Основные типы и виды сечений паяных соединений
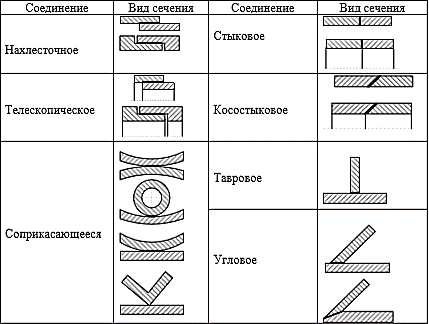
Стыковые соединения, имеющие ограниченную площадь пайки, менее прочны, чем нахлесточные. При действии значительных нагрузок применять стыковые соединения не рекомендуется, но при повышенных нагрузках стыковых соединений в случае необходимости можно рекомендовать косостыковые соединения (см. табл. 11), у которых больше площадь пайки и выше несущая способность. Стыковые соединения допустимы для изделий, паяные швы которых работают на сжатие и при весьма малых нагрузках.
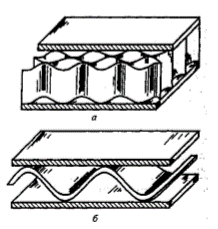
Рис. 8.1. Паяные конструкции
с сотовым (а) и гофровым (б) заполнением
Как мы уже отмечали, для соединения деталей посредством пайки используют специальные средства – припои. Припои делятся на высокотемпературные с температурой плавления  ≥ 450 °С и низкотемпературные с
≥ 450 °С и низкотемпературные с  <450°С. Основными компонентами высокотемпературных припоев являются медь, никель и серебро, а низкотемпературных – олово и свинец. Основные припои и рекомендации по их применению приведены в табл. 12.
<450°С. Основными компонентами высокотемпературных припоев являются медь, никель и серебро, а низкотемпературных – олово и свинец. Основные припои и рекомендации по их применению приведены в табл. 12.
При любом типе паяного соединения между деталями необходим зазор порядка 0,01...0,4 мм, чтобы в это пространство мог затекать расплавленный припой. Зазоры зависят от вида припоя и материалов деталей соединения и в значительной степени определяют прочность соединений. Их уменьшение до некоторого предела увеличивает прочность паяных соединений. Поэтому перед пайкой требуется более точная по сравнению со сваркой механическая обработка и сборка деталей соединения.
Таблица 12
Дата добавления: 2021-09-07; просмотров: 609;
Поиск по сайту
Узнать еще
- ОСНОВНЫЕ ТИПЫ И СВОЙСТВА НАПОЛЬНЫХ И БОРТОВЫХ СИСТЕМ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ
- I. Определение, виды радиоактивности, радиоактивные семейства
- II. Виды ионизирующих излучений и единицы измерения ИИ
- II. Основные положения
- II. Основные характеристики микроскопа.
- II. Реакции диазосоединений без выделения азота
- II. ЭКОНОМИЧЕСКАЯ ПОЛИТИКА, ее цели и виды. ФИАСКО ГОСУДАРСТВА
- II. Языкознание и его основные разделы.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
