ЛИСТОВАЯ ХОЛОДНАЯ ШТАМПОВКА
Листовой штамповкой называется процесс изготовления деталей в штампе из листа, полосы или рулонного материала. Толщина деталей не превышает 10 мм. Она отличается высокой производительностью - до 40 тыс. деталей в смену, полученные детали не требуют дальнейшей доработки. В автомобильной промышленности штамповкой получают до 60 % деталей, в приборостроении - до 70 %, для потребительских нужд - до 95 %.
Штампы подразделяются на вырубные - для вырубки отверстий, гибочные, отрезные и вытяжные - для вытяжки цилиндров (рис. 6.15).
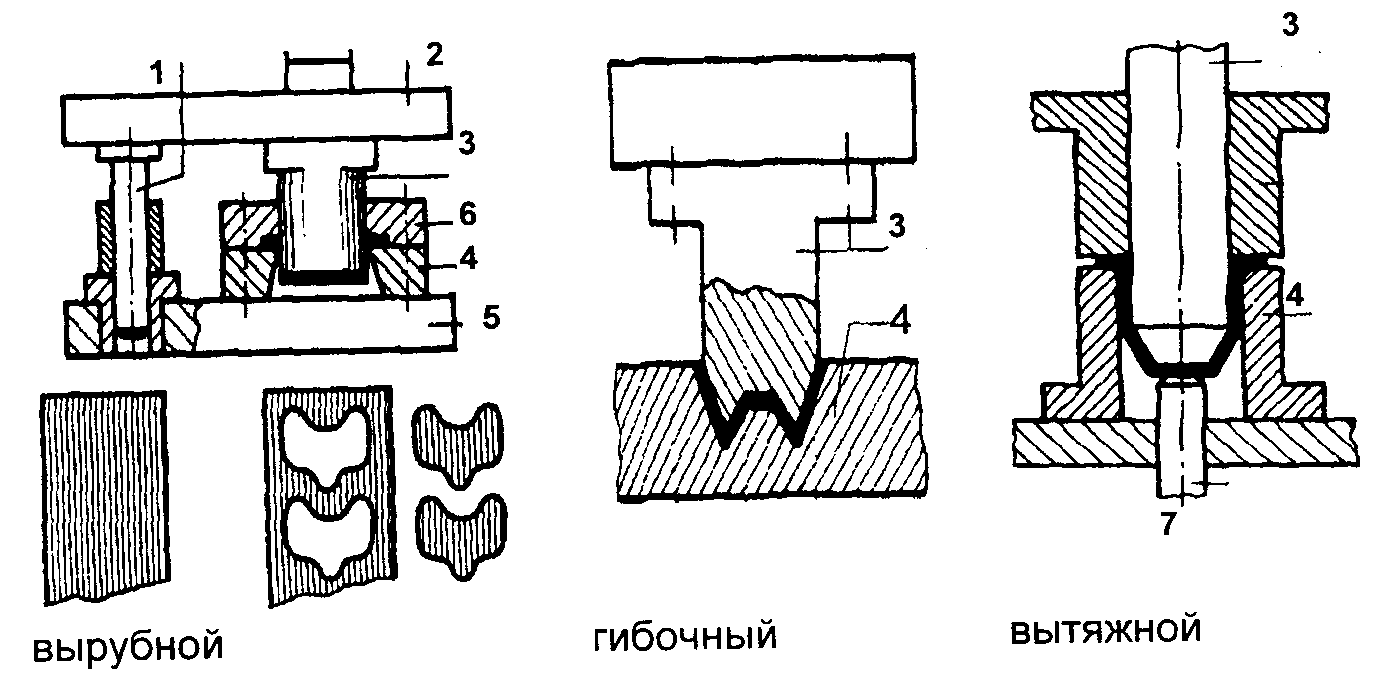
Рис. 6.15. Штампы для листовой холодной штамповки
Вырубной штамп состоит из матрицы 4 - нижняя часть штампа, в которой сделано отверстие по форме вырубаемой детали, и пуансона 3 - стержня, поперечное сечение которого сделано точно по форме отверстия в матрице. Матрица закрепляется на нижней плите 5,плита - на столе пресса. Пуансон закрепляется в верхней плите 2, плита - с помощью хвостовика в подвижной части пресса. Заготовка (лист или полоса металла) помещается между съемником и матрицей. При включении пресса пуансон опускается, проходит через заготовку и вырубает соответствующую деталь (простейший вид штампа - дырокол). Деталь падает через отверстие в матрице в сборник, пуансон поднимается наверх, а заготовка автоматически передвигается для следующей вырубки.
