ДУБЛИРОВАНИЕ ДЕТАЛЕЙ
Обработку изделия начинают с дублирования деталей кроя. Дублированием называют операцию соединения детали с клеевой прокладкой по поверхности. Дублирование придает деталям дополнительную упругость, формоустойчивость, предохраняет срезы деталей от растяжения.
Клеевые прокладки выкраивают из термо клеевых прокладочных материалов, изготовленных из ткани, трикотажного или нетканого полотна с нанесенным на одну из сторон клеевым покрытием. Термо клеевые прокладочные материалы отличаются друг от друга не только структурой, но и волокнистым составом, поверхностной плотностью, толщиной, усадкой, формовочной способностью, жесткостью.
При выборе термо клеевых прокладочных материалов необходимо принимать во внимание их поверхностную плотность, толщину и усадку. Эти показатели должны соответствовать показателям основных материалов. Для придания деталям наибольшей упругости и формо устойчивости используют термо клеевые прокладочные материалы, характеризующиеся высокой жесткостью. Термо клеевые прокладочные материалы на трикотажной основе имеют меньшую жесткость, чем материалы на другой основе, при одинаковых поверхностной плотности и толщине, однако особые свойства трикотажной структуры позволяют использовать их при изготовлении одежды из тканей, имеющих разную усадку. Термо клеевые прокладочные материалы на нетканой клеевой основе имеют плохую формовочную способность, поэтому их не используют для дублирования деталей, которые впоследствии нужно формовать (сутюживать, оттягивать).
При дублировании клеевую прокладку укладывают клеевой стороной на изнаночную сторону детали. Под действием высокой температуры клеевое покрытие прокладки расплавляется. Под давлением клей проникает в соединяемые материалы на некоторую толщину. При последующем охлаждении он затвердевает, образуя клеевое соединение основного материала и прокладки. Дублирование выполняют на утюжильном или прессовом оборудовании, обеспечивая нужные параметры обработки: температуру утюжильной или прессующей поверхности, давление на склеиваемые материалы, продолжительность прессования.
Клеевую прокладку располагают на всей детали или только на ее отдельных участках в зависимости от модели и свойств основного материала. По всей поверхности дублируют, как правило, части основных деталей (цельнокроеный подборт, кокетку) или мелкие детали (верхний и нижний воротники, отрезную стойку воротника, отрезной подборт, клапан, листочку, хлястик, паты, пояс, подкройную обтачку и др.). При этом используют в основном термо клеевые прокладочные материалы на нетканой основе. Однако части основных деталей и нижний воротник в зависимости от модели могут быть продублированы термо клеевыми прокладочными материалами на тканой или трикотажной основе. Этими же материалами дублируют мягкий пояс. При дублировании нижнего воротника пиджака, жакета может быть использован специальный термо клеевой материал на нетканой игло пробивной основе.
Основные детали дублируют полностью или на отдельных участках. Если основная деталь соединена с клеевой прокладкой по всей поверхности или ее большей части, то говорят, что основная деталь дублирована фронтально. Для фронтального дублирования основных деталей используют термо клеевые прокладочные материалы на тканой или трикотажной основе с хорошими формовочными свойствами. При этом клеевые прокладки для фронтального дублирования выкраивают так, чтобы направление нити основы или петельного столбика прокладочного материала совпадало с направлением нити основы дублируемой детали. Срезы прокладки не доходят до срезов основных деталей на 2...7 мм и при последующей обработке закрепляются строчками в швах соединения деталей. В местах расположения прорезных карманов клеевую прокладку высекают на 10... 15 мм по обе стороны от линии разреза кармана в том случае, если мелкие детали кармана (обтачки, клапан, листочку) дублируют. Это позволяет уменьшить толщину изделия в области кармана. Нижний срез клеевой прокладки для фронтального дублирования доходит до линии перегиба припуска на подгиб низа основной детали.
При дублировании отдельных участков основных деталей клеевые прокладки закрепляют на опорной поверхности полочек и спинки, цельнокроеном подборте, лацкане, нижнем углу борта, верхней части отрезного бочка, припусках шлицы изделия и рукавов, местах расположения входа в карман, срезах горловины, пройм полочек и спинки, плечевом шве спинки, срезах реглана полочек, спинки и рукавов, окате рукава, концах верхнего воротника и др. Прокладки должны располагаться на дублированных деталях таким образом, чтобы срезы их отстояли от срезов деталей из основного материала на 2... 7 мм и входили в швы соединения деталей не менее чем на 1...2 мм. В противном случае срезы прокладок должны закрепляться отделочными строчками в ходе дальнейшей обработки.
