Влияние содержания водорода на хрупкость наплавленного металла
Водородная хрупкость металла шва и наплавленного металла имеет мно-го общего с водородной хрупкостью стали. Водородная хрупкость стали имеет ряд особенностей и разновидностей, связанных с условиями эксплуатации кон-струкций. В зависимости от условий насыщения стали водородом водородная хрупкость может проявляться по-разному.
Опытами установлено, что с увеличением содержания водорода в нап-лавленном металле уменьшается его склонность к пластической деформации. На рис. 46 показано изменение вида диаграммы растяжения образца Гагарина диаметром 6 мм для наплавленого металла типа 06X1НЗМ при увеличении со-держания диффузионного водорода от нуля до 2,5...3,0 см3/100 г.
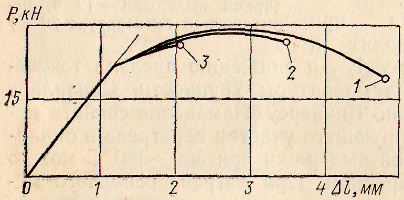
Рисунок 46 - Изменение вида диаграммы растяжения для наплавленного металла типа 06Х1НЗМ в зависимости от содержания диффузного водорода (см3/100 г):1-Нсп=0; 2 - Нсп =1,0...1,5; 3 - Нсп = 2,5...3,0
Образцы испытывались через 2-3 часа после сварки. Как видно из рис. 46, с увеличением содержания водорода кривые растяжения совпадают и разрыв происходит на более ранней стадии деформирования при меньшей пластической деформации.
На рис.47 показано изменение вида диаграммы статического изгиба для наплавленного металла типа 10ХН2М в зависимости от содержания диффузи-онного водорода, W 650/550 = 3,6/°С. Образцы испытывались через 1 час после сварки. Как видно из рис.47, при изменении содержания водорода от 1,0 до 7,3 см3/100 г начальные участки диаграммы изгиба совпадают, а разрушения про-исходит на более ранней стадии деформирования.
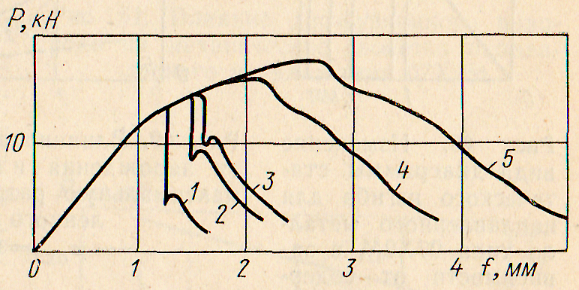
Рисунок 47 - Изменение вида диаграммы статического изгиба для наплавленного металла типа 10ХН2М в зависимости от содержания диффузного
водорода (см3/100 г):1-7 ,3; 2 - 5,2; 3 - 3,6; 4 - 1,5; 5 - 1,0
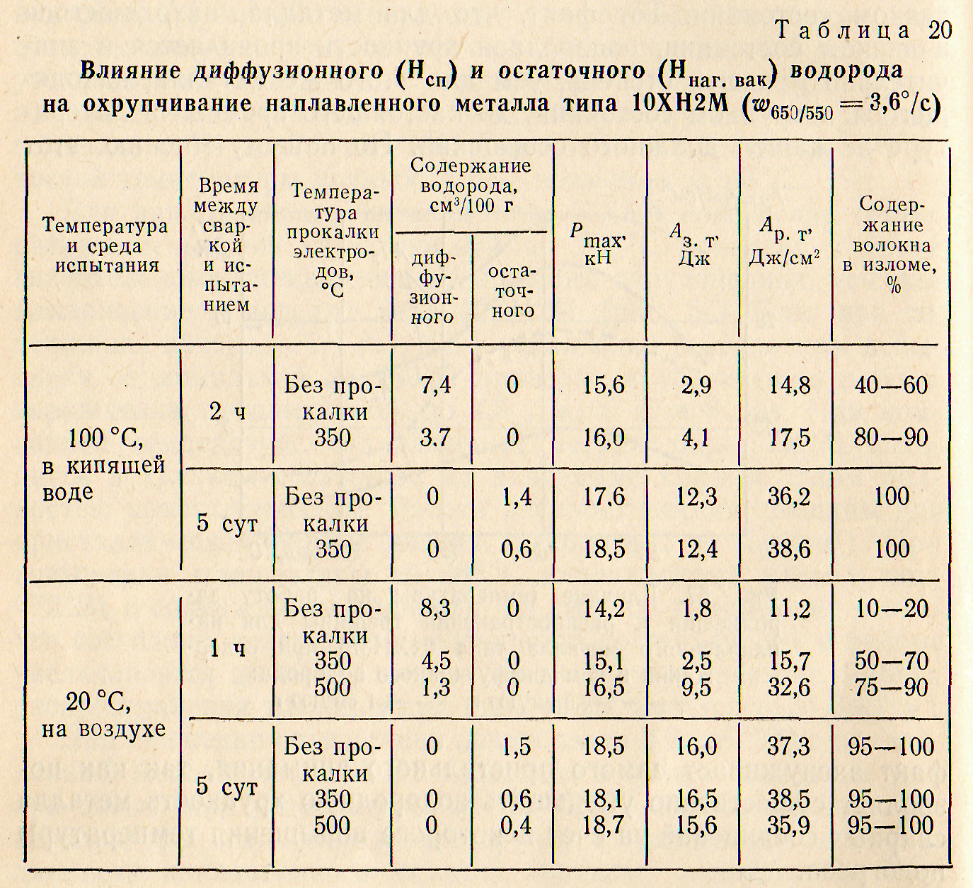
Как показали проведенные исследования, хрупкость металла шва или нап-лавленного металла, в основном, вызывается диффузным водородом (табл. 20).
