ХОЗЯЙСТВЕЖЕЛЕЗНЫХ ДОРОГ
5.1. Приборы, регистрирующие сигналыакустической эмиссии (ИРП-12, Contest)
Сигналы акустической эмиссии возникают в металлических деталях при пластических деформация металла.5.2. Индикатор ресурса подшипника ИРП-12(ЗАО МЕТАКОМ)
Назначение: контроль технического состояния подшипника качения на основе акустической эмиссии в диапазоне ультразвуковых частот 20-300 кГц работающего подшипника.
Минимальное число оборотов 5 об/мин, максимальное - не ограничено.Время диагностирования одного узла до 1 мин.
Основные источники формирования акустико-эмиссионного сигнала в ультразвуковом диапазоне частот эксплуатируемого подшипникового узла:
- упругие волны от нормальных и касательных напряжений пятен контакта в поверхностных
слоях тел и дорожек качения при вращении от действующих нагрузок и чисел оборотов;
- микроудары вследствие шероховатости поверхности тел и дорожек качения, усиливающиеся из-за коксования масла и наличия продуктов износа;
- гидродинамические эффекты от смазки в зоне контактных напряжений тел качения с дорожками качения;
- импульсивный сигнал от образования трещин в металле тел качения;
- микроудары и удары от перекатывания дефектных поверхностей (шелушение, развитие трещин, сколы, раковины);
- микротрещины наружного кольца в гнезде корпуса;
- износ посадочных мест подшипника, сопровождаемый скользящими перемещениями поверхности колец относительно посадочных
мест;
- проскальзывание тел качения по дорожкам качёния. Наиболее информативный диапазон частот акустико-эмиссионного сигнала 30-300 кГц. На этих частотах влияние импульсов от работающих узлов минимально, что позволяет осуществлять диагностику с надёжностью более 0,9. Амплитуды сигнала возрастают с увеличением нагрузок и числа оборотов механизма.
Влияние незакоксованной смазки на амплитуду сигнала двояко:
- отсутствие смазки увеличивает амплитуду;
- «подбивка» консистентной смазки или восстановление режима жидкой смазки уменьшает
амплитуду.
Зависимость между техническим состоянием и показанием дисплея D прибора от времени работы при номинальной нагрузке подшипника
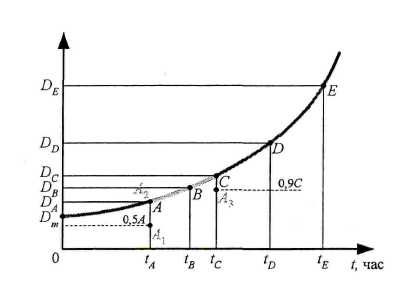
На рисунке:
Ах - подшипник собран с соблюдением технологии сборки;
А2 - Необходимо проверить сборку;
А3- решение принимается комиссионно.
Если дефекты смазки и монтажа отсутствуют, то точки тренда соответствуют следующим состояниям подшипника: , Dm
Качество монтажа и конструктивных элементов подшипникового узла Dm =6,3-0,4Da.
А.
Накопление усталостных микротрещин в поверхностном и приповерхностном слоях тел и дорожек качения приводят к появлению микровыкрашиваний. W' Участок А-В.
Развитие поверхностных трещин, мелких выкрашиваний, зарождение пятен выкрашивания на телах и дорожках качения.
Участок В-С.
Развитие трещин на телах и дорожках качения, приводящих в дальнейшем к выкрашиванию металла с образованием раковин, начало интенсивного износа сепаратора, рост пятен выкрашивания.
Участок C-D.
Образование мелких раковин, возможен усталостный износ сепаратора с появлением в нём, в зависимости от материала и конструкции, небольших трещин.
Участок D-E.
Образование значительных и крупных раковин, развитие на кольцах подшипника трещин до сквозных.
Далее Е.
Работа подшипника с крупными раковинами, трещинами, генерация значительной вибрации, до заклинивания с большим тепловыделением.
В точке D имеется вероятность разрушения сепаратора.
