Сварочные кантователи: общая конструкция.
В сварочном производстве применяются различные приспособления для снижения трудоемкости, повышения производительности процесса и качества сварных швов.
К ним относятся: сварочные столы, кантователи, вращатели, манипуляторы, сварочные роботы, роликовые стенды, кондукторы для сборки и сварки тавровых балок, стенды для сборки и сварки листовых полотнищ, сварочные колонны, сварочные тележки и др.
В Республике Беларусь на промышленных предприятиях наиболее распространены сварочные кантователи, служащие для поворота (кантовки) и установки свариваемого изделия в удобную для сварки или сборки позицию без помощи цеховых кранов. Для этого они снабжены механизмами вращения (поворота или наклона), имеющими обычно одну установочную, нерегулируемую скорость.
Типы и конструкции кантователей в значительной мере определяются конструкциями свариваемых изделий и поэтому почти также разнообразны, как и сами изделия.
Однако общим для них является наличие трех обязательных элементов:
1) несущая фундаментная конструкция в виде одной или двух опорных стоек;
2) механизм вращения изделия вокруг горизонтальной или наклонной оси;
3) узел крепления свариваемого изделия (планшайба или центровые захваты, крепежные захваты, опорные башмаки, специальный стеллаж или крепежная плита и пр.).
Некоторые кантователи дополнительно снабжаются механизмом подъема для расширения их эксплуатационных возможностей и удобства обслуживания.
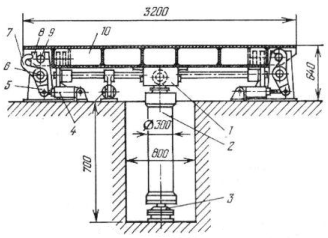
На производстве наиболее распространены двухстоечные кантователи с шарнирными крепежными приспособлениями и самоустанавливающимися центрами (рис. 1), а также двухстоечные кантователи с подъемными центрами (рис. 2).
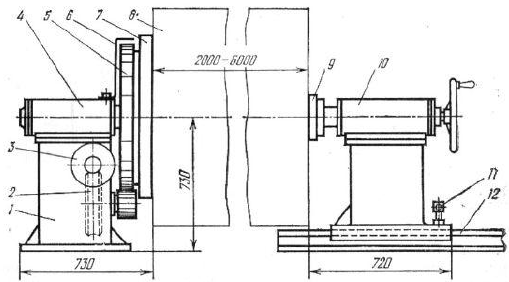 Рисунок 1 – Конструктивная схема двухстоечного кантователя:
Рисунок 1 – Конструктивная схема двухстоечного кантователя:
1 – станина;
2 – червячный редуктор;
3 – электродвигатель; 4 – корпус шпинделя; 5 – зубчатое колесо;
6 – защитный кожух; 7 – крепежная планшайба; 8 – свариваемая конструкция; 9 – крепежный центр;
10 – задняя бабка; 11 – стопор;
12 – направляющие задней бабки
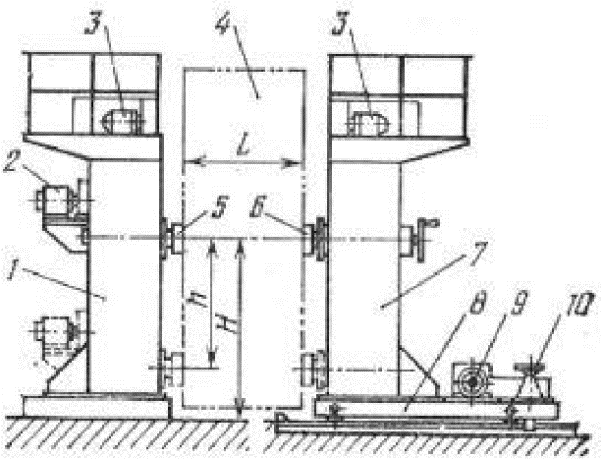
Рисунок 2 – Двухстоечный кантователь с подъемными центрами:
1 – передняя приводная стойка; 2 – привод вращения; 3 – синхронизированные приводы подъема центров;
4 – свариваемое изделие; 5 – передний приводной центр; 6 – задний центр; 7 – задняя передвижная стойка; 8 – тележка задней стойки; 9 – привод тележки; 10 – стопор тележки
Также применяются одностоечные кантователи с горизонтальной и наклонной осями вращения (рис. 3 и 4), двухстоечные кантователи с крепежными рамами (рис. 5).
