Сборно-монолитная встроенная каркасная система с преднапряженными несущими конструкциями
Данная система может быть успешно применена при реконструкции жилых зданий с кирпичными стенами прямоугольной в плане формы и надстройкой несколькими этажами. Ее отличительной особенностью является возможность адаптации к широкой гамме жилых домов старой постройки с различным шагом оконных проемов и высоты этажей. Широкий шаг (до 9,0 м) размещения колонн позволяет получать помещения с гибкой планировкой.
На рис. 9.8 приведены конструктивно-технологические схемы встроенных систем с перекрытиями из несъемной опалубки по преднапряженным ригелям и с использованием многопустотного настила.
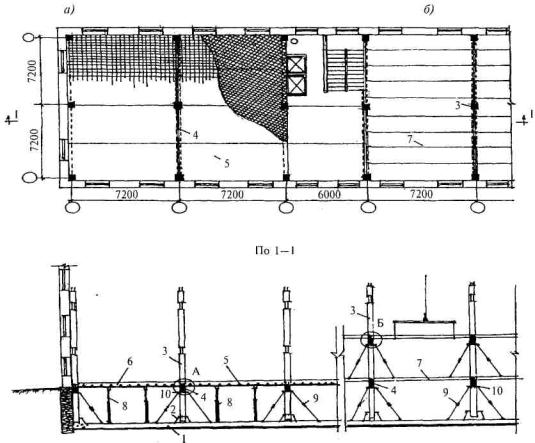
Рис . 9.8. Конструктивно-технологическая схема встроенного сборно-монолитного каркаса
а - с использованием несъемной опалубки перекрытий; б - с перекрытиями из многопустотного настила; 1 - монолитная фундаментная плита; 2 - стаканы фундаментов колонн; 3 - многоярусные колонны; 4 - преднапряженный ригель; 5 - железобетонная несъемная опалубка перекрытий; 6 - монолитный бетон; 7 - сборный многопустотный настил; 8 - стойки с распределительными балками; 9 - подкосы; 10 - хомут
Технология возведения включает: цикл устройства фундаментной плиты из бетона классов В-15-В-25 с фундаментами под колонны стаканного типа, монтаж многоярусных колонн с выверкой и временным креплением с помощью подкосов, поярусный монтаж ригелей, стенок жесткости, установку элементов несъемной опалубки с дополнительным армированием и бетонированием или монтажом многопустотных плит перекрытия с омоноличиванием стыков.
В основе системы используются многоэтажные колонны, в которых в местах сопряжения с ригелями и перекрытиями отсутствует бетон. Технология их изготовления производится на длинных стендах из бетонов класса В-30, что позволяет для каждого конкретного здания в соответствии с высотой этажа осуществлять размещение зоны стыка путем устройства вкладышей.
Стык колонн при их наращивании производится по штепсельной схеме, что исключает применение сварочных работ.
В процессе монтажа каркаса в местах примыкания ригелей и элементов перекрытия выполняются дополнительное армирование и омоноличивание. При омоноличивании образуется узел, обеспечивающий пространственную жесткость каркаса (рис 9.9).
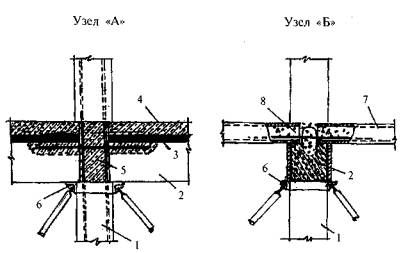
Рис 9.9. Узлы сопряжения колонн с ригелями и элементами перекрытия
А - с использованием несъемной опалубки; Б - с перекрытием из многопустотного настила; 1 - колонны; 2 - ригели; 3 - несъемная опалубка из преднапряженных плит толщиной 60 мм; 4 - монолитная часть перекрытия; 5 - омоноличенный узел ригелей и колонны; 6 - хомут с подкосами; 7 - многопустотный преднапряженный настил перекрытия; 8 - монолитный участок
Ригели выполняются предварительно напряженными из бетонов класса В-30. Их ширина принимается равной ширине колонн примыкания, а высота рассчитывается в зависимости от воздействующих нагрузок (шага колонн, пролета и длины ригеля).
Омоноличивание плиты перекрытия в зоне сопряжения с ригелем создает тавровое рабочее сечение, где сборный ригель является ребром тавра, а его верхней полкой служит примыкающий участок плиты перекрытия.
Их изготовление осуществляется на длинных стендах с использованием предварительно напряженной канатной арматуры. Применение длинных стендов позволяет изготавливать широкую номенклатуру по длине, что обеспечивает их использование для зданий с различной шириной корпусов. В верхних зонах ригелей размещаются замкнутые хомуты, обеспечивающие связь со сборно-монолитной плитой перекрытия.
Сборно-монолитные перекрытия выполняются из несъемной железобетонной преднапряженной опалубки толщиной 60 мм, которая устанавливается на плоскость ригелей. Дополнительное армирование и шероховатость поверхности плит обеспечивают требуемую адгезию и однородность работы перекрытия по всей толщине.
