Примеры конструкций многооперационных станков и их характеристики
Обрабатывающие центры модельного ряда ОЦ.Обрабатывающие центры модельного ряда ОЦ (рис. 14, 15 и 16) обладают широким набором технологических возможностей. Они предназначены для фрезерования различных поверхностей (плоских и криволинейных), растачивания, сверления, зенкерования и развертывания отверстий, нарезания резьбы метчиками, фрезами в деталях из труднообрабатываемых материалов сталей, чугуна, цветных металлов и их сплавов. Станки позволяют измерять и запоминать длину инструмента с точностью 0,01 мм, что обеспечивает возможность обработки поверхностей на
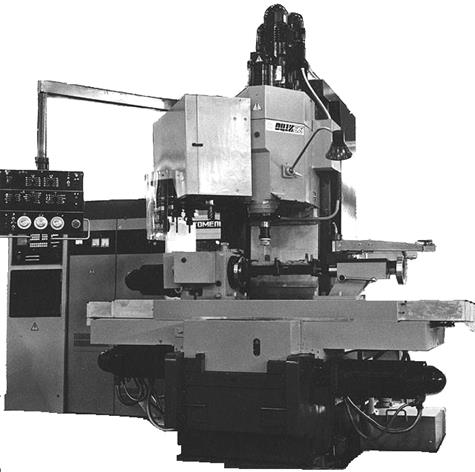
Рис. 14. Обрабатывающий центр модели ОЦ1И22
слияние, исключает необходимость в ручной настройке инструмента вне станка и упрощает подготовку программ.
Измеряемые величины автоматически заносятся в память устройства ЧПУ. Устройства ЧПУ типа ОЦ обеспечивают адаптивное управление скоростью подачи по мощности привода главного движения, а также контроль износа и поломки инструмента. Станки имеют инструментальный магазин, возможность записи программы по модели, позволяют производить четырехкоординатную обработку деталей сложной формы, длинных и корпусных деталей, контурное фрезерование, обработку спиральных пазов и окон на цилиндрических деталях. Имеется автоматический контроль радиуса фрезы, длины инструмента и измерение обработанной детали.
Технические характеристики станков приведены в табл. 3.
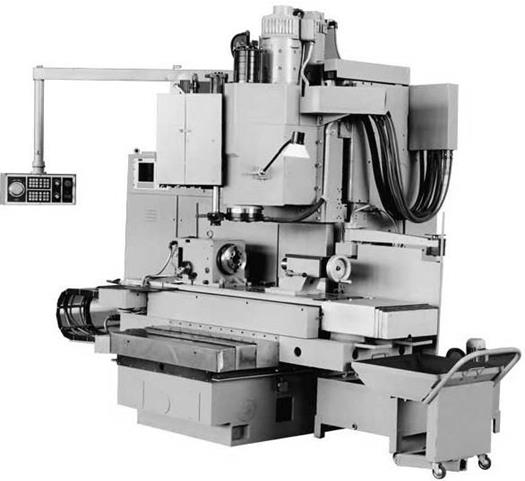
Рис. 15. Обрабатывающий центр модели ОЦ1И32
Табл. 3. Технические характеристики станков модельного ряда ОЦ
| Наименование параметра | ОЦ1И22 | ОЦ1И32 | ОЦ1И32Д |
| Класс точности станка по ГОСТ 8-82 | Н | Н | Н |
| Размеры рабочей поверхности стола, мм. | 1250х400 | 1250х500 | 1250х500 |
| Наибольшее перемещение стола относительно оси шпинделя, мм. продольное/поперечное | 1200/400 | 1200/500 | 1200/500 |
| Наибольшая скорость перемещения стола по направлениям, м/мин в продольном/поперечном | 10/10 | 12/12 | 12/12 |
| Предельные размеры заготовок, мм. - при закреплении на столе - в поворотном устройстве | 1200х400х350 320х900 | 1200х500х400 320х900 | 1200х500х400 320х900 |
| Количество шпинделей, шт. | |||
| Расстояние между осями шпинделей, мм | - | - | 400±0,01 |
| Конус шпинделя по ГОСТ 15945-82 | SK 50 | 50АТ5 | 40АТ5 |
| Предел частоты вращения шпинделя, об/мин. | 20…2500 | 20…3500 | 20…8000 |
| Наибольшее перемещение (ось Z), мм. | |||
| Наибольшая скорость перемещения, м/мин. | |||
| Количество механизмов автоматической смены инструментов | |||
| Наибольшее количество инструментов, шт. | 15х2 | ||
| Наибольшая масса инструмента, кг. | |||
| Наибольший диаметр инструмента, мм. | |||
| Время цикла смены инструмента, с. | |||
| Точность позиционирования, мкм. | |||