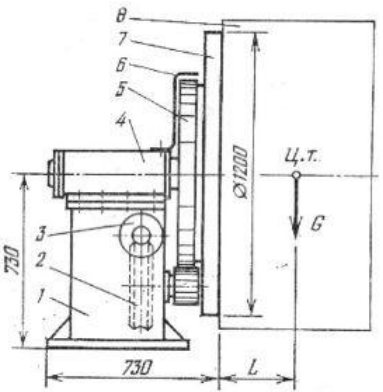
Рисунок 3 – Одностоечный кантователь с горизонтальной осью вращения:
1 – станина; 2 – червячный редуктор;
3 – электродвигатель; 4 – корпус шпинделя;
5 – зубчатый венец; 6 – защитный кожух;
7 – крепежная планшайба; 8 – свариваемое изделие
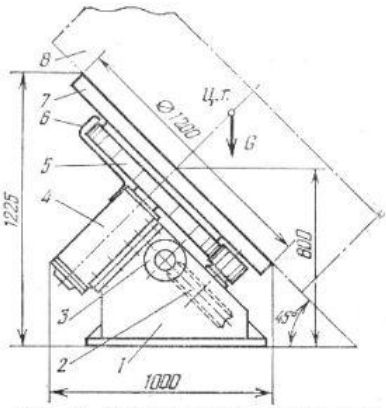
Рисунок 4 – Одностоечный кантователь с наклонной осью вращения:
1 – станина; 2 – червячный редуктор;
3 – электродвигатель; 4 – корпус шпинделя;
5 – зубчатый венец; 6 – защитный кожух;
7 – крепежная планшайба; 8 – свариваемое изделие
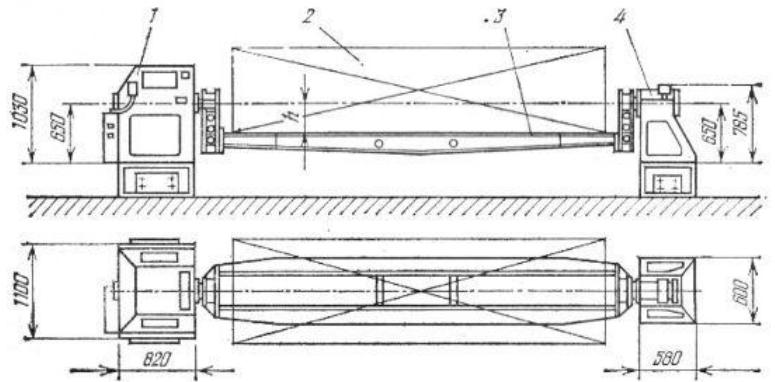
Рисунок 5 – Двухстоечный кантователь с крепежной рамой:
1 – передняя приводная бабка; 2 – изделие; 3 – поворотная рама; 4 – задняя бабка
Для сборки и сварки громоздких конструкций типа станин, объемных пространственных рам, дизельных блоков, овальных цистерн применяют кольцевые кантователи, которые одновременно являются и сборочными кондукторами. Такие кантователи–кондукторы обычно специализируются для какого–либо одного изделия в серийном производстве (рис. 6). Кантователь состоит из двух опорных колец 3, соединенных сежду собой станиной сборочного кондуктора 1. Кольца опираются на роликоопоры 4 и снабжены зубчатыми венцами 2, с которыми сцепляются ведущие шестерни 5, насаженные на приводной вал 6. Последний приводится во вращение электроприводом кранового типа 7. Иногда кольца делают разъемными для возможности укладки свариваемого изделия или его деталей в раскрытый кантователь.
