Сварочно-монтажные работы
Требования к трубам, "катушкам", соединительным деталям и запорной арматуре, предназначенным для врезки в трубопровод.
Трубы, "катушки", соединительные детали, арматура, устанавливаемые при ремонте дефектных участков трубопровода, должны соответствовать требованиям проектной и нормативно-технической документации, иметь сертификаты, паспорта и акты входного контроля в соответствии с регламентами.
Ввариваемая "катушка" должна быть изготовлена из труб того же диаметра, толщины стенки и аналогичного класса прочности трубе ремонтируемого участка и иметь сертификат на трубу, из которой она изготовлена.
Труба, предназначенная для изготовления "катушки", должна быть испытана гидравлическим способом на прочность заводским испытательным давлением в течение 24 часов и рабочим давлением в течение 12 часов.
При использовании для изготовления «катушек» труб:
- без заводского изоляционного покрытия - необходимо осмотреть поверхность трубы на предмет отсутствия вмятин, рисок, царапин, задиров, каверн стенки трубы, выполнить ВИК, УЗК качества продольного заводского шва на соответствие требованиям ОТТ на изготовление трубы, УЗ толщинометрию стенки трубы в местах коррозионных поражений и зачисток, а также на отсутствие расслоений и трещин;
- с заводским изоляционным покрытием диаметром более 800 мм - необходимо осмотреть внутреннюю поверхность трубы на предмет отсутствия вмятин, рисок, царапин, задиров, каверн стенки трубы, выполнить УЗК качества продольного заводского шва на соответствие требованиям ОТТ на изготовление трубы, УЗ толщинометрию стенки трубы в местах коррозионных поражений и зачисток, а также на отсутствие расслоений и трещин.
При наличии дефектов труба, предназначенная для "катушки" должна быть заменена. Ремонт любых дефектов не допускается.
По результатам положительных гидравлических испытаний, дефектоскопического контроля и осмотра на трубы, предназначенные для изготовления "катушек", оформляется паспорт, наносится маркировка несмываемой краской буквой "К", на трубы, предназначенные для изготовления "катушек" на подводные переходы буквами "KB", указывается дата, соответствующая дате проведения гидравлических испытаний, диаметр и толщина стенки. Маркировка наносится с отступлением от края трубы, равным 0,25м, и равномерно по всей поверхности трубы с шагом, равным:
- диаметру трубы - для диаметров 1000... 1200 мм;
- одному метру - для труб диаметром 800 мм и менее.
Соединительные детали (отводы, тройники, переходы) должны:
- соответствовать проектной документации по рабочему давлению, диаметру и толщине;
- иметь заводские паспорта (сертификаты);
- иметь маркировку с заводским номером детали.
Соединительные детали, запорная арматура и эллиптические заглушки, применяемые для ремонта, перед установкой на МН должны пройти входной контроль:
«Катушки», соединительные детали и запорная арматура не допускаются к установке в нефтепровод при наличии на стенке и продольных сварных швах следующих дефектов:
- царапины, риски, задиры глубиной более 0,2 мм;
- трещины любой глубины и протяженности;
- гофры, вмятины, расслоения, коррозионные повреждения, дефекты продольных сварных швов с параметрами, превышающими требования ГОСТов и регламентов
Запрещается для врезки в нефтепровод «катушек», изготовленных из труб с вышеуказанными дефектами, а также если:
- продольный сварной шов – отремонтирован с применением любого вида ремонта и (или) имеющие дефекты на длине менее 200 мм от торца трубы;
- стенка трубы - отремонтирована заваркой и (или) имеет вмятины, примыкающие к продольному сварному шву, любой глубины и уменьшения толщины стенки трубы, для которых минусовой допуск превышает 5% от номинальной толщины стенки.
Запрещается исправление вмятин любыми способами.
Стыковка (подгонка) трубопроводов методом установки "катушек" или захлёстов.
После вырезки дефектного участка трубопровода оси соединяемых трубопроводов должны быть выставлены в единую продольную линию на расстоянии не менее половины длины вскрываемого участка. Длина вскрываемого участка в зависимости от диаметра трубопровода, минимального радиуса упругого изгиба и величины несоосности стыкуемых концов трубопровода, размещение трубоукладчиков в зависимости от их грузоподъемности приведены РД.
Плоскости торцовых поверхностей стыкуемых трубопроводов должны быть перпендикулярны осям этих трубопроводов и параллельны друг другу. Указанное требование достигается путем вскрытия и освобождения трубопроводов от грунта с последующим их перемещением с целью достижения единой продольной оси стыкуемых трубопроводов.
