Контроль зубчатых колес
Осуществляется в два этапа: до зубообработки; на участке зубообработки. Важнейшими параметрами, определяющими точность колеса, являются точностные параметры шлицевого отверстия и зубчатого венца. Особенно большое значение имеет точность совпадения оси шлицевого отверстия с длительной окружностью колеса.
Связи поверхностей шлицевого отверстия (большого и малого диаметра и боковых сторон шлицев) проверяют вначале раздельно, а затем комплексным шлицевым калибром.
Контроль до обработки зубьев (контролируемый параметр – средство контроля):
1. Биение торцов, биение по наружным цилиндрическим поверхностям –индикаторные приспособления.
2. Ширина шлицевого паза – шаблон предельный.
Большой диаметр шлицев – пробка предельная.
Диаметр малого отверстия – пробка предельная или прибор для измерения отверстий.
Относительное расположение шлицев – шлицевый комплексный калибр.
Контроль при обработке зубьев:
В скобках приведены следующие обозначения: К – показатель кинематической точности; Пл – показатель плавности работы; ПК – показатель пятна контакта зубьев; БЗ – показатель бокового зазора.
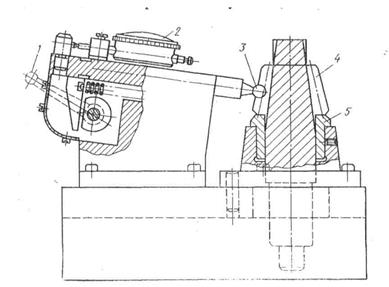
1. Колебание измерительного межцентрового расстояния: за один оборот колеса (К), на одном зубе (Пл) – прибор для комплексной двухпрофильной проверки зубчатых колес модели МЦМ-160, МЦМ-320.
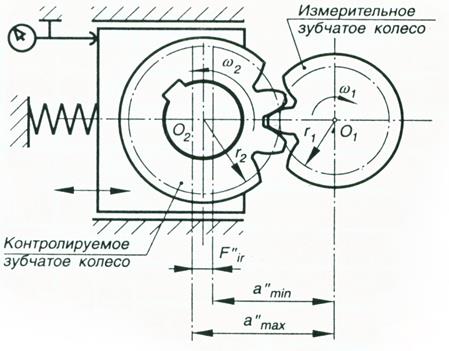
Рис. Контроль измерительного межцентрового расстояния
Проверка в плотном зацеплении характеризует суммарную погрешность состоящую из погрешности профиля, радиального биения, неравномерности шага, толщины зуба и т.д.
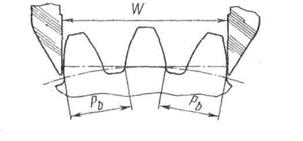
2. Длина общей нормали (К) – нормалемер, микрометр для измерения д.о.н., скоба индикаторная.

| 
|
а) б)
Рис. Контроль длины общей нормали:
а – микрометр, б – длина общей нормали
Под длиной общей нормали понимается прямая, касательная основной окружности, заключенная между двумя параллельными плоскостями, касательным к двум разноименным профилям зубьев.
3. Колебание длины общей нормали (К) – прибор для контроля углового шага модели БВ-5015.
Величина колебания длины общей нормали определяется как наибольшая разность между показаниями.
4. Погрешность направления зуба (погрешность профиля) (ПК, Пл) – прибор для контроля эвольвенты и направления зуба, эвольвентомер БВ-1089, ходомер БВ-5034.
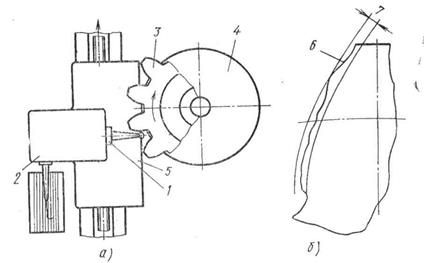
Рис. Дисковый эвольвентомер:
а - схема работы прибора, б – погрешность эвольвентного профиля; 1 – измерительный наконечник, 2 – записывающее устройство, 3 – проверяемое колесо, 4 – обкатной диск, 5 – коретка, 6 – профиль зуба, 7 – погрешность профиля
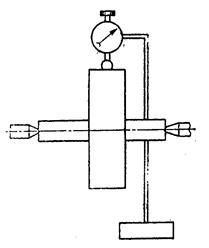
5. Радиальное биение зубчатого венца (К) – прибор для контроля радиального биения зубчатого венца, биениемер Б-10М.
| 
|
а) б)
Рис. Контроль радиального биения зубчатого венца:
а – схема контроля, б – приспособлеие для контроля; 1 – рукоятка, 2 –индикатор,
3 – шариковый наконечник, 4 – проверяемое колесо, 5 – центрирующая втулка
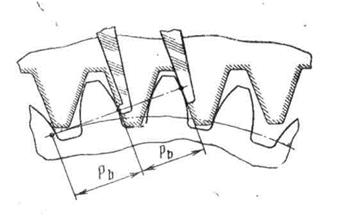
6. Шаг зацепления (Пл) – шагомер БВ-5043 (проверяется расстояние между одноименными сторонами соседних зубьев и сравнивается с его теоретическим значением).
| 
|
а) б)
Рис. Контроль основного шага:
а – схема проверки основного шага, б – схема контроля погрешности окружного шага
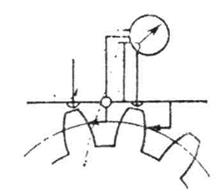
7. Равномерность окружного шага (Пл) – прибор для контроля р.о.ш. модели 2КШ, шагомер БВ-5043 (проверяется отклонение шага между парами зубьев по двум сторонам).
Индикатор устанавливают на нуль на первой паре зубьев, отсчеты на последующих парах являются относительными к первому отсчету. Погрешности окружных шагов проверяют от каждой стороны зуба независимо от способа их нарезания.
8. Толщина зуба по начальной окружности (БЗ, Пл) – штангензубомер, оптический зубомер.
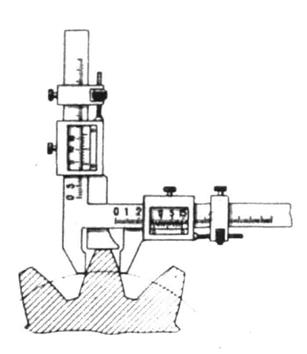
Рис. Схема контроля толщины зуба кромочным зубомером
9. Правильность зацепления – по отпечатку при обкатке с эталонным колесом, по шуму с помощью специальных приборов – фонометров, звуковых индикаторов и т.п. на контрольно-обкатном станке модели 5Г725 при расстоянии до микрофона 75–200мм.
Дата добавления: 2019-09-30; просмотров: 2946;
Поиск по сайту
Узнать еще
- III. Контроль эффективности
- S Власть и контроль
- V. Контроль за корректурой СККРиПДП.
- VII. ОБСЛЕДОВАНИЕ ПОМЕТОВ И КОНТРОЛЬ КАЧЕСТВА ИХ ВЫРАЩИВАНИЯ
- А) Контроль отклонений от правильной цилиндрической формы.
- А. Детали зубчатых передач
- А. Классификация контрольных приспособлений
- Автоматизация и контроль. Диспетчеризация

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