Остаточный водород в тех количествах, в которых он обычно находится в наплавленном металле, практически не оказывает влияния на свойства наплав- ленного металла. Естественно встает вопрос, почему диффузионный водород оказывает такое большое влияние и каков механизм его охрупчивания? Для того чтобы понять механизм охрупчивания под действием диффузионного во-дорода, необходимо представить себе, в какой форме он находится в наплав-ленном металле. При комнатной температуре подвижность диффузионного во-дорода необычно велика в сравнении с другими элементами. Как показали про-веденные исследования, коэффициент диффузии водорода для наплавленного металла и зоны термического влияния составляет порядка 10 -5 -10-7 см2/с. Для сравнения коэффициент диффузии углерода и азота в железе при комнатной температуре составляет 2.10 -7 и 8,8.10 -17 см2/с соответственно. Такую боль-шую разность в подвижности диффузионного водорода (10-12 порядков) в железе при комнатной температуре в сравнении с атомами других элементов внедрения можно объяснить тем, что диффузионный водород в наплавленном металле и в ЗТВ, очевидно, находится в виде протонов.
Это косвенно подтверждается тем, что содержание диффузионного водо-рода в металле шва и в наплавленном металле в значительной мере зависит от рода тока и полярности. Высокая подвижность диффузионного водорода также свидетельствует о том, что он находится не в связанном состоянии. Если допус-тить, что диффузионный водород в наплавленом металле находится в виде про-тонов, то становится понятным, почему с такой легкостью водород диффунди-рует со шва в околошовную зону как в процессе сварки, так и на протяжении некоторого времени после сварки, почему он не взаимодействует с дислокаци-ями и почему с увеличением диффузионного водорода не изменяется предел текучести наплавленного металла. Дислокации в железе слишком большие для протонов, чтобы они их могли закреплять и менять предел текучести. Углерод и азот взаимодействуют с дислокациями в железе, и эти элементы способны закреплять их, что приводит к росту предела текучести. Именно взаимодейст-вием растворенного углерода и растворенного азота с дислокациями железа и объясняется термическое старенне и синеломкость.
Механизм охрупчивания наплавленного металла под действием диффу-зионного водорода, видимо, состоит во взаимодействии протона с внешними электронами атома железа. В результате этого взаимодействия ослабляются си-лы связи между атомами в решетке железа, которое выражается в уменьшении эффективной поверхностной энергии. Проведенные исследования подтвержда-ют эту точку зрения. С увеличением содержания диффузионного водорода в наплавленном металле до 6-8 см3/100 г резко уменьшается (в 10-12 раз) работа зарождения трещины и также довольно существенным образом (в 3-4 раза) уме-ньшается работа распространения трещины. При этом также уменьшается коли-чество волокнистой составляющей в изломе и повышается критическая темпе-ратура хрупкости. При сварке остаточный водород может также скапливаться в разных микропустотах металла шва и ЗТВ. В процессе сварки вследствие крат-ковременности процесса и в первые минуты после сварки давление молекуляр-ного водорода в микропорах, вероятно, небольшой и в этот период роль оста-точного (молекулярного) водорода в механизме охрупчивания мала. Однако на протяжении некоторого времени после сварки давление молекулярного водо-рода в микропорах металла шва и ЗТВ повышается. Величина такого давления зависит от концентрации диффузионного (растворенного) водорода, темпера-туры, времени после сварки и других причин. Давление молекулярного водо-рода в микропорах будет усиливать действие силового фактора и тем самым будет оказывать содействие образованию холодных трещин. Этим и можно объяснить тот факт, что образование холодных трещин в металле шва и ЗТВ под действием водорода происходит через некоторое время после окончания сварки.
Высказываются и другие точки зрения на механизм водородной хрупкос-ти стали и металла сварных соединений. Тем не менее сам факт, что водород, попадая в металл шва и ЗТВ, вызывает временную хрупкость его и иногда дово-льно значительную, что приводит к образованию трещин, не вызывает сомне-ния и есть общепризнанным.
На основании изложенного основным способом уменьшения водородной хрупкости является уменьшение уровня диффузионного водорода в металле шва разными технологическими способами, изложенными выше. Другим спо-собом уменьшения водородной хрупкости является уменьшения скорости ох-лаждения, которое позволяет получить более пластический и менее склонный к водородной хрупкости металл шва и ЗТВ, а также усиливает эффект удаления водорода из металла в процессе охлаждения.
Третьим способом является повышение температуры сопутствующего по-догрева. Повышение температуры до 100...200°С существенным образом сни-жает водородную хрупкость, вызываемую диффузионным и молекулярным во-дородом.
Четвертым способом является проведение отдыха сварных соединений непосредствено после сварки при повышенной температуре, в процессе кото-рого удаляется диффузионный водород.
Дата добавления: 2017-05-02; просмотров: 2341;
Поиск по сайту
Узнать еще
- II. Осмысление содержания
- IV. Влияние катализатора на скорость реакции
- IС класс — блокаторы натриевых каналов, имеющие различное влияние на ЭРП
- А – появление зародышей кристаллов; б – рост кристаллов и образование новых центров; в – рост кристаллов; г – границы кристаллов (зерен) затвердевшего металла.
- Аварийный запас труб, правила хранения и содержания труб аварийного запаса
- Автомобили и Их Влияние на Чувство Территории
- АЖУРНАЯ СКУЛЬПТУРА ИЗ МЕТАЛЛА
- Алкоголь и его влияние на физическое и психическое здоровье человека. Профилактика

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