Перемещение участков трубопроводов для достижения их соосности осуществляется трубоукладчиками в соответствии с РД с применением "мягких" полотенец. Мягкое полотенце должно быть расположено на расстоянии не менее 2 м от герметизатора (тампона) с целью недопущения его повреждения при подъеме трубы. Запрещается подъем трубопровода с применением строп-удавок и тросовых полотенец.
При подготовке планируемых ремонтных работ к соединительным деталям и запорной арматуре должны быть при необходимости приварены вставки промежуточной толщины или переходные кольца, с подваркой кольцевого стыка изнутри с проведением неразрушающего контроля сварных швов.
Подготовка участка трубопровода для врезки производится в следующей последовательности:
- удаление дефектного участка МН, запорной арматуры, соединительных деталей (методом взрыва или безогневой резки);
- герметизация торцов ремонтируемого трубопровода глиняными тампонами или герметизаторами;
- сверление на расстоянии не менее 40 м от тампонов, герметизаторов отверстия для контроля за уровнем и давлением/вакуумом нефти за герметизатором (тампоном)
- сверление контрольных отверстий для отбора анализа воздуха перед тампонами и герметизаторами на расстоянии 100-150 мм от их торцов;
- дегазация ремонтного котлована и контроль загазованности воздушной среды;
- определение соосности стыкуемых участков трубопроводов в соответствии с рисунком 16.15. При соосности стыкуемых участков трубопровода производятся работы по подгонке "катушки", запорной арматуры, соединительных деталей. При несоосности концов трубопровода участки трубопровода дополнительно освобождаются (вскрываются) от грунта экскаватором.
Выставленные торцы ремонтируемого трубопровода, при проведении дальнейших операций, должны оставаться неподвижными. Неподвижность концов трубопровода обеспечивается фиксированием положения стрелы трубоукладчика и засыпкой трубопроводов грунтом.
При невозможности центровки трубопровода с требуемой точностью, ремонт данного участка нефтепровода производится монтажом гнутых отводов.
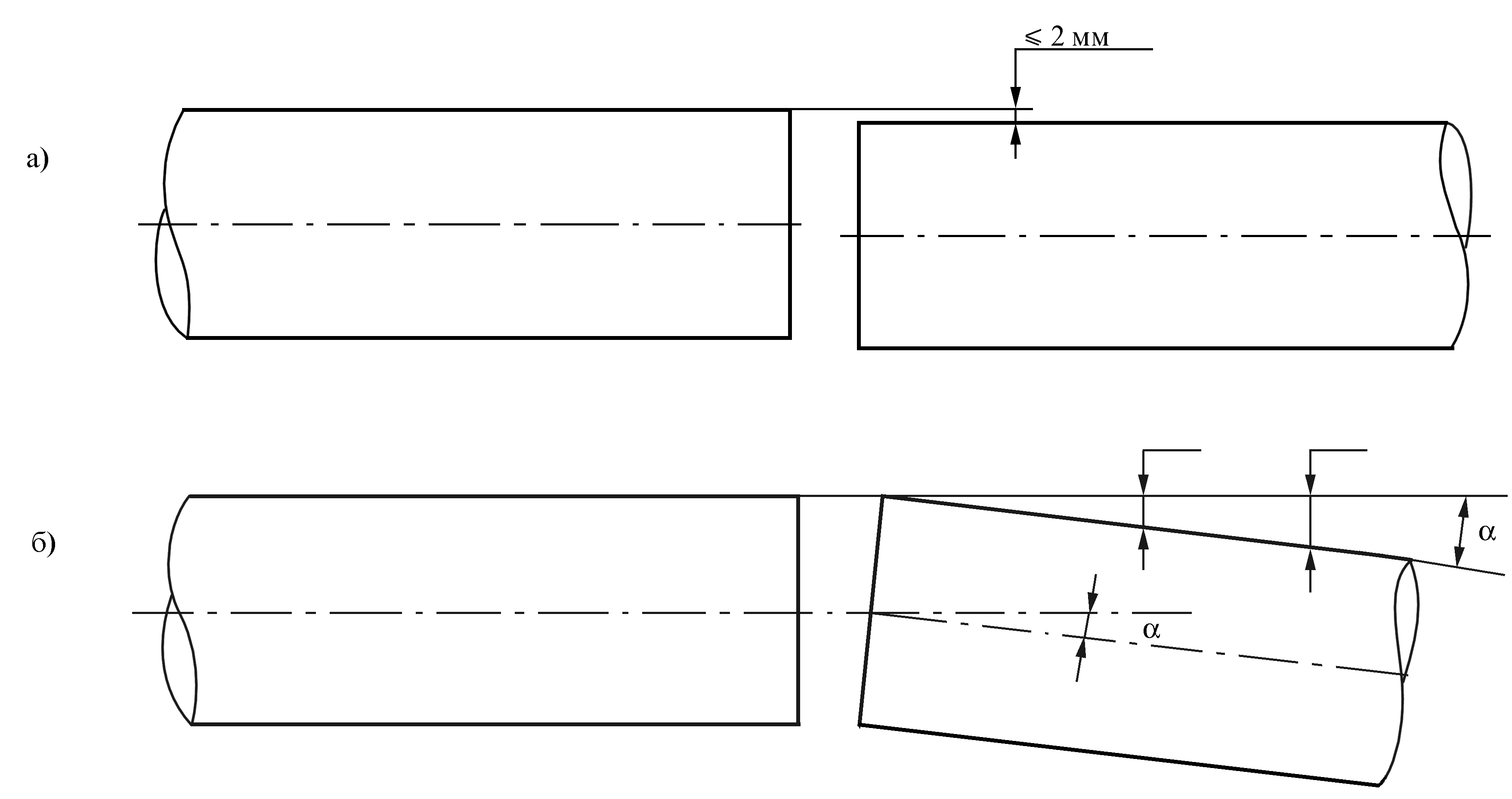
а) смещение кромок стыкуемых труб; б) несоосность стыкуемых труб.
