Ремонт деталей и основных узлов теплообменного оборудования
Износ детали в конечном счете приводит к неработоспособности или отказу. Поэтому отказом детали является не только ее поломка, но и изменение размеров до некоторого допустимого предела.
Долговечность деталей определяется часто случайными причинами (лом, молоток и т.д.) либо износом.
Для расчета долговечности с учетом внезапных отказов, т.е. вызванных случайными причинами, используется экспоненциальный закон (теория надежности).
Расчет деталей на долговечность по допустимой величине износа называется расчетом на износ.
Износ деталей и узлов теплообменного аппарата. В процессе длительной работы теплообменные аппараты подвергаются загрязнению и износу.
На нефтеперерабатывающих заводах и предприятиях основной химии доля теплообменного аппарата составляет от 40 - 60 %.
Поверхность теплообменного аппарата покрывается накипью, маслом, отложением солей и смол , окисляется и т.д.
С увеличением толщины слоя отложения dот возрастает термическое сопротивление dот/lот = Rот, коэффициент теплопередачи К ухудшается, а гидравлическое сопротивление - Р увеличивается (рис.2.13).
Рис. 2.13.
Износ теплообменных аппаратов заключается в следующем:
1) уменьшение толщины стенок корпуса и трубных решеток;
2) выпучины и вмятины на корпусе и крышках аппарата;
3) свищи, трещины, прогары на корпусе, трубках и фланцах;
4) увеличение диаметра для труб в трубной решетке;
5) прогиб трубных решеток и деформация трубок;
6) заклинивание плавающих головок и повреждение их струбцин;
7) повреждение линзовых компенсаторов;
8) сальников устройств, каковых и пружинных опор;
9) нарушение гидро- и термоизоляций;
Подготовка к ремонту теплообменных аппаратов (рис.2.13).
Снижение рабочего давления Рраб до атмосферного Ратм;
отключение арматуры и установка заглушек;
продувка азотом или водяным паром с последующей промывкой
водой и продувкой воздухом;
анализ на наличие ядовитых и взрывоопасных продуктов;
составление плана и получение разрешения на огневые работы;
составляется акт сдачи в ремонт.
Подготовка к ремонту характерна и для другого оборудования.
Ввыполнение следующих работ по ремонту:
снятие крышек, люков, демонтаж обвязки и арматуры;
выявление дефектов вальцовки и сварки, а также целостности трубок гидравлическими и пневматическими испытаниями на рабочее давление;
частичная смена или отключение дефектных трубок, крепление трубок вальцовкой и сваркой;
ремонт футеровки, антикоррозионных покрытий деталей;
ремонт или замена износившихся трубопроводов, арматуры, регулировка предохранительных клапанов;
извлечение трубок, чистка внутренней поверхности корпуса аппарата и теплообменных трубок;
Монтаж трубного пучка и вальцовка трубок в трубной решетке;
гидравлическое и пневматическое испытание межтрубной и трубной зон аппарата пробным давлением.
Основные конструктивные недостатки теплообменных аппаратов:
1) большая трудоемкость разборки-сборки теплообменных аппаратов при чистке
и замене трубного пучка;
2) малая надежность вальцовочного соединения трубок с трубной решеткой;
3) сложность уплотнения крышкой трубной решетки плавающей головки.
Отказы теплообменных аппаратов происходят из-за:
пропуска продукта через вальцовочные соединения и через уплотнение крышек;
коррозии трубок трубного пучка.
Наиболее трудоемкими операциями при ремонте являются:
монтаж и демонтаж резьбовых соединений;
чистка;
извлечение трубных пучков;
ремонт, изготовление и установка трубных пучков;
испытание теплообменного аппарата.
Извлекать трубные пучки можно только из теплообменного аппарата с плавающей головкой.
Очистка трубок от отложений включает обработку внутренней и наружной поверхности.
Используются следующие методы очистки:
химические;
абразивные (для не растворимых отложений);
специальные.
Химическая очистка осуществляется без вскрытия теплообменного аппарата. От накипи применяют 5-15% раствор ( выдерживается сутки и смывается).
Абразивные - механический, гидропневматический, гидравлический (струей высокого давления), пескоструйные.
Специальный – ультразвуковой, вибрационный.
При ремонте трубного пучка допускается установка пробок на 10 - 15% трубок в каждом потоке пучка. При выходе из строя 15% трубок - все они заменяются полностью. Применение бывших в употреблении трубок допускается, если они потеряли вследствии износа не более 30% первоначального веса.
Вставленные новые трубки отрезают по длине трубного пучка длины. Концы трубок зачищают до металлического блеска на длину равную толщине трубной решетки.