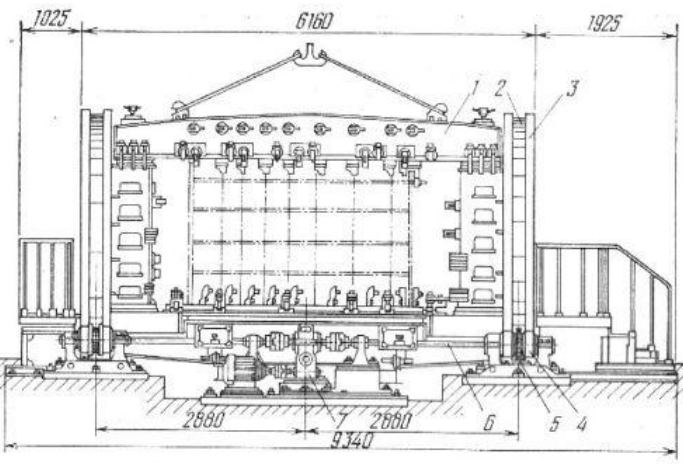
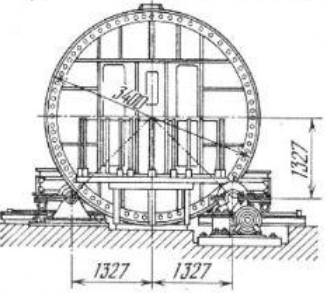
Рисунок 6 – Кольцевой кантователь для сборки и сварки блоков
тепловозных двигателей:1 – станина сборочного кондуктора;
2 – зубчатые венцы; 3 – опорные кольца; 4 – роликоопоры; 5 – ведущие шестерни;
6 – приводной вал; 7 – электропривод кранового типа
Так как подобные кольцевые кантователи–кондукторы в большинстве случаев являются специализированным оборудованием, то они не унифицированы и не выпускаются серийно в централизованном порядке. Поэтому их приходится проектировать и изготавливать в индивидуальном порядке, используя лишь нормализованные узлы привода и отдельные унифицированные сборочные устройства.
Для кантовки длинных балочных конструкций, профиль которых по своим внешним габаритам близок к квадрату или окружности, весьма удобны бесцентровые цепные кантователи. Они позволяют поворачивать свариваемую балку вокруг ее оси на 360°, т.е. являются полноповоротными. Общий вид стационарного цепного кантователя для балок длиной до 14 м с поперечным габаритом до 500×500 мм представлен на рис. 7.
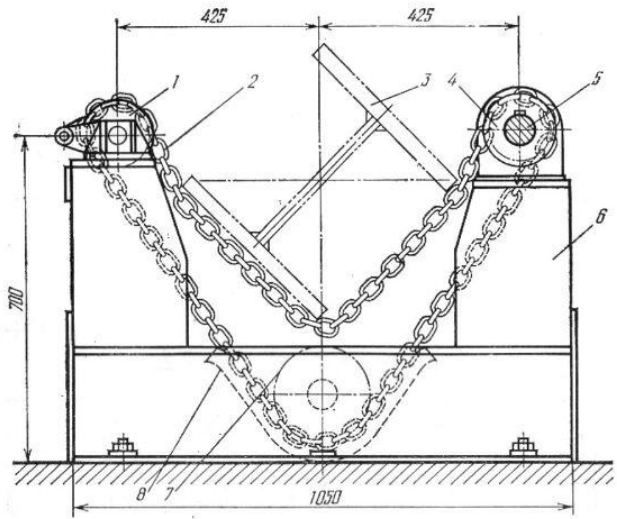
Рисунок 7 – Типовая стойка цепного кантователя:1, 4, 7 – цепные блоки;
2 – замкнутая цепь; 3 – свариваемая балка; 5 – общий приводной вал;
6 – опорные стойки;
8 – направляющий желоб
 Также применяются универсальные кантователи рычажно–домкратного типа (рис. 8).
