Печатные формы для флексографской печати
Печатные формы, также называемые «клише», изготавливаются из резины или фотополимеризующихся материалов. Их твёрдость и толщина должны соответствовать используемому в данный момент запечатываемому материалу и сюжету. Клише имеют либо плоскую форму и закрепляются на формном цилиндре с помощью клея или двусторонней липкой ленты, либо уже изготовлены в цилиндрической форме.
Резиновые клише.Они изготавливаются путем матрицирования (тиснением отливных форм) с использованием сырой резины с последующей ее вулканизацией. Равномерность по толщине обеспечивается шлифовкой оборотной стороны клише. Гравированные лазером клише ещё мало распространены, их линиатура растра составляет 40 лин/см, что существенно ниже, чем у фотополимерных печатных форм (где она составляет приблизительно 60 лин/см).
Фотополимерные печатные формы
Фотополимеризующиеся материалы, из которых изготавливаются флексографские печатные формы, могут быть жидкими или твёрдыми, причём твёрдая их форма используется чаще. Сырьём для фотополимеризующихся материалов служат эластомерное связующее вещество, ненасыщенные мономеры и УФ-фотоинициаторы. Они растворимы в воде или в органических растворителях. При засветке УФ-лучами происходит реакция полимеризации или «сшивание». Образованные путем этой реакции фотополимеры становятся нерастворимыми. При частичной засветке фотополимеры могут частично задубливаться, в то время как незасвеченные участки можно растворить, т.е. они сохраняют способность к вымыванию. Это свойство используется при изготовлении рельефных печатных форм.
Твёрдые фотополимеризующиеся пластины поставляются в готовом для экспонирования виде такими фирмами, как BASF (например, формные пластины Nyloflex) или DuPont (пластины Cyrel). Они бывают одно- и многослойными.
Однослойные пластины состоят из рельефного слоя (не «сшитого» фотополимера), покрытого защитной фольгой. Разделительный слой обеспечивает лёгкое отделение защитной фольги. Лавсановая основа на оборотной стороне пластины служит для ее стабилизации. На рисунке 6.75 представлено строение однослойной печатной формы.
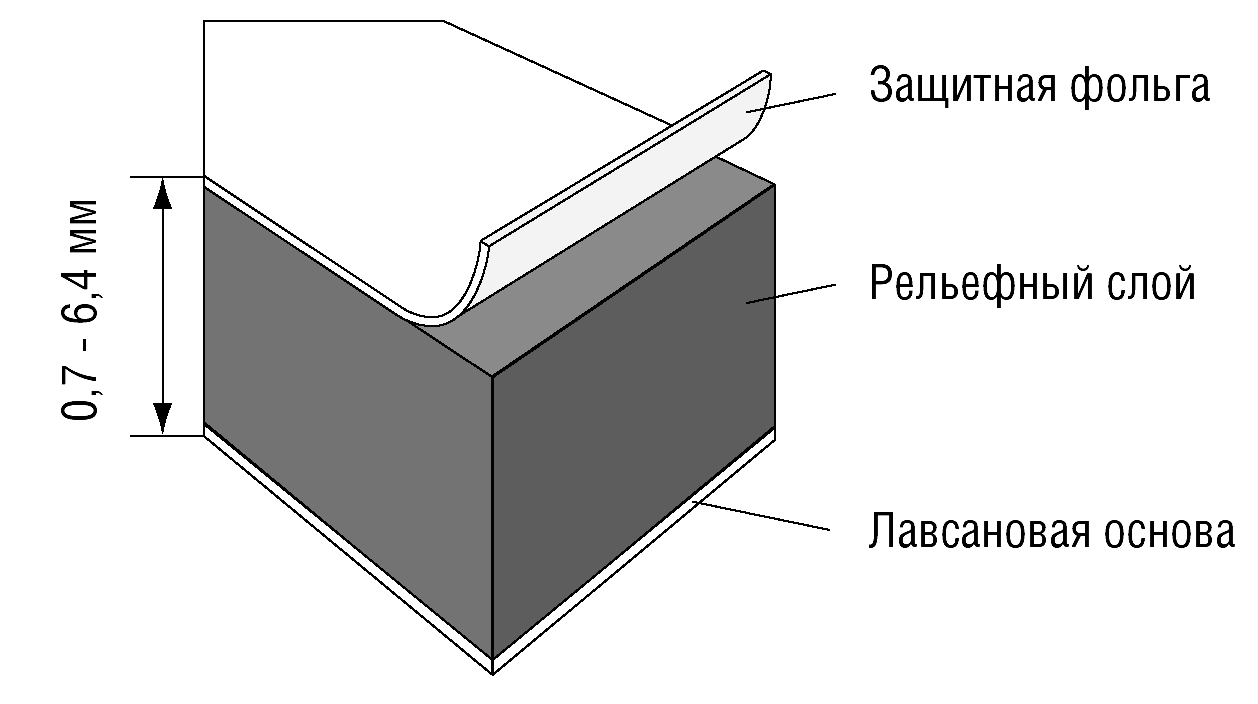
Рис.6.75. Структура однослойной пластины
При обработке однослойных формных материалов сначала равномерно засвечивается оборотная сторона без копировального оригинала. Засветка оборотной стороны обеспечивает равномерное по всей площади «сшивание» фотополимеризующегося слоя и ограничивает глубину вымывания. Кроме того, она повышает светочувствительность слоя, обеспечивает стабильную структуру боковых граней и возможность образования промежуточного рельефа в тонких структурах, например, на растровых площадях.