Съемник 6служит для того, чтобы при движении пуансона вверх он за счет трения не повлек за собой заготовку. Направляющая колонка 1 служит для управления движением матрицы.
В гибочном штампе пунсон прижимает металл к стенкам матрицы и таким образом формует деталь.
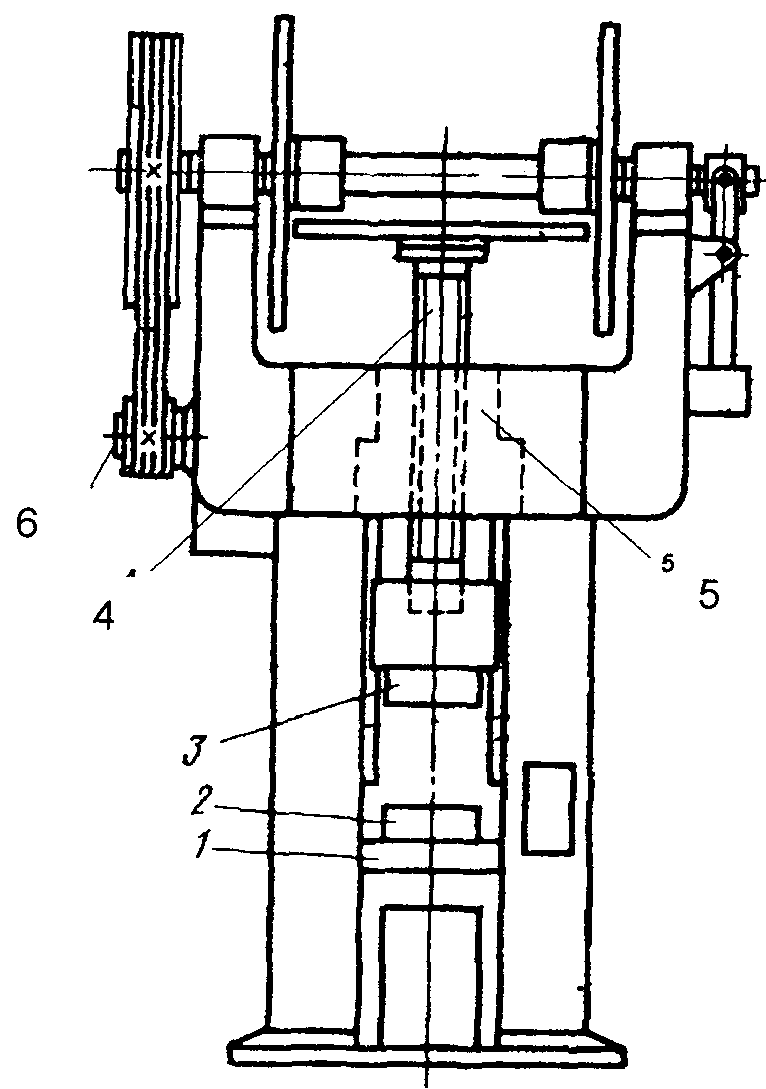 Рис. 6.16. Винтовой пресс
Рис. 6.16. Винтовой пресс
| В вытяжном штампе пуансон при опускании в отверстие матрицы вытягивает цилиндр. Профиль пуансона делается меньше отверстия в матрице на толщину стенки цилиндра, и кромки пуансона закругляются, чтобы не произошла вырубка. Готовая деталь выталкивается толкателем 7. При глубокой вытяжке из стального поката делается его неоднократный отжиг, чтобы металл был более мягким и пластичным. Штамповка осуществляется на кривошипных, винтовых и гидравлических прессах. В единичном и мелкосерийном производстве широко применятся винтовой пресс (рис. 6.16). Нижняя половина штампа 2 установлена на столе 1. Вращение от двигателя 6 через систему передач подается на винт 4. Вращаясь в гайке 5, он передвигает верхнюю половину штампа вниз и производит соответствующую работу (вытяжку, вырубку и т.д.). |
Дата добавления: 2021-07-22; просмотров: 671;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