Рисунок 16.15 – Схема замера соосности труб при врезке(α ≤ 1,50)
Деформированные взрывом торцы нефтепровода отрезают газовой резкой на расстоянии не менее 100 мм с последующей обработкой специализированными станками. Допускается обработка угловой шлифовальной машинкой со снятием слоя металла с обрезанного торца нефтепровода не менее 1 мм и формированием разделки кромок под сварку для труб с толщиной стенки до 17 мм.
Концы труб подвергаются УЗК на длине не менее 100 мм по всему периметру на наличие расслоений. Расслоения, выявленные УЗК, удаляются.
Подгонка «катушки» производится в следующей последовательности:
- производится разметка «катушки» (переходные кольца - при необходимости) на трубе, длина которой должна соответствовать длине вырезанного участка с учетом припуска на механическую обработку после газовой резки величиной 2 мм. Длина «катушки», соединительной детали и запорной арматуры с переходными кольцами, готовой к установке, должна быть меньше длины ремонтного участка на величину от 2 до 3 мм;
- разметка линии реза производится мелом или тальком с применением мягких шаблонов либо других специальных приспособлений.
- для определения длины монтируемой «катушки» производится измерение длины заменяемого участка нефтепровода в четырех точках по горизонтальной и вертикальной плоскостям в соответствии с рисунком 16.16. Разность длин образующих должна составлять не более 3 мм.
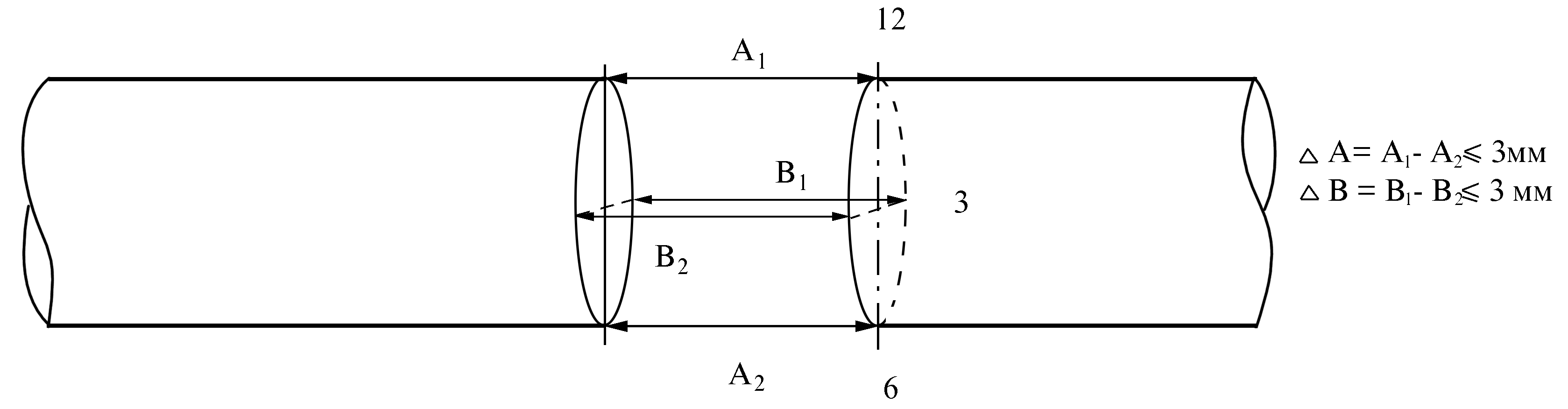
Рисунок 16.16 – Схема измерения длины ремонтного участка МН
Центровка «катушки» с нефтепроводом производится с применением наружных центраторов.
