Краткая классификация многоцелевых станков и их компоновки
По характеру преобладающих технологических переходов и соответственно по разновидностям главного движения многоцелевые станки можно разделить на три большие группы:
- фрезерно–сверлильно–расточные, с главным движением – вращением
инструмента и компоновкой, аналогичной фрезерным (консольным, бесконсольным), сверлильным, горизонтально – расточным;
- токарно–сверлильные, токарно–сверлильно–фрезерные с главным движением – вращением обрабатываемой детали при компоновке, приближающейся к компоновке станков токарной группы;
- станки с широким использованием различных видов обработки (включая строгание) и с совершенно оригинальной компоновкой узлов.
Встречаются МС, скомпонованные как агрегатные станки, а также станки, состоящие из узлов, характерных для универсальных станков. В зависимости от расположения шпинделя МС подразделяются на горизонтальные и вертикальные. Имеются станки, шпиндель которых может менять положение своей оси в пространстве. Компоновка многоцелевого станка во-многом определяется его размерами. На крупных вертикальных станках массивная шпиндельная головка может вызывать перекос шпинделя, приводящий к потере точности и появлению вибраций при обработке.
По компоновке МС делятся на горизонтальные и вертикальные в зависимости от расположения оси шпинделя. На рис. 13 а и 13 б показаны горизонтальные МС для обработки заготовок корпусных деталей.
На рисунках обозначено: 1– стойка; 2 – шпиндельная бабка; 3 – станина; 4, 7– салазки; 5, 6 и 8 – столы; 9 – шпиндель; 10 – бабка изделия; 11 – портал; 12 – плита; 13 – поперечина.
Стойка 1 (рис. 13 а) с перемещающейся по ней в вертикальном направлении шпиндельной бабкой 2 устанавливается неподвижно либо перемещается по станине 3. При неподвижной стойке 1 стол 5 с поворотным столом 6 перемещается по двум взаимно-перпендикулярным осям координат с помощью салазок 4, снабженных крестообразно расположенными верхними и нижними направляющими. Для обработки заготовок с разных сторон поворотные столы индексируются через 90° или могут поворачиваться на углы, заданные программой.
При подвижной в одном направлении стойке 1 (рис. 13 б) стол 5 перемещается по одной линейной оси координат. Если же стойка 1 (рис. 13 в) с помощью промежуточных салазок 7 перемещается по двум взаимно-перпендикулярным осям, то стол 5 выполняют неподвижным. Компоновки с неподвижным или перемещающимся только по одной оси координат столом 8 (рис. 13 г) используются в станках с поворотно-наклонным столом 5.
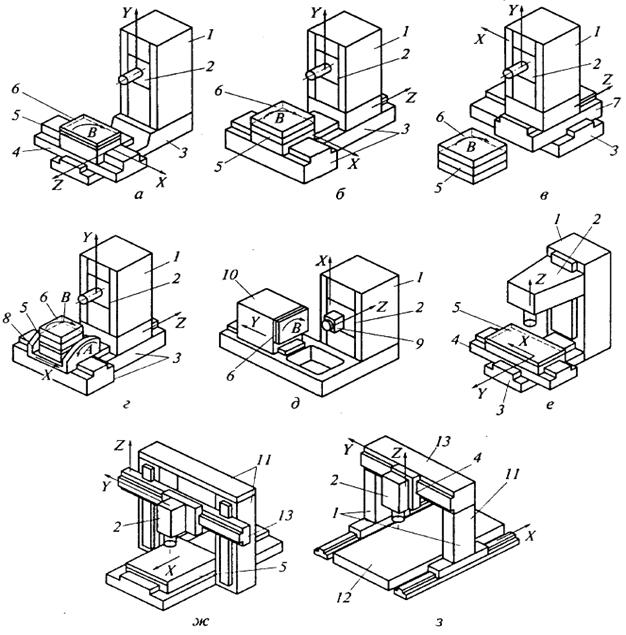
Рис. 13. Компоновки многоцелевых станков: а – горизонтальная с неподвижной стойкой, крестовым и поворотным столом; б – горизонтальная с подвижной по одной оси координат стойкой, столом и поворотным столом; в – горизонтальная с неподвижным поворотным столом и крестовой стойкой; г – горизонтальная с подвижной по одной оси координат стойкой и с поворотно-наклонным столом; д – горизонтальная с неподвижной стойкой и поворотным вокруг горизонтальной оси координат столом; е – вертикальная с неподвижной стойкой и крестовым столом; ж – вертикальная с двумя стойками, подвижным столом и поперечиной: з – вертикальная со стойками и подвижным порталом
На рис. 13 д показан горизонтальный МС для обработки заготовок корпусных деталей или деталей типа тел вращения. На неподвижной стойке 1 в вертикальном направлении перемещается шпиндельная бабка 2 с выдвижным шпинделем 9. В перпендикулярном направлении к оси вращения инструментального шпинделя 9 может перемещаться бабка изделия 10 вдоль горизонтальной оси.
Станки указанной компоновки предназначены для сверлильно-фрезерно-расточной обработки вращающимся инструментом и для токарной обработки не вращающимся инструментом, закрепленным в неподвижном шпинделе 9, заготовок в патроне, установленном на поворотном столе 6.
На рис. 13 е показан вертикальный МС с неподвижной стойкой 1, по вертикальным направляющим которой перемещается шпиндельная бабка 2. Салазки 4 со столом 5 могут осуществлять движение поперечной подачи по направляющим станины 3, стол 5 (как правило, удлиненной формы) - движение продольной подачи по направляющим салазок.
На рис. 13 ж и 13 з показаны двухстоечные вертикальные МС. Портал 11 может быть неподвижным или подвижным. Он передвигается вдоль неподвижной плиты 12. При неподвижном портале (рис. 13 ж) стол 5 перемещается по одной оси координат, на нем устанавливается стол-спутник или заготовка.
Шпиндельная бабка 2 расположена на поперечине 13 и перемещается по ней в горизонтальном направлении, перпендикулярном к направлению перемещения стола. Поперечина 13 может быть неподвижной, являясь частью портала.
При неподвижной поперечине (рис. 13 з) по оси координат 7 перемещается шпиндельная бабка 2, расположенная на салазках 4, которые перемещаются по направляющим поперечины 13.
В этих случаях обработка на МС не требует, как правило, сложной специальной зажимной оснастки. Заготовки часто крепят с помощью простых упоров и прихватов. Применяют также универсально-сборные приспособления (УСП).
Дата добавления: 2017-10-04; просмотров: 4686;
Поиск по сайту
Узнать еще
- Arthropoda..Систематика.Насекомые.Морфология.Классификация.Медицинское значение.
- I. КЛАССИФИКАЦИЯ ПО ИСПОЛЬЗОВАНИЮ.
- I. Классификация углеводов.
- I.4. Классификация групп крови
- III.3. Классификация пород-коллекторов нефти и газа
- IV. Классификация в зависимости от локализации источника кровотечения
- IV. Классификация обязательств РК по международным договорам
- IV.3. Классификация залежей нефти и газа

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