| Стабильность позиционирования, мкм. | |||
| Точность при контурном фрезеровании, мм. | 0,03 | 0,03 | 0,03 |
| Общая мощность электродвигателей, кВт. | 20,2 | 46,0 | |
| Габаритные размеры, мм. | 4500×2300× ×3000 | 4460×2575× ×3070 | 3735×2560× ×2850 |
| Масса станка, кг |
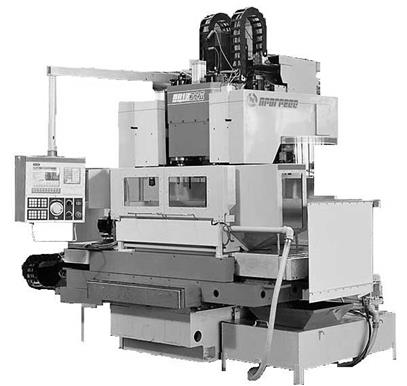
Рис. 16. Обрабатывающий центр модели ОЦ1И32Д
Станок сверлильно-фрезерно-расточный с ЧПУ модели 630Н. Этот станок (рис. 17), имеющий систему автоматической смены инструмента (АСИ) и числовое программное управление, предназначен для комплексной обработки деталей из различных конструкционных материалов с 4-х сторон в условиях единичного, мелкосерийного и серийного производства. Он выполняет операции сверления, зенкерования, развертывания, получистового и чистового растачивания отверстий, нарезания резьбы метчиками и фрезерования. Область применения: машиностроительные предприятия различных отраслей промышленности. К функциональным возможностям станка относится высокоскоростная обработка, оснащение контрольными щупами для измерения деталей и инструмента и устройство смены паллет. На рис 18 даны направления перемещений. Там же обозначено: ось X – продольное перемещение стола, ось Y – вертикальное перемещение шпиндельной бабки, ось Z – поперечное перемещение колонны (стойки), ось В – поворот стола с вертикальной осью вращения.

Рис. 17. Станок сверлильно-фрезерно-расточной с ЧПУ модели 630Н
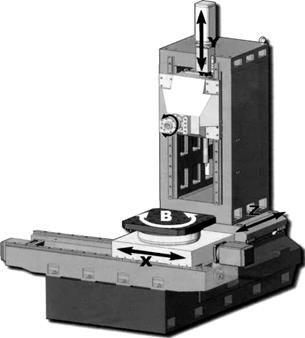
Рис. 18. Возможные перемещения по осям в станке модели 630Н
Табл. 4. Техническая характеристика станка модели 630Н
| Наименование параметра Параметры стола | 630Н |
| Параметры стола | |
| Размеры рабочей поверхности стола, мм Диаметр центрального отверстия, мм Диаметр крепежных отверстий, мм | 630x630 25H7 M16-H |
| Шпиндель | |
| Конус конца шпинделя (DIN 69871) Пределы частот вращения шпинделя, об/мин Номинальный крутящий момент шпинделя, Нм | SK40 0...8000 |
| Перемещения | |
| Наибольшие программируемые перемещения по осям, мм - продольное перемещение стола (X) - вертикальное перемещение шпиндельной бабки (Y) - поперечное перемещение колонны (Z) Поворот стола (ось В), град. Наименьший угол поворота стола, град. Точность углового положения стола, град. Диапазон рабочих подач по координатам X, Y, Z, мм/мин Ускоренные хода по координатам X, Y, Z, м/мин | ±0,002 1...15 000 15...25 |
| Инструментальный магазин | |
| Емкость инструментального магазина, шт. Время смены инструмента, с Наибольший диаметр инструмента, устанавливаемого в магазине, мм Наибольшая длина инструмента, устанавливаемого в шпинделе станка, мм Наибольшая масса оправки, устанавливаемой в магазине, кг | |
| Характеристика электрооборудования | |
| Мощность главного привода, кВт Суммарная мощность установленных на станке электродвигателей, кВт Система ЧПУ | 11/17 31,5 SIEMENS SINUMERIK 840D |
