Ручная дуговая сварка покрытыми электродами.
Конструктивные элементы подготовки кромок для ручной дуговой свар-ки покрытыми электродами такие же, как и для сварки углеродистых сталей в соответствии с рекомендациями ГОСТ 5264-80.
Для сварки среднелегированных высокопрочных сталей используют элек-троды типов Э-08Х2Ш10Г6, Э-13Х25Н18, Э-10Х16Н25АМ6 и др. по ГОСТ 10052-75 и ГОСТ 9467-75 (табл. 7.5).
Если сталь перед сваркой подвергают термообработке на высокую проч-ность (нормализация или закалка с отпуском), а после сварки - отпуску для сня-тия напряжений и выравнивания механических свойств сварного соединения с целью обеспечения его равнопрочности с основным металлом, то критерием определения температуры предварительного подогрева будет скорость охлаж-дения, при которой происходит частичная закалка околошовной зоны, но га-рантируется отсутствие трещин в процессе сварки и до проведения последу-ющей термообработки.
Если сталь перед сваркой подвергают термообработке, но после сварки отпуск невозможен из-за крупных размеров конструкции, то сталь данной маар-ки можно использовать для изготовления такой конструкции только в том слу-чае, если нет жестких требований к равнопрочности сварного соединения и ос-новного металла в условиях статического нагружения. Для обеспечения свойств сварного соединения, гарантирующих требуемую его работоспособность, кри-терием для выбора необходимой температуры подогрева является диапазон скоростей охлаждения, обеспечивающий необходимый уровень механических свойств в околошовной зоне. Аустенитными электродами обычно сваривают без предварительного подогрева, но при этом регламентируется время с момен-та окончания сварки до проведения термообработки изделия. При сварке срецнелегированных сталей с невысоким содержанием углерода (0,12 ... 0,17 %) последующую термообработку проводят в исключительно редких случаях.
Разделку заполняют каскадом или горкой. Температура охлаждения зоны термического влияния в процессе сварки допускается не ниже Тв = 150... 200 °С.
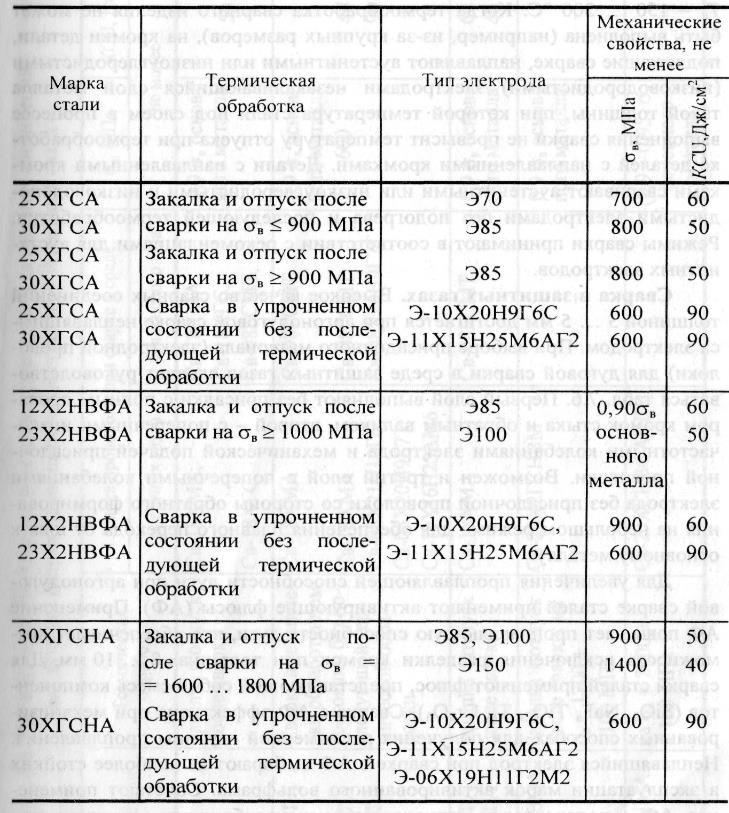
Таблица 7.5 – Электроды для дуговой сварки конструкционных сталей и механические свойства металла шва
Когда термообработка сварного изделия не может быть выполнена (нап-ример, из-за крупных размеров), на кромки детали, подлежащие сварке, нап-лавляют аустенитными или низкоуглеродистыми (низководородистыми) элек-тродами незакаливающийся слой металла такой толщины, при которой темпе-ратура стали под слоем в процессе выполнения сварки не превысит температу-ру отпуска при термообработке деталей с наплавленными кромками. Детали с наплавленными кромками сваривают аустенитными или низкоуглеродистыми и низководородистыми электродами без подогрева и последующей термообрабо-тки. Режимы сварки принимают в соответствии с рекомендациями для аусте-нитных электродов.
Дата добавления: 2017-05-02; просмотров: 1833;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
