ЛИТЬЕ В ПЕСЧАНО-ГЛИНИСТЫЕ ФОРМЫ
Литье находит широкое применение при производстве крупногабаритных заготовок, преимущественно из чугуна и стали. Для его технологического обеспечения изготавливается модельный комплект - набор приспособлений и инструментов, необходимых для изготовления формы. В этот набор входят:
- модель отливки - деревянное изделие, полностью соответствующее по форме и размерам будущей отливке и предназначенное для получения в песчано-глинистой смеси соответствующей полости;
- стержневые ящики - для изготовления стержней, которые устанавливаются в форму с целью создания внутренних полостей или отверстий вотливке;
- модель литниковой системы - деревянное приспособление, предназначенное для образования в песчано-глинистой смеси системы каналов, подводящих расплав в полость формы и отводящих газы;
- опока - приспособление в виде жесткой рамы (открытого ящика), служащее для удержания в нем формовочной смеси при изготовлении форм, транспортирования и заливки металлом;
- подмодельная плита - приспособление, на котором монтируются рассмотренные выше элементы.
Операции могут выполняться вручную, механизированными и автоматизированными способами. Модельная оснастка изготавливается из дерева,
металла, пластмасс, гипса и др. материалов. Выбор материала оснастки зависит от применяемой технологии литья и серийности производства отливок.
Приготовление формовочных и стержневых смесейсостоит в подготовке и смешивании формовочных материалов, к которым относятся огнеупоры (кварцевый песок, шамот - огнеупорный кирпич); связующие для придания смеси прочности (глина, смолы, жидкое стекло).
Технологический процесс литья состоит из следующих операций.
На подмодельную плиту 1 (рис. 6.2а) устанавливается опока 3, в нее - нижняя часть модели 2, затем все засыпается глинисто-песчаной смесью, утрамбовывается, и накалываются отверстия для выхода газов (рис. 6.2б). Затем опока переворачивается, на нее устанавливается верхняя часть модели 4 (рис. 6.2в) и вторая опока. Снова засыпается смесью, устанавливаются литниковые модели 5 и 6 (рис. 6.2г), делаются отверстия для выхода газов. Затем верхняя опока снимается, модель вынимается, вставляются стержни под будущие отверстия 7, форма собирается, сушится и поступает под заливку. Процессы формовки, как правило, механизированы.
| д |
| 9 |
| 8 |
| 7 |
| 6 |
| 5 |
| 4 |
| 3 |
| 2 |
| 1 |
| е |
| г |
| в |
| б |
| а |
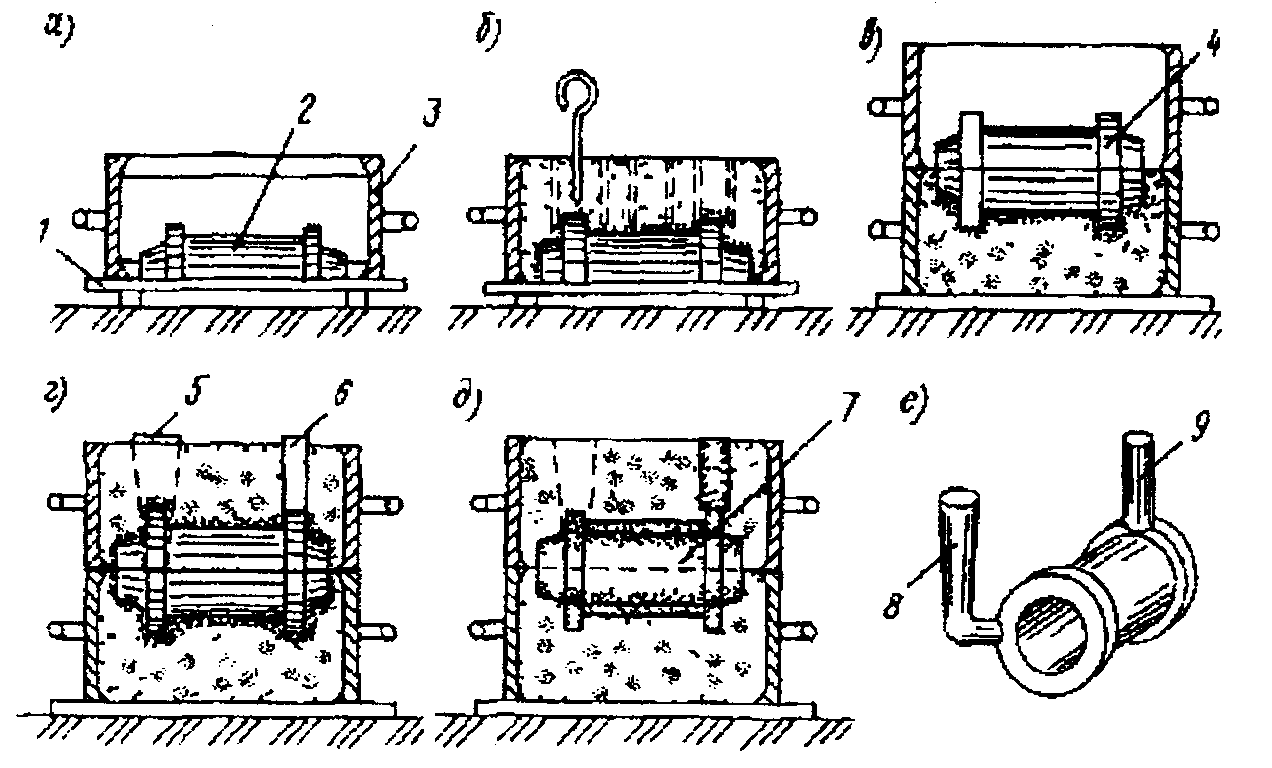
Рис. 6.2. Формовка и изготовление отливки в песчано-глинистой форме
После застывания металла форма разбивается, выбиваются стержни, отливка (рис. 6.2е) поступает на обрубку литника 8 и выпора 9 и на зачистку.
Дата добавления: 2021-07-22; просмотров: 657;
Поиск по сайту
Узнать еще
- III. Суммарные допуски формы расположения
- V. Сборка и нагружение формы.
- V.VII. Зависимость ширины и формы выхода слоя на поверхности от его истинной мощности, угла падения и формы рельефа
- А - с прямолинейной спинкой; б - с криволинейной спинкой; в - с канавкой удлиненной формы
- А) Контроль отклонений от правильной цилиндрической формы.
- А. Локализованные формы
- Автоматический контроль точности размеров и формы деталей. Разновидности контроля. Использование информации, полученной при контроле,
- Аккумулятивные и абразионные формы рельефа побережья.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