| Прочие характеристики | |
| Габаритные размеры, мм Общая площадь станка в плане, кв.м. Масса, кг | 3100x3300x3690 |
Станок сверлильно-фрезерно-расточный с ЧПУ модели 400V. Станок сверлильно-фрезерно-расточный с автоматической сменой инструмента (АСИ) и числовым программным управлением (ЧПУ) модели 400V (рис. 19) предназначен для комплексной обработки деталей из различных конструкционных материалов в условиях единичного, мелкосерийного и серийного производства. Выполняет операции сверления, зенкерования, развертывания, получистового и чистового растачивания отверстий, нарезания резьбы метчиками и фрезами, фрезерования. Область применения: машиностроительные предприятия различных отраслей промышленности.
Возможности станка: высокоскоростная обработка, применение поворотного стола для четырехкоординатной обработки, оснащения щупами для измерения детали и инструмента.

Рис. 19. Станок сверлильно-фрезерно-расточный с ЧПУ модели 400V
Табл. 5. Техническая характеристика станка 400V
| Наименование параметра Параметры стола | 400V |
| Параметры стола | |
| Размер рабочей поверхности стола, мм Ширина направляющего паза, мм Количество Т-образных пазов Наибольшее расстояние от торца шпинделя до стола, мм | 400x900 18H7 |
| Шпиндель | |
| Конус шпинделя (DIN 69871) Диапазон частот вращения шпинделя, об/мин Номинальный крутящий момент на шпинделе, Нм | SK40 0-8000 44,6 |
| Перемещения | |
| Наибольшие программируемые перемещения по осям, мм -продольное перемещение стола (X) -поперечное перемещение верхней колонны (Y) -вертикальное перемещение шпиндельной бабки (Z) Точность позиционирования, мм | ±0,005 |
| Инструментальный магазин | |
| Емкость инструментального магазина, шт. Время смены инструмента, с Наибольший диаметр инструмента, устанавливаемого в магазине, мм Наибольшая длина инструмента в шпинделе станка, мм Наибольшая масса оправки, устанавливаемой в магазине, кг | 8,5 |
| Характеристика электрооборудования | |
| Мощность двигателя главного привода, кВт Суммарная мощность электродвигателей, кВт Система ЧПУ | 17,7 SIEMENS SINUMERIK 802D |
| Прочие характеристики | |
| Габаритные размеры, мм Общая площадь станка в плане, кв.м. Масса, кг | 2400x2200x2640 6,1 |
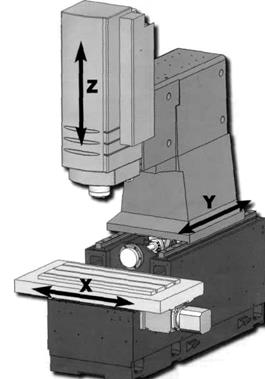
Рис. 20. Возможные перемещения по осям в станке 400V
На рис 20 обозначено: ось X – продольное перемещение стола; ось Y – поперечное перемещение колонны; ось Z – вертикальное перемещение шпиндельной бабки
Вертикальные обрабатывающие центры типа V.CNC.Они создавались для небольших механических цехов, учебных заведений, а также для пользователей, впервые имеющих дело с системами ЧПУ.
Простые в обучении и эксплуатации, станки V.CNC (рис. 21) оборудованы системой ЧПУ «Fanuc 21i МВ» с широкими техническими возможностями и удобным интерфейсом.