В случае, когда концы ремонтируемого нефтепровода и «катушки» имеют овальность, для сборки должны применять центраторы, предназначенные для исправления овальности.
Подготовка и подгонка «катушек», соединительных деталей (гнутых отводов, переходов, тройников, запорной арматуры) производится в следующей последовательности:
- при соблюдении требований РД по смещению кромок и разнотолщинности свариваемых элементов, на торец ремонтируемого нефтепровода установить, зафиксировать и приварить одну сторону гнутого отвода (перехода, тройника);
- при разнице в толщине стенки ремонтируемого нефтепровода и соединительной детали, превышающей требования РД, к соединительной детали с обеих сторон приварить вставки промежуточной толщины или переходные кольца, длина которых после монтажа должна быть не менее 250 мм.
Сборка окатушенной соединительной детали с ремонтируемым нефтепроводом (устранение технологического разрыва) производится с выполнением захлёста или установкой «катушки».
Не допускается сварка поперечных сварных стыков на соединениях типа труба с трубой (при врезке «катушки» и сварки стыков захлеста), труба с соединительными деталями (переходами, отводами, тройниками и т.д.), у которых расстояние между продольными сварными швами, примыкающими к поперечному стыку, составляет менее 100 мм.
Допускается расстояние менее 100 мм между примыкающими продольными сварными швами на поперечном сварном стыке на соединениях типа соединительная деталь с соединительной деталью при разрешении представителя службы технического надзора с записью в исполнительной документации.
Минимальное расстояние от поперечных сварных швов ремонтируемого нефтепровода до сварных швов привариваемой «катушки» должно быть не менее наружного диаметра нефтепровода, исключение - вставки промежуточной толщины или переходные кольца, длина которых должна быть не менее 250 мм.
Перед сваркой кромки деталей и ремонтируемого нефтепровода зачищаются до чистого металла на ширину не менее 15 мм с внутренней и наружной стороны.
Сборку элементов, отличающихся по толщине на 2 мм и менее, проводят без дополнительной обработки свариваемых торцов.
При сборке сварных стыков запрещается:
- нагрев стенки трубы для последующей правки концов труб или исправления вмятин;
- правка концов труб ударным способом.
- Сборка и сварка стыков захлестов должны выполняться по операционно-технологическим картам.
- В зависимости от условий выполнения работ сварка стыков захлестов при ликвидации технологических разрывов может производиться по трем схемам:
- схема 1 - концы нефтепровода свободны (не засыпаны грунтом), находятся в траншее и имеют свободу перемещения, как в горизонтальной, так и в вертикальной плоскостях;
- схема 2 - конец одного из стыкуемых участков нефтепровода свободно перемещается в вертикальной и горизонтальной плоскостях, а другой защемлен (подходит к узлу запорной арматуры и т.п.);
- схема 3 - оба конца соединяемых участков нефтепровода защемлены, но оси соединяемых участков находятся в пределах, соответствующих условиям сборки.
В соответствии со схемами 1,2 соединение участков нефтепровода может осуществляться сваркой одного кольцевого стыка захлеста или вваркой катушки с выполнением двух кольцевых стыков. В соответствии со схемой 3 ликвидацию технологического разрыва производят исключительно путем вварки катушки с выполнением двух кольцевых стыков (или трех стыков – для варианта составной катушки).
При выполнении захлёста концы перемещаемых участков нефтепровода вскрываются из расчета необходимости перемещения конца нефтепровода на расстояние (высоту), равное диаметру нефтепровода плюс 0,3 м от места выполнения захлёсточного стыка. Стык захлеста должен располагаться на расстоянии не менее одного диаметра от соседнего кольцевого шва, исключение - вставки промежуточной толщины или переходные кольца, длина которых должна быть не менее 250 мм.
При выполнении стыковки захлеста запрещается:
- стыковка труб с различной толщиной стенки;
- натяжка любого конца трубы для обеспечения необходимого зазора в сварном стыке;
- перемещение подвижного конца нефтепровода с радиусом меньше радиуса упругого изгиба нефтепровода.
Дата добавления: 2018-05-10; просмотров: 4878;
Поиск по сайту
Узнать еще
- C учетом изменения статической работы балки
- I. Режимы работы электротехнических устройств.
- II. Прием и оформление заказов на услуги (работы)
- II. Принцип действия и режимы работы синхронной машины
- JK-тpиггеp типа MS: особенности работы, схемная реализация.
- А). Условия подобия режимов работы ГТД
- А. Программирование работы гирлянды, работающей в режиме бегущей волны
- Аварийно-спасательные и восстановительные работы

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
