Ремонт муфт. Соединительные муфты
Муфты служат для соединения валов, а также для включения и выключения отдельных механизмов без выключения всей машины: соединительные (жесткие, упругие), сцепные (управляемые). Жесткие соединяют валы неподвижно. Они не компенсируют несоосности валов и не смягчают удары (толчки). Применяют для соосных валов в тех случаях, когда положениеодного вала относительно другого можно регулировать.
К жестким муфтам относятся продольно-свертные на рис.2.6 и поперечно-свертные на рис.2.7. Продольно-свертная муфта состоит из двух половин 1 и 2, соединяемых болтами 4, крутящий момент передается от одного вала 5 к другому 6 через шпоночное соединение 3. Соединительные болты устанавливают так, чтобы головки и гайки чередовались. Зазор между соединительными плоскостями должен быть в пределах 0,5 - 1,0 мм.
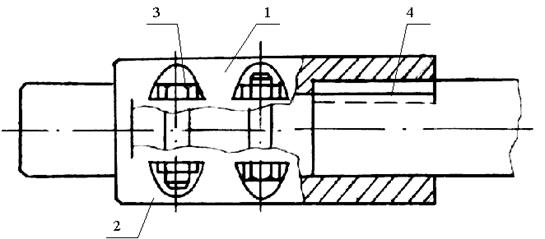
Рис. 2.6. Продольно-свертная муфта: 1,2 - полумуфты,
3 - болты, 4 - шпонка
Поперечно-свертная муфта (рис. 2.7 ) состоит из двух чугунных дисков 1 и 2, соединяемых болтами 3. Крутящий момент передается за счет сил трения возникающих между дисками стягиваемых болтов. Полумуфты центрируются при помощи выступа на одной из них. Плоскости фланцев должны быть перпендикулярны к оси валов, а центрирующий выступ должен входить в выточку с зазором 0,02 – 0,08 мм.
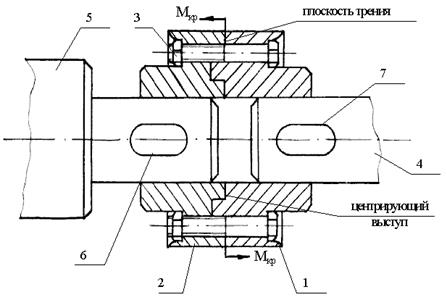
Рис. 2.7. 1, 2 - полумуфты; 3 - стяжные болты; 4, 5 - валы;
6, 7 - шпоночные соединения
Основным видом износа муфт (см.рис.2.6) является разработка посадочного отверстия, шпоночного паза, шпонки. Муфты сильно изношенные заменяются.
Муфты (рис. 2.6.) имеют следующие дефекты: срез болтов, их изгиб, разработка посадочных отверстий, болтовых отверстий, шпонок, шпоночных канавок.
При ремонте производят развертку отверстий под болты, ставят новые болты большего диаметра или устанавливают переходные втулки. Полумуфты растачивают и запрессовывают новые втулки необходимых размеров.
Поперечно-свертная кольцевая упругая муфта (рис.2.8). Упругие муфты допускают смещение валов в продольном и поперечном направлениях и небольшой поворот их и смягчают толчки за счет упругих элементов.
Рис. 2.8. Поперечно - свертная кольцевая упругая муфта. 1, 2 - полумуфты;
3 - резиновые кольца; 4 - пальцы; 5 - гайки
Она состоит из полумуфт 1, 2, запрессованных на валы. Полумуфты соединяются при помощи пальцев 4 и резиновых колец 3. В одной полумуфте 1 гайками 5 крепятся пальцы. Во вторую полумуфту 2 свободно входят резиновые кольца 3. Поворот и перемещение валов осуществляется за счет деформации резиновых колец.
У кольцевой муфты изнашиваются отверстия, в которые входят резиновые кольца, а сами кольца начинают проворачиваться на пальцах. При ослаблении гайки происходит износ шейки пальцев и отверстия, приэтом появляется стук.
