш.
В переходной части отверстия происходит соединение отдельных потоков и склеивание их под действием давления прессования в тестовую трубку. Для прочного склеивания потоков переходная часть должна иметь достаточную высоту — не менее 9—11 мм.
Размеры поперечного сечения формующей щели определяют внешний диаметр макаронной трубки. В формующей щели отверстие имеет наименьший диаметр, поэтому оно оказывает наибольшее сопротивление прохождению теста и в значительной степени влияет на скорость выпрессовывания.
В связи с этим высота формующей щели должна быть как можно меньше, но достаточной для того, чтобы выпрессовываемая тестовая трубка успела «зафиксировать» внешний диаметр и чтобы обеспечить прочное склеивание продольных швов. Практически высота формующей щели металлических матриц равна около 3 мм. Внутренний диаметр выпрессовываемой трубки определяется диаметром ножки вкладыша.
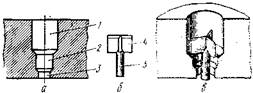
а — профиль отверстия; б — трехопорный вкладыш; в — отверстие в сборе
Рисунок 188 – Отверстие круглой матрицы для формования трубчатых изделий
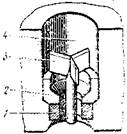
Рисунок 189 – Конструкция отверстия с фторопластовой вставкой для формования трубчатых изделий
В настоящее время для получения изделий с гладкой поверхностью используют матрицы со вставками из пластмасс, к которым не прилипает макаронное тесто. В качестве такого материала у нас в страйе используется фторопласт-4 (за рубежом его называют тефлоном, фторолоном). В результате изделия получаются с гладкой поверхностью и как следствие этого — с насыщенным цветом, при этом скорость выпрессовывания возрастает. Фторопластовые вставки устанавливают на высоту формующей щели, которую делают в этом случае несколько больше — до 6 мм. Один из возможных способов крепления фторопластовых вставок изображен на рис. 189. В формующей щели установлено фторопластовое кольцо 1, опирающееся на заплечики отверстия 4. Над ним располагается металлическая втулка 2, которая предохраняет кольцо от давления потока теста и поддерживает опоры 3 вкладыша.
а — профиль отверстия; б — втулка и трубка; в — отверстие в сборе
Рисунок 190 – Отверстие прямоугольной матрицы для формования макарон
На рис. 190 представлена конструкция формующего отверстия прямоугольной матрицы для макарон, используемой в автоматизированных поточных линиях. Как видно из рис. 190, а, отверстие имеет также три зоны: входную камеру 1, переходную часть 2 и формующую щель 3. Вкладыш 5 выполнен в виде трубки и удерживается в центральной части отверстия запрессованной в него втулкой 4 (рис. 190,б). Другой конец трубки через сквозное отверстие в теле матрицы соединяется с атмосферой. Это делается для того, чтобы не происходило закупоривания отверстия выпрессовываемой макаронной трубки при отрезании, а также при сплющивании трубки в месте перегиба при развешивании изделий на бастунах. Втулка имеет несколько отверстий для прохода теста в переходную часть. На рис. 190,в показано отверстие в сборе.
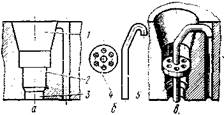
Отверстия без вкладышей (рис. 191) имеют, как правило, только входную камеру 1 и формующие щели 2. Во входную камеру тесто входит одним потоком, после чего оно продавливается через узкие отверстия — формующие щели. Высота формующих щелей 1,5—2 мм.
При использовании фторопластовых вставок они изготавливаются в виде дисков 3 (рис. 191,в), удерживаемых от смещения латунным протектором 4.
Щелевидные матрицы применяются для формования широкой ленты теста для последующего изготовления из нее штампованных изделий. На выходной стороне матрицы имеется незамкнутая кольцевая щель, длина которой обусловливает ширину, а поперечное сечение толщину тестовой ленты.
а — для вермишели; б — для лапши; в — с фторопластовой вставкой
Рисунок 191 – Отверстия без вкладышей
Правила эксплуатации матриц
Матрицы, устанавливаемые на прессы, периодически заменяют для их очистки и^и для перехода на выработку другого вида изделий. Одна матрица находится в эксплуатации обычно не более суток.
При снятии круглой матрицы ее можно выбивать из установочного кольца только деревянным молотком.
Для очистки матриц на предприятии предусмотрено отдельное моечное отделение, которое снабжено следующим оборудованием и инвентарем: машина для мойки матриц; ванна с гнездами для хранения и отмочки, матриц. К верхней части ванны подведены трубопроводы холодной и горячей воды. Для слива воды в канализацию предусмотрена труба с сеткой;
световая подставка (пюпитр) для проверки чистоты матриц после мойки;
шкаф или этажерка для хранения чистых матриц;
шкаф с инструментом и запасными частями.
Снятую матрицу помещают на сутки для отмочки в ванну, наполненную водой температурой 40—50 °С. Использовать более горячую воду нельзя из-за возможного заваривания теста и плотного закупоривания формующих отверстий. В баке с водой матрицы устанавливают на ребро. После отмачивания матрицы промывают под струей воды при давлении 10 МПа в машинах для мойки матриц. Затем матрицу тщательно просматривают на свет. Оставшиеся в формующих отверстиях частицы теста удаляют при помощи деревянной палочки, после чего матрицу вновь промывают в машине. Очищенные матрицы хранят в баке с чистой водой или на стеллажах (в шкафу или на этажерке).
Если вкладыш смещен в сторону и слабо сидит в отверстии матрицы, его необходимо вынуть и увеличить заплечики путем расплющивания. Удлиненный вкладыш нужно удалить из матрицы и довести его ножку путем стачивания до требуемой длины. Основание ножки вкладыша должно находиться на расстоянии 0,1—0,15 мм от нижней плоскости матрицы.
Нельзя чистить отверстия матрицы гвоздями или шилом и без необходимости удалять вкладыш.
Расчет производительности матрицы
Производительность матрицы выражается количеством сырых изделий, выпрессованных через ее отверстия в единицу времени. Она зависит от скорости выприессовывания и площади живого сечения матрицы. Скорость выпрессовывания .изделий кроме консистенции теста зависит от величины давления прессования и степени сопротивления отверстий матрицы, которое тем выше, чем больше высота формующей щели и чем сильнее прилипает тесто к ее поверхности. Площадь живого сенизм, который ставят над саморазвесом и который выполняет также функцию распределителя прядей сырых изделий на два бастуна и поэтому называется распределителем-обдувателем. При формовании короткорезаных изделий и макарон на круглых матрицах пресса ЛПЛ-2М. применяют кольцевое об-дувочное устройство, ^ на круглых матрицах прессов типа ЛПШ — подобное устройство, совмещенное с режущим механизмом, которое мы рассмотрим в следующем подразделе этой главы.
Дата добавления: 2019-12-09; просмотров: 1449;
Поиск по сайту
Узнать еще
- Автоматизированная разработка программного обеспечения процессов обработки изделий
- Автоматизированная система управления запасами агрегатов и комплектующих изделий (АС “СКЛАД”).
- Автоматические и полуавтоматические линии по обработке деталей и изделий
- Ассортимент бараночных изделий
- Ассортимент булочных изделий
- АССОРТИМЕНТ ЛИКЕРО-ВОДОЧНЫХ ИЗДЕЛИЙ
- Ассортимент мучных кондитерских изделий
- Ассортимент трикотажных изделий и их классификация.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