В трубной решетке концы трубок крепятся развальцовкой. Отверстия обрабатываются не ниже класса шероховатости. Ввиду того, что трубки при развальцовке удлиняются сначала развальцовывают все трубки одной решетки, а потом в другой. При этом вальцуют четыре трубки крест на крест, а затем по периметру и далее остальные.
Корпуса аппаратов, имеющих выпучины или вогнутости, выправляются ударами кувалды по медной прокладке. Небольшие вмятины при 3 - 4мм осуществляются нагревом. Если невозможно выправить таким способом, то они вырезаются или ставятся новые накладки.
Скрытые дефекты теплообменных аппаратов с неподвижной трубной решеткой устанавливают опрессовкой межтрубного пространства при открытых с обеих концов крышках.
Изношенную или лопнутую трубку обнаруживают по наличию жидкости на концах труб в трубных решетках.
В отверстия поврежденных трубок вставляются металлические пробки и завариваются. Замена вышедшей из строя трубы сложная операция. Легче отглушить до капитального ремонта 15% трубок от общего их количества в пучке, приходящееся на один поток.
Сборка и испытание теплообменного аппарата после ремонта. После ремонта теплообменные аппараты при снятых крышках подвергают опрессовке.
Все муфты и вентили должны быть очищены.
Собранный аппарат подвергают окончательной опрессовке водой. Сначала спрессовывают на контрольное межтрубное пространство (корпус) при открытых спускных муфтах на крышках, затем из него полностью спускают воду и при открытых муфтах на корпусе спрессовывают трубное пространство.
При опрессовке межтрубного пространства муфты на корпусе закрыты, а в крышках открыты. При испытании трубного пространства - наоборот.
Величина контрольного давления указывается в паспорте. При отсутствии данных корпус испытывается на герметичность, а трубное пространство на 2 рабочих давления.
Отсутствие течи во всех узлах, деталях и соединениях свидетельствует о надежности ремонта. После этого снимаются все задвижки и аппарат сдается в эксплуатацию.
2.4. Ремонт и монтаж колонной аппаратуры, реакторов, емкостей.
Под колонным аппаратом понимают вертикально расположенный аппарат, у которого H >> D, т.е. высота намного больше диаметра.
К колонным аппаратам относят ректификационные колонны, абсорберы, десорберы, адсорберы, дистилляторы, скрубберы, экстракционные аппараты и т.д.
Способы ремонта для указанных аппаратов одинаковы. Кроме того, эти способы полностью или частично применимы и для реакторов, регенераторов, различных опорных конструкций, дымовых труб, башен и др.
Внутреннее устройство колонного аппарата может быть простым и сложным. К внутренним устройствам ректификационной колонны относятся колосники, барботажные тарелки различных конструкций: отбойники, улиты, маточники и т.д.
Качество работы колонного аппарата зависит от точности монтажа корпуса и тарелок, а также качества их ремонта.
Монтаж тарелок.
Основные требования к монтажу тарелок:
1) обеспечение их пространственного положения (вертикальность, горизонтальность). Прогиб тарелок fmax для тарелок Dн < 2м – 6мм; Dk > 2м – 30мм.
2) обеспечение гидравлических затворов между элементами в заданных пределах (Hж > 0,5Hт).
Нижняя часть тарелки отглушается (герметезируется) и на тарелку подается вода. По мере появления воды на тарелке определяется ее уровень по неравномерности ее распределения по длине тарелки. Горизонтальность тарелок устанавливается с помощью уровня или заливая поверхность водой (рис.2.14).
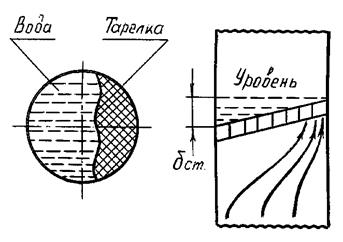
Рис. 2.14.
Дата добавления: 2021-12-14; просмотров: 655;
Поиск по сайту
Узнать еще
- I. Темы рефератов, соответствующие актуальным проблемам в содержании основных разделов программы курса
- I. Темы рефератов, соответствующие актуальным проблемам в содержании основных разделов программы курса «Философия и методология науки»
- II. Региональная программа капитального ремонта
- III. Биогеохимические циклы элементов и веществ (на примере основных биогенных элементов: углерод, азот, фосфор) и их количественные характеристики.
- III. Способы формирования фонда капитального ремонта
- III. Характеристики основных классов загрязняющих веществ в водной среде.
- IV. Выбор способа формирования фонда капитального ремонта
- V. Формирование средств в фонде капитального ремонта

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