Функции, осуществляемые при нажатии одной клавиши, минимизируют время наладки и обработки. Доступ к справочным экранам возмоенпутем нажатия одной клавиши. Имеется функция «быстрое резание» для эффективного, простого ручного и полуавтоматического фрезерования.
Передача данных и возможность дистанционной работы в режиме прямого ЧПУ обеспечивается при помощи РСМС1А-карты и последовательного порта системы ЧПУ. Оба терминала установлены в стандартной комплектации, а для хранения управляющих программ могут также использоваться флэш-карты.
Функция контроля состояния инструмента в шпинделе автоматически прекращает обработку, если нагрузка на шпиндель превышает установленное предельное значение. Автоматический режим отключения питания позволяет оптимизировать работу в цехе, так как в режиме безлюдной технологии после окончания обработки электропитание станка автоматически выключается.
 |
Рис. 21. Обрабатывающий центр модели V.CNC 500
В данном станке обеспечиваются перемещения по трем координатным осям X,Y,Z в пределах 510x510x510 мм. Скорость же быстрой подачи достигает 20 м/мин. Стандартная частота вращения шпинделя – до 8000 об/мин, пиковая передаваемая мощность – до 13 кВт, максимальная программируемая скорость подачи – 15 м/мин., время смены инструментов составляет 7 секунд.
Вертикальные обрабатывающие центры СFV800. Новое поколение вертикальных обрабатывающих центров (рис. 22) обеспечивает высокую производительность, точность обработки и рентабельность производства. Имеют литую станину высокой жесткости, обеспечивают более высокую точность финишной обработки, малое время настройки и программирования.
К основным техническим характеристикам можно отнести: перемещения по осям Х,У,Z до 1300x540x560 мм, соответственно, возможность выбора одной из 4-х различных систем ЧПУ, наибольшую частоту вращения шпинделя до 40000 об/мин, возможность использования 3-х уровней производительности и эффективную систему удаления стружки.
Рис. 22. Обрабатывающий центр модели СFV 800
Эта конструкция, обладающая высокой жесткостью, обеспечивает прецизионное поверхностное финиширование, особенно при высоких скоростях. Новая система направляющих с высокой жесткостью и новыми блоками качения обеспечивает исключительную надежность и высокую стабильность в течение длительного времени эксплуатации. Новая двухтрубная конструкция шпиндельной бабки обеспечивает максимальную устойчивость к скручиванию и разработана специально для обеспечения стабильности при операциях глубокого сверления и фрезерования.
Большая величина проема, равная 585 мм и рабочего хода по оси Y, составляющего 540 мм (одного из самых больших в своем классе станков), позволяют обрабатывать широкие детали. Применение моделей с ходом по оси X в 1300 мм обеспечивает еще большую гибкость, как при обработке больших деталей, так и при обработке нескольких деталей на столе станка.
Станки СFV обеспечивают оптимальное управление процессом удаления стружки. Поддон станины со встроенными наклонными каналами и полностью закрытыми линейными направляющими обеспечивает надежное удаление стружки, исключая необходимость использования проблемных улавливателей стружки. Интегрированная система смывки стружки, автоматическая система подачи СОЖ и промывочный пистолет высокого давления являются стандартными устройствами на станках данной серии.
Предоставляется возможность выбора специализированных систем ЧПУ мирового класса (Simens Sinumerik 810D и 840D, GЕ Fanuc 18i-МВ или Нeiden-hain ТНС).
Выдержано условие эргономичности конструкции. Одна дверь с большим окном толщиной 8 мм, торцевые окна доступа и высокоэффективное освещение обеспечивают хороший обзор рабочей зоны и безопасность работы. Подвижное крепление стойки ЧПУ с удобной полкой тщательно отработаны с точки зрения удобства работы оператора. Расстояние от передней до задней части станка минимизировано для облегчения перевозки станков в контейнерах.
Большая по объему рабочая зона предоставляет все возможности для размещения поворотных столов, деталей большого размера и зажимных приспособлений. Дизайн обеспечивает оптимальные условия для работы и очень небольшой размер требуемой рабочей площади в цехе.