В зависимости от норм отбраковки подшипников в каждой отрасли устанавливается по тренду предельное показание дисплея D.
Техническое состояние подшипникового узла на участке тренда:
Dm-A - характеризуется устойчивой работой (зелёная зона);
А-С - допустимая эксплуатация (жёлтая зона);
С-У - недопустимая эксплуатация (красная зона).
Оценка спектра акустико-эмиссионного от диагностируемого подшипникового узла позволяющая оценить его состояние, высвечивается на дисплее в цифровой форме.
Для конструктивно подобранных узлов и постоянной точке размещения датчика показания дисплея Da определяются функциональной зависимостью диаметра посадочного отверстия эксплуатируемого подшипника — d, числа оборотов вала — п(об/мин); коэффициента нагрузки Кп: Da = f(d,n,Kn).
Это подтверждается накопленными экспериментальными данными, что позволяет надёжно определять значения зон технического состояния подшипника:
- хорошая;
- допустимая;
- недопустимая.
Для подшипников КМБ локомотивов и подвижного состава рекомендуется замену подшипников производить на уровне (0,9-1,0)Ьс (конец жёлтой зоны) имея резерв времени по остаточному ресурсу работы до точки D, при значениях сигнала более 1,0-Dc производит* ремонт узла.
Съём и сравнение показателей Dm с различных точек корпуса, крышек, болтов крепления крышек в затянутом и ослабленном состоянии подшипникового узла дозволяют выявить и устранить дефект монтажа подшипникового узла, доведя значение ниже 0,3-0,4 Da для новых и ниже 0,6 Da для ремонтного подшипника. Тщательный подбор элементов ремонтного подшипника, правильный монтаж и смазка позволяют добиться значений Dm<0,3-0,4 Da. Уменьшение параметра Dm, как параметра качества сборки и произведённого ремонта увеличивает долговечность подшипникового узла.
Такие нарушения в работе оборудования как расцентровка валов, дисбаланс, дефекты крепежа - отрицательно влияют на работу подшипника и могут давать прибора до значений De.
Разброс показаний и максимальное значение сигнала «Р» несут дополнительные диагностические признаки дефектов подшипникового узла: дефекты смазки, недостаток или отсутствие смазки, наличие продуктов износа или коксования смазки, потеря смазочных свойств - увеличивают среднее значение, разброс показаний, максимальное значение «Р». Состав прибора
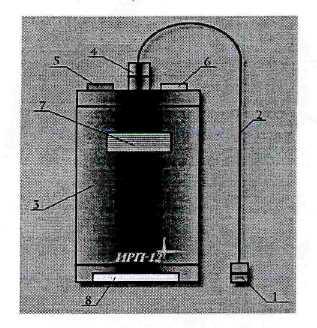
1. Пьезокерамический датчик.
2. Кабель датчика.
3. Измерительный блок.
4. Гнездо подключения кабеля датчика.
5. Кнопка питания прибора «Вкл/Выкл».
6. Кнопка «ПИК» при нажатии и удержании показывает пиковые значения числа «Р».
7. Окно дисплея.
8. Крышка с уплотнителем аккумуляторного отсека (аккумуляторы А - 1,2 В, время работы
прибора - 22 часа).
Дата добавления: 2017-10-04; просмотров: 1131;
Поиск по сайту
Узнать еще
- XXXI. ПОДВЕСНЫЕ МОНОРЕЛЬСОВЫЕ ДОРОГИ
- Автомобильные дороги
- Автомобильные дороги: определение группы сооружений, основные конструктивные элементы
- Безопасности дороги
- В зависимости от соотношения протяжения лесных и полевых участков вдоль дороги различают закрытый, полузакрытый, полуоткрытый и открытый придорожные ландшафты.
- В связи с большим количеством подземных коммуникаций и инженерных сооружений геодезические работы выполняют в городских условиях с большей точностью, чем на загородных дорогах.
- Виды спец сооружений на горных дорогах.
- Водопропускные трубы на автомобильных дорогах, их классификация и конструктивные особенности.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