Также применяются универсальные кантователи рычажно–домкратного типа (рис. 8).
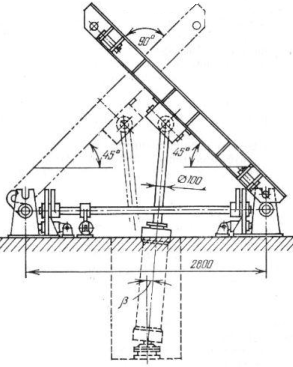
Рисунок 8 – Универсальный кантователь с центральным подъемным домкратом
(в горизонтальном и наклонном положениях)
На рис. 8: 1 – двухосный шарнир; 2 – главный цилиндр; 3 – сферический шарнит; 4 – пневмоцилиндр; 5 – рычаг; 6 – жесткий вал; 7 – накидные захватные крюки; 8 – опорные гнезда–вилки; 9 – оси; 10 – квадратная платформа;
В некоторых случаях применяются рычажно–книжечные кантователи (рис. 9).
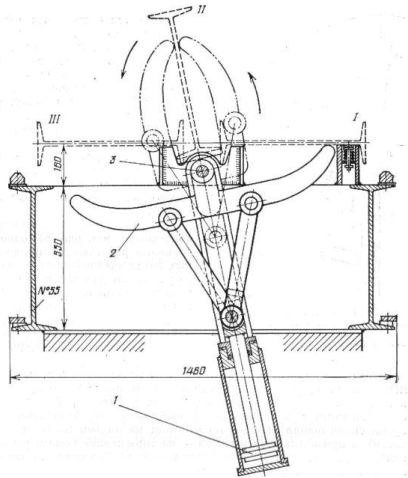
Рисунок 9 – Рычажно-книжечный кантователь для поворота двутавровых балок рамы вагона:
1 – пневмоцилиндр ; 2 – рычаг; 3 – неподвижный шарнир
Балка здесь первоначально лежит плашмя в горизонтальном положении I. После сварки швов с одной стороны балку нужно повернуть на 180° в положение III для сварки швов с обратной стороны. Поворот осуществляется рычагом 2, приводимым в движение поршнем пневмоцилиндра 1. При ходе поршня вверх рычаги поднимаются и, поворачиваясь вокруг неподвижного шарнира 3, захватывают между собой балку и поднимают ее в положение II. После этого сжатый воздух выпускается из цилиндра и балка под действием собственного веса плавно опускается в положение III. При опускании она поддерживается левым рычагом 2. Плавность опускания регулируется выпускным воздушным краном, при котором нижняя полость цилиндра служит воздушным демпфером.
Дата добавления: 2017-06-13; просмотров: 8778;
Поиск по сайту
Узнать еще
- Nemathelmintes. Общая характеристика типа. Nematoda. Характеристика класса. Медицинское значение. Био- и геогельминты.
- Plahelmintes (Плоские черви).Общая характеристика типа. Морфология, систематика, основные представители, значение.
- Protozoa. Общая характеристика подцарства. Классификация. Представители. Медицинское значение.
- VI шкала «Общая оценка адаптированности ребенка»
- Анаэробный гликолиз: понятие, этапы, общая схема, последовательность реакций, регуляция, энергетический баланс. Регуляция гликолиза
- Апельсин общая характеристика и применение
- Бергамот общая характеристика и применение
- Бессосудистые растения. Общая морфолого-анатомическая характеристика гаметофита и спорофита Моховидных. Классификация Моховидных. Цикл воспроизведения.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