Подборт, нижний угол борта, припуски шлицы рукава и изделия, концы верхнего воротника дублируют в основном неткаными термо клеевыми прокладочными материалами. Припуски шлицы и подгиба низа могут быть продублированы перфорированной клеевой прокладкой. Такую прокладку перед дублированием укладывают на припуск шлицы или припуск подгиба низа так, чтобы перфорация проходила по линии сгиба припуска. Для дублирования участков опорной поверхности полочек и спинки, лацкана, верхней части отрезного бочка, места расположения входа в карман, срезов горловины и проймы, плечевого среза спинки, срезов реглана или оката рукава применяют термо клеевые материалы на тканой или трикотажной основе. Направление долевой нити клеевых прокладок совпадает с направлением долевой нити основной детали.
На клеевой прокладке лацкана нить основы располагают параллельно линии перегиба лацкана (рис. 3.1, а). Внутренний срез клеевой прокладки лацкана перекрывает линию его перегиба на 10...20 мм в сторону проймы. Для обеспечения плавного уменьшения толщины внутренний срез прокладки лацкана вырезают зубчиками. После дублирования лацкана прокладывают клеевую кромку вдоль линии перегиба лацкана поверх клеевой прокладки. Ширина кромки 10... 15 мм. Ее закрепляют с небольшим натяжением на расстоянии 10 мм от линии перегиба лацкана в сторону проймы. При этом срез клеевой прокладки располагается под серединой клеевой кромки (рис. 3.1, б).
Клеевую прокладку верхней части отрезного бочка выкраивают под углом 45° к нити основы. Нижний срез этой прокладки Должен иметь волнообразную форму для уменьшения пролегания края клеевой прокладки на лицевой стороне бочка (рис. 3.1, в).
Клеевую прокладку цельнокроеного подборта располагают на изнаночной стороне основной детали так, чтобы прокладка перекрывала линию борта на 10... 15 мм, а внизу доходила до линии низа готового изделия (рис. 3.1, г).
Для предохранения от растяжения плечевые срезы спинки, срезы горловины спинки, полочек и отрезных бочков дублируют. Для этого используют подкройные по форме срезов клеевые прокладки шириной 15...50 мм. Срезы проймы спинки дублируют после их сутюживания. На специальном оборудовании дублирование производят одновременно с сутюживанием посадки по срезам проймы спинки. Нижние срезы клеевых прокладок плечевых срезов спинки имеют зигзагообразную форму для обеспечения плавного уменьшения толщины дублированной детали (рис. 3.1, д). Вместо подкройных клеевых прокладок, предохраняющих перечисленные выше срезы от растяжения, можно использовать клеевую кромку шириной 10... 15 мм.
Клеевую прокладку в шлицах изделия или рукава располагают со стороны припуска шлицы так, чтобы она заходила за линию перегиба шлицы на 10... 15 мм и внизу доходила до линии низа готового изделия или рукава (рис. 3.1, е). Клеевая прокладка шлицы изделия может быть заменена клеевой кромкой шириной 10... 15 мм. Кромку прокладывают с натяжением на изнаночной стороне припуска шлицы параллельно линии перегиба шлицы на расстоянии 1...3 мм от нее. Если для дублирования шлицы изделия используют термо клеевые прокладочные материалы на тканой или трикотажной основе, то прокладка не доходит до сгиба шлицы на 5...7 мм. После дублирования припуска шлицы прокладывают клеевую кромку вдоль линии перегиба шлицы поверх клеевой прокладки. Ширина кромки 10... 15 мм. Ее располагают со стороны припуска шлицы на расстоянии 1...3 мм от линии перегиба так, чтобы кромка перекрывала край клеевой прокладки на 5...7 мм.
Сохранению формы низа изделия способствует дублирование припуска подгиба низа клеевой прокладкой (см. рис. 3.1, я, в, д; рис. 3.1, и). Ширина клеевой прокладки равна ширине припуска подгиба низа или больше нее на 10...20 мм. В последнем случае при заутюживании низа изделия в его сгиб попадает сгиб прокладки, что придает линии низа большую четкость (см. рис. 3.1, в, д, и).
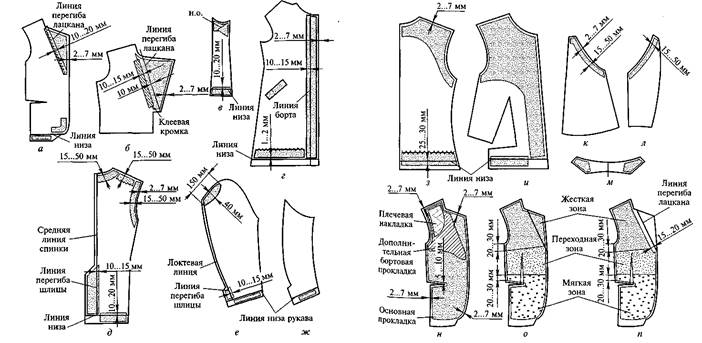
Рис.3.1. Дублирование деталей клеевыми прокладочными материалами
Иногда клеевую прокладку размещают на изделии выше линии подгиба низа (см. рис. 3.1, г). Тогда ширина прокладки должна быть больше ширины припуска подгиба низа на 30...35 мм. Нижний срез прокладки в этом случае располагают на 1...2 мм выше линии низа готового изделия или на 10... 15 мм ниже нее, верхний срез высекают зубчиками для уменьшения пролегания прокладки на лицевой стороне изделия.