Ремонт заключается в расточке отверстий под пальцы и кольца большего размера. При расточке необходимо обеспечить совпадение центров отверстий под пальцы в обеих полумуфтах.
2.2. Ремонт подшипников скольжения и качения
Подшипники обычно устанавливаются в корпусах, конструктивно скоординированных с оборудованием (его базовой моделью), (рис.2.9).
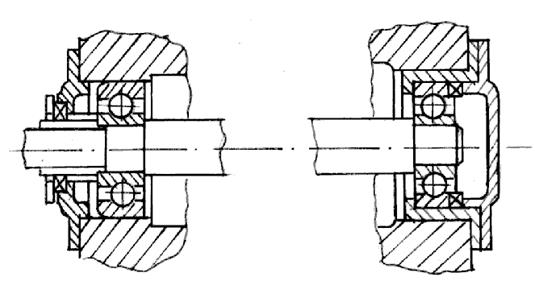
Рис. 2.9.
Поэтому их положение в пространстве при монтаже определяется посадочными размерами, которые должны удовлетворять всем требованиям, заложенным в основу конструкции. На практике применяются подшипники двух типов: подшипники скольжения и качения.
Подшипники скольжения. Подшипники скольжения выполняют в виде сплошных втулок, разъемных вкладышей или секторов, (рис.2.10).
Сплошные втулки вставляют в гнездо полностью обработанными или с припуском на обработку после установки, их запрессовывают туго или устанавливают плотно, но без натяга и фиксируют стопорами.
Разъемные вкладыши укладывают в гнезда свободно - сначала нижний, затем верхний (рис.2.10).
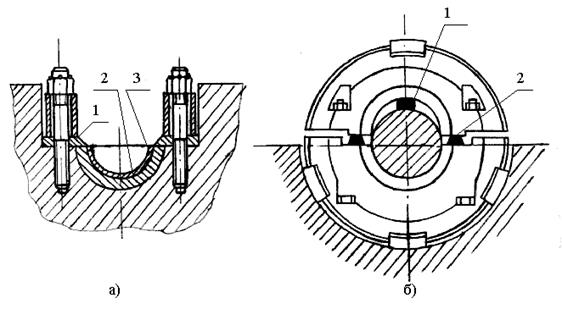
Рис. 2.10. Ремонт разъемных подшипников:
а – крепление вкладыша подшипника к постели для шабрения: 1 – прижим; 2 – постель; 3 – вкладыш; б – проверка масляного зазора в подшипнике: 1,2 – пластинки.
До окончательного монтажа во вкладышах, собранных в корпусе подшипника, прорезают канавки для смазки. В процессе сборки для необходимого сопряжения вкладышей с валом их можно лишь слегка шабрить.
В результате трения внутренние поверхности подшипников теряют геометрическую форму, отверстия становятся овальными, на трущихся поверхностях возникают риски и задиры. При очень большом износе становится невозможной регулировка натяга вкладышей. В подшипниках с заливкой баббитом может произойти расплавление или отслаивание баббита.
Технология ремонта подшипников скольжения зависит от конструкции, материала, из которого они изготовлены и характера износа. Для оборудования химических и нефтехимических заводов используют втулки и вкладыши из чугуна, бронзы, баббита, алюминиевых сплавов, металлокерамики древеснослоистых пластиков и пр.
Дляпроверки плотности прилегания рабочих поверхностей вкладышей к цапфе или шейки вала проверяют боковые зазоры у разъема подшипника (рис.2.10). Зазор между валом и верхним вкладышем измеряют с помощью свинцовой проволокой диаметром до 2 мм, закладываемой по верхней образующей вала. После затяжки крышкиподшипника до отказа (с учетом прокладок 7 между корпусом и крышкой). По толщине деформированной (снятой) проволоки устанавливают фактический зазор.
Существует много способов восстановления подшипников, но наиболее часто применяют металлизацию, наплавку, заливку, запрессовку новой втулки.
Подшипники качения. На рис.2.11 показан характерный узел машины с подшипниками качения.

Рис. 2.11.