Основное экспонирование производится под вакуумом после отделения защитной пленки с лицевой стороны пластины и размещения на лицевой поверхности пластины негатива (копируемого оригинала). Рельеф образуется путём фотополимеризации. Продолжительность и интенсивность основной экспозиции влияют на образование точек, углов боковых граней и глубину рельефа.
После основного экспонирования производится вымывание. Посредством растворителя неполимеризированные (незасвеченные) участки печатной формы вымываются. При этом используется механическая обработка щеткой. После вымывания печатная форма должна быть основательно высушена для того, чтобы проникший в рельефный слой растворитель полностью испарился. Далее следует равномерная засветка пластины по всей площади без фотоформы, чтобы все области рельефа были полностью полимеризованы. Флексографская печатная форма в этом состоянии имеет клейкую верхнюю поверхность, к которой прилипают пыль и грязь. При засветке УФ-лучами или при погружении в раствор брома клеящая способность теряется. Клише для флексографской печати полностью готово. Однослойные печатные формы изготавливаются толщиной от 0,76 мм (например, для печати на пакетах, плёнках, тонком картоне) до 6,35 мм (например, для печати на гофрокартоне, мешках из бумаги или пластика). При работе на пластинах толщиной до 3,2 мм могут использоваться линиатуры до 60 лин/см. Возможный диапазон градаций составляет при этом от 2 до 95 %. Более толстые печатные формы (от 4 до 5 мм) используются с линиатурами до 24 лин/см, они обеспечивают градационный диапазон от 3 до 90 %.
Многослойные пластины, предназначенные для качественной растровой печати, имеют строение, показанное на рисунке 6.76.

Рис. 6.76. Структура многослойной пластины
Они комбинируют в своей структуре принцип относительно твёрдых тонкослойных пластин со сжимаемой основой. Подложка сама образует сжимаемую основу для рельефного слоя и принимает на себя деформацию при печати. При этом сохраняется печатный рельеф. Стабилизирующий слой обеспечивает почти полное отсутствие продольной деформации вследствие изгиба плоской печатной формы при монтаже на формный цилиндр. Достигаемый эффект повышения качества печати имеет место в том случае, когда тонкие однослойные печатные формы со сжимаемым пористым слоем приклеиваются на формный цилиндр.
Структура формной пластины для системы «Компьютер – печатная форма» схематично представлена на рисунке 6.77.
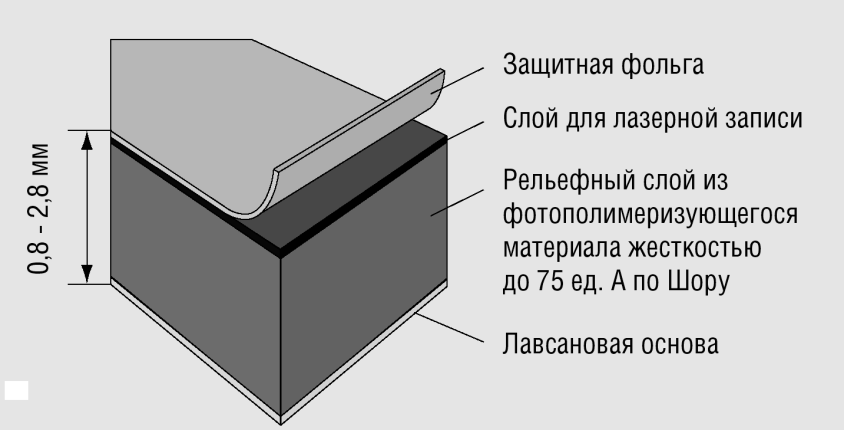
Рис. 6.77. Структура пластины для записи на процессоре CtP
При удалении защитной фольги освобождается «чёрный» слой, на который, например, с помощью луча лазера (с длиной волны 1064 нм) можно осуществлять запись путем разрушения слоя (абляции).
Лазерный луч разрушаетчёрный абсорбирующий энергию слой. При этом на формной пластине осуществляется запись точка за точкой. Чёрный слой выполняет задачу копируемого оригинала (негатива). После завершения записи пластина засвечивается по всей ее площади (предварительная и основная экспозиции) и дальше обрабатывается так же, как однослойная формная пластина для получения рельефа. Высокое качество записи обеспечивает относительные размеры растровой точки до 2 %, например, как это показано на микрофотографии флексографской печатной формы (рис. 6.78).
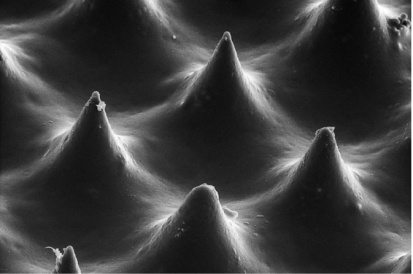
Рис. 6.78. Структура растровой точки формы флексографской печати
Дата добавления: 2017-04-05; просмотров: 2497;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Ориентация формы в среде.
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- II. Политическое развитие страны: реформы и их последствия

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