Для предохранения от растяжения срезов реглана их укрепляют подкройными клеевыми прокладками шириной 15...50 мм (рис. 3.1, к, л). Расстояние от срезов прокладок до срезов деталей 2...7 мм.
Жесткость концов верхнего воротника обеспечивают подкройные клеевые прокладки из нетканого клеевого материала (рис. 3.1, м).
Деталь дублируют одной или несколькими клеевыми прокладками. Увеличение числа прокладок связано с недостаточной упругостью и формо устойчивостью существующих термо клеевых прокладочных материалов. Число слоев клеевых прокладок различается на разных участках деталей. Это связано с разными требованиями к упругости и формо устойчивости разных участков одежды. Наиболее высокие требования к показателям перечисленных свойств предъявляют к участку опорной поверхности полочки между линией плеча и линией, проходящей через наиболее выступающие точки груди. Именно на этом участке изделия располагается максимальное число слоев клеевых прокладок. Детали дополнительных слоев клеевых прокладок имеют различные размеры и форму, их выкраивают из одного или разных термо клеевых прокладочных материалов. В качестве дополнительных слоев опорной поверхности полочки пиджака выкраивают такие детали, как дополнительная бортовая прокладка (из термо клеевого прокладочного материала на тканой основе), плечевая накладка (из материала на тканой или нетканой основе, рис. 3.1, н). Дополнительные слои клеевых прокладок соединяют с основными деталями одновременно с основной клеевой прокладкой или после фронтального дублирования полочки.
В детских изделиях применяют однослойные прокладки. В изделиях для женщин число прокладок может быть равно двум. Число прокладок в мужской одежде возрастает до трех в зависимости от вида изделия и модели.
Для уменьшения числа слоев клеевых прокладок, толщины и массы полуфабриката, продолжительности его обработки используют многозональный термо клеевой прокладочный материал на тканой основе. При фронтальном дублировании полочки таким материалом получают деталь с различной степенью упругости и формо устойчивости на разных участках (максимальной — на опорной поверхности полочки, минимальной — на нижнем участке детали) с постепенным понижением жесткости от верхнего участка к нижнему. В зависимости от модели и свойств основного материала пиджака прокладку для фронтального дублирования полочки да многозонального термо клеевого прокладочного материала выкраивают с участком для лацкана или без него. Прокладку с лацканом используют при дублировании изделий из рыхлых материалов, имеющих подвижную структуру. При изготовлении пиджаков из плотных материалов прокладку выкраивают до линии перегиба лацкана. Прокладку лацкана в этом случае выкраивают отдельно из менее жесткого прокладочного материала.
При раскрое многозональной клеевой прокладки для фронтального дублирования полочки нижняя граница верхней жесткой зоны должна проходить на 20...30 мм ниже уровня глубины проймы (рис. 3.1, о, п). Жесткая зона прокладки не должна попадать в шов стачивания вытачки на линии талии. Верхняя граница нижней мягкой зоны прокладки должна располагаться выше линии бокового кармана пиджака не менее чем на 20...30 мм.
Если по модели требуется придание изделию повышенной формо устойчивости, то полочки мужского пиджака, дублированные многозональной бортовой прокладкой, соединяют с дополнительной бортовой прокладкой и плечевой накладкой. В зависимости от модели пиджаки могут изготовляться без дополнительной бортовой прокладки или без плечевой накладки.
После дублирования обрабатывают мелкие и отделочные детали, осуществляют начальную обработку основных деталей. При этом последовательность обработки мелких и отделочных деталей та же, что и аналогичных деталей изделий без подкладки.
Дата добавления: 2017-04-05; просмотров: 10323;
Поиск по сайту
Узнать еще
- HАHЕСЕHИЕ PАЗМЕРОВ HА ЧЕРТЕЖАХ ЛИТЫХ ДЕТАЛЕЙ
- III. Старение и усталость. Вибрация. Коррозия деталей машин. Краткие сведения по теории трения. Виды трения. Основные требования и определения
- Автоматический контроль формы деталей.
- Балансировка деталей.
- Бесшкальные контрольные инструменты. Калибры, их назначение и использование для контроля гладких цилиндрических деталей.
- В машиностроении в зависимости от выбора баз применяются три способа нанесения размеров элементов деталей: цепной, координатный и комбинированный.
- Валом и отверстием называют соединяемые поверхности деталей, причём вал – это наружная поверхность, а отверстие – внутренняя поверхность деталей.
- Взаимозаменяемость гладких цилиндрических деталей

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