Технологически эффективным является использование в качестве перекрытия преднапряженного многопустотного настила. Такое решение исключает использование в больших объемах монолитного бетона, что особенно актуально при реконструкции зданий в условиях пониженных и отрицательных температур.
Наиболее эффективно использование многопустотного настила, изготавливаемого по экструзионной технологии. Это позволяет получать требуемую длину изделий по резательной технологии с минимальными трудозатратами. В зависимости от нагрузок толщина плит перекрытий колеблется от 150 до 400 мм, что позволяет перекрывать пролеты до 20 м (рис 9.10).
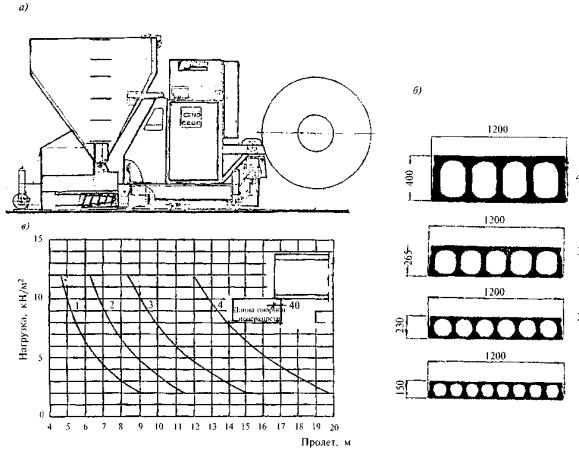
Рис 9.10. Производство плит перекрытия по экструзионной технологии
а - общий вид укструдсра; б - номенклатура прсднапряженного железобетонного многопустотного настила; в - кривые несущей способности плит в зависимости от пролета
Использование длинных стендов (120-150 м) для изготовления колонн, предварительно напряженных ригелей и несъемной опалубки обеспечивает технологическую гибкость и способствует без переналадки бортоснастки получать широкую гамму сборных конструкций каркаса. При этом высокое качество изделий достигается путем применения бетоноукладчиков специальной конструкции, оптимальных режимов вибрационного уплотнения и тепловой обработки. Использование автоматизированных систем температурного контроля позволяет существенно повысить однородность физико-механических характеристик бетона и оптимизировать расход теплоносителя на прогрев конструкций.
На рис 9.11 приведены технологические линии по изготовлению несъемной опалубки, колонн и ригелей.
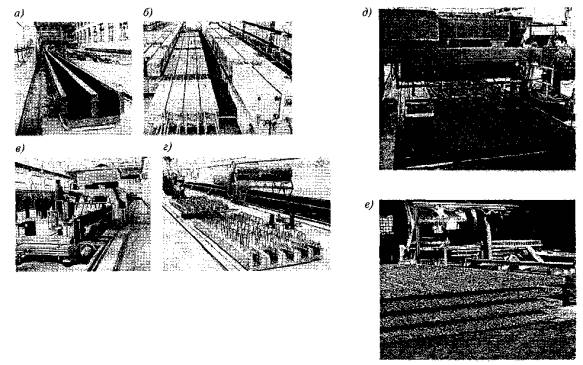
Рис . 9.11. Технология изготовления многоярусных колонн (а, б), преднапряженных ригелей (в, г) и несъемной опалубки (д, е) на длинных стендах
Повышение уровня надежности стеновых соединений достигается контролем технологических регламентов производства работ с использованием инструментальных средств.
Так, при омоноличивании стыков колонн с ригелями и плитами перекрытий используются бетонные смеси класса В-30. При укладке смесей осуществляется обязательное уплотнение глубинными вибраторами. При выполнении работ с отрицательной температурой наружного воздуха обеспечивается прогрев греющими проводами или стержневыми электродами. Для формирования однородного температурного поля открытые поверхности бетонной смеси утепляются. Строго выдерживается режим прогрева монолитных участков, что обеспечивает получение равнопрочных стыков.
Процесс возведения встроенных систем отличается от ранее рассмотренной схемы меньшей трудоемкостью работ за счет использования бессварных соединений колонн, ригелей и плит перекрытия, использования простейших подкосных систем для выверки и временного крепления колонн, применения крупногабаритных изделий, повышающих уровень технологичности и снижающих машиноемкость процессов.
Дата добавления: 2021-09-07; просмотров: 537;
Поиск по сайту
Узнать еще
- Altium Designer (Protel) - сквозная система проектирования печатных плат
- B). Система относительных координат.
- DSM — система классификации Американской психиатрической ассоциации
- II. НАЛОГОВАЯ СИСТЕМА В СОВРЕМЕННОЙ РОССИИ
- II. Научность, систематичность и последовательность обучения.
- Єдина державна система цивільної оборони населення та територій
- Ідеальна центрована оптична система
- Інформаційна система спостереження та аналізу стану природи.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