Конфигурация станков для максимизации потенциальных возможностей может быть изменена. Возможный выбор шпинделей: от шпинделей со скоростью вращения 5000 об/мин и высоким крутящим моментом, обеспечивающих максимальный съем металла, до шпинделей со скоростью вращения 40000 об/мин для наиболее тонких и точных операций. Дополнительно возможна установка 4-ой и 5-ой осей для минимизации потребного количества зажимных приспособлений. Возможность обеспечения длительной безотказной работы шпинделя во всем диапазоне обрабатываемых деталей, обеспечивают индикаторы состояния станка и датчики контроля величины износа инструментов.
Станок продольно-фрезерный пятикоординатный модели ВФ5Н.Этот станок (рис. 23) предназначен для обработки заготовок длинных корпусных деталей, а также плоских деталей и деталей кубической формы, т.е. в тех случаях, когда нельзя использовать большинство многоцелевых станков.
Заготовки, закрепляемые непосредственно на столе, могут обрабатываться с пяти сторон за один установ. При обработке горизонтальных поверхностей используется вертикальный шпиндель, вращение которому передается от сверлильно-фрезерной бабки, смонтированной на траверсе станка. Вертикальные поверхности обрабатываются горизонтальным шпинделем.
Поворот горизонтальной шпиндельной бабки и установка наклона выполняются автоматически по команде от системы ЧПУ.
Станок предназначен для комплексной механической обработки крупногабаритных деталей со сложными аэродинамическими поверхностями из особо прочных сталей, титановых и легких сплавов. Станок обеспечивает: фрезерование плоскостей, пазов, выступов, криволинейных контуров, сверление, зенкерование, развертывание, растачивание отверстий, нарезание резьбы метчиком. Обработка производится по пяти координатам по программе.
В специальных случаях управление ручное – посредством кнопочных выключателей с пульта управления. Наличие двух управляемых независимо друг от друга столов позволяет сократить вспомогательное время: когда один стол находится в позиции ожидания (на нем производится выгрузка обработанной детали и закрепление новой заготовки), на втором выполняется обработка.
Для обработки длинных деталей можно сцеплять оба стола с помощью автоматической системы. При этом скорость ускоренного хода стола составляет 10 м/мин, что обеспечивает минимальное время сцепления-расцепления и позиционирования.
При портальной компоновке обеспечивается статическая и динамическая жесткость для достижения высокого уровня точности обработки, производительности и стойкости инструмента.
Столы и сверлильно-фрезерная бабка перемещаются по гидростатическим направляющим. В приводе стола использованы гидростатический червяк и рейка с пластмассовым покрытием, что позволяет достичь максимальной жесткости в продольном направлении и равномерного движения подачи.
Табл. 6. Техническая характеристика станка модели ВФ5Н
| 1. Класс точности | Н |
| 2. Рабочая поверхность стола, мм длина х ширина | 7000 х 2500 |
| 3. Наибольшее перемещение, мм -продольное -поперечное -вертикальное | |
| 4. Пределы рабочих подач: - линейных, мм/мин - угловых, 1/мин | до 10000 до 360 |
| 5. Пределы частоты вращения шпинделя, об/мин. | 20 - 2500 |
| 6. Мощность главного привода, кВт | |
| 7. Количество инструментов в магазине, шт. | |
| 8. Габаритные размеры, мм длина х ширина х высота | 19000 x 6500 x 6000 |
| 9. Масса станка, кг |

Рис. 23. Станок продольно-фрезерный пятикоординатный модели ВФ5Н
Температурные деформации в салазках и вертикальном шпинделе автоматически компенсируются, что повышает точность обработки. Результаты постоянного контроля основных функций выводятся на дисплей подвесного пульта. Диагностика отказов осуществляется с помощью ЭВМ.
Диапазон обрабатываемых заготовок составляет 1750... 2250 мм (ширина) и 2000... 8000 мм (длина). Со сцепленными столами можно обрабатывать заготовки длиной от 4700 до 16 700 мм.
Дата добавления: 2017-10-04; просмотров: 3214;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
