Автоматическая дуговая сварка.
Для автоматической дуговой сварки под флюсом используют непокрытую электродную проволоку и флюс для защиты дуги и сварочной ванны от воздуха. Подача и перемещение электродной проволоки механизированы. Автоматизированы процессы зажигания дуги и заварки кратера в конце шва.
В процессе автоматической сварки под флюсом (рис.2) дуга 10 горит между проволокой 3 и основным металлом 8. Столб дуги и металлическая ванна жидкого металла 9 со всех сторон плотно закрыты слоем флюса 5 толщиной 30-50 мм. Часть флюса расплавляется, в результате чего вокруг дуги образуется газовая полость, а на поверхности расплавленного металла - ванна жидкого шлака 4. Для сварки под флюсом характерно глубокое проплавление основного металла, подача. Действие мощной дуги и весьма быстрое движение электрода вдоль заготовки обусловливают оттеснение расплавленного металла в сторону, противоположную направлению сварки. По мере поступательного движения электрода происходит затвердевание металлической и шлаковой ванн с образованием сварного шва 7, покрытого твердой шлаковой коркой 6. Проволоку подают в дугу и перемещают ее вдоль шва с помощью механизмов подачи 2 и перемещения. Ток к электроду поступает через токопровод 1.
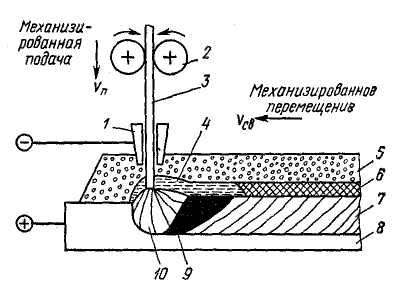
Рис. 2. Схема автоматической сварки под флюсом
Основные преимущества автоматической сварки под флюсом по сравнению с ручной дуговой сваркой состоят в повышении производительности процесса сварки в 5-20 раз, качества сварных соединений и уменьшении себестоимости 1 м сварного шва.
Дуговую сварку под флюсом выполняют сварочными автоматами; сварочными головками или самоходными тракторами, перемещающимися непосредственно по изделию. Назначение сварочных автоматов - подача электродной проволоки в дугу и поддержание постоянного режима сварки в течение всего процесса. Автоматическую сварку под флюсом применяют в серийном и массовом производствах для выполнения длинных прямолинейных и кольцевых швов в нижнем положении на металле толщиной 2-100 мм.
Дата добавления: 2016-12-16; просмотров: 2041;
Поиск по сайту
Узнать еще
- I. Автоматическая частотная разгрузка.
- II. АВТОМАТИЧЕСКАЯ РАЗГРУЗКА ПО ЧАСТОТЕ
- Автоматическая генерация базы данных
- Автоматическая дуговая сварка под флюсом
- Автоматическая защита и контроль работы холодильных установок.
- АВТОМАТИЧЕСКАЯ И ПОЛУАВТОМАТИЧЕСКАЯ СМЕНА ПЕЧАТНЫХ ФОРМ
- Автоматическая локомотивная сигнализации и ее виды. Общий принцип работы АЛС с использованием рельсовых цепей

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