При ремонте узлов с подшипниками качения последние тщательно осматривают, проверяя размер радиального и осевого зазоров. Если обнаруживают шелушение рабочих поверхностей колец, шариков и роликов, возникшее в результате усталости материала.
При недостатке смазки подшипник во время работы может черезмерно нагреваться , тогда на кольцах и телах качения появляются цвета побежалости. В этом случае подшипник также заменяют новым.
Замену подшипника производят при обнаружении следующих дефектов: трещин, сколов, забоин и рисок на рабочих поверхностях, повреждении сепаратора.
Причинами этих дефектов могут быть перегрузка подшипника, чрезмерно плотная посадка, попадание посторонних частиц из-за плохого уплотнения, недостаточная смазка.
Монтаж подшипников выполняют в строгом соответствии с рабочими чертежами. Подшипник устанавливают в узел так, чтобы торец с клеймом был обращен наружу.
Очень важно соблюдение заданных посадок как для внутреннего кольца , так и наружного. На вал подшипник насаживают внутренним кольцом поглухой,
напряженной или прессовой посадкам в системе отверстий, а на оси – по скользящей или по посадке движения.
Наружным кольцом подшипник устанавливают по напряженной или скользящей посадке в случае неподвижного корпуса и по глухой или тугой посадке - в случае вращающегося корпуса.
Порядок сборки подшипника следующий: сначала его насаживают на вращающуюся деталь, а затем вместе с деталью устанавливают на неподвижной детали, т.е. вначале сопрягают детали узла, требующие взаимной запрессовки.
Изношенные подшипники качения снимают с помощью винтовых и гидравлических съемников и заменяют на новые. Их не ремонтируют на месте, а сдают на реставрацию в централизованном порядке.
В узлах машин, работающих в пыльной и грязной среде применяют различные системы уплотнения (рис.2.12)
Фетровые или войлочные уплотнения (рис.2.12.а,б) в этих уплотнениях должны плотно прилегать к шейкам вала 2, они могут работать при температурах до 90 0С.
Лабиринтные уплотнения (рис.2.12.б) имеют шайбу 2, укрепленную на валу 3. На крышке уплотнения 1 сделаны выточки, в которые входят выступы шайбы. Между крышкой и шайбой создается зазор сложной формы, обеспечивающий уплотнение за счет затекающей в него смазки.
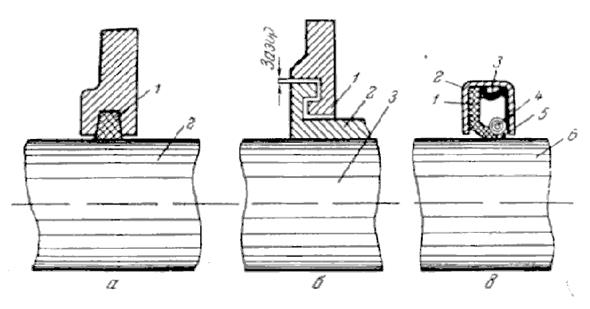
Рис.2.12.
Уплотнение манжетного типа (рис.2.12.в) выполняются из кожи или резины, манжету 1 помещают в металлический кожух 2 и закрепляют пружинной шайбой 3. Кромка манжеты 5 прижимается к валу витой пружиной 4, обеспечивающей постоянное и равномерное давление на кромку. Манжетное уплотнение, как правило, работает надежно, обеспечивает равномерный износ манжеты, которую при ремонте заменяют.
Дата добавления: 2021-12-14; просмотров: 1939;
Поиск по сайту
Узнать еще
- II. Региональная программа капитального ремонта
- III. Способы формирования фонда капитального ремонта
- IV. Выбор способа формирования фонда капитального ремонта
- V. Формирование средств в фонде капитального ремонта
- VI. Организация и финансирование капитального ремонта многоквартирного дома при формировании фонда капитального ремонта на специальном счете
- VII. Организация и финансирование капитального ремонта многоквартирного дома при формировании фонда капитального ремонта у регионального оператора
- VIII. Возможные меры государственной поддержки капитального ремонта
- Анализ затрат на капитальный и текущий ремонт

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
