Расчёт конических оправок
Конические оправки могут быть с гладкой и шлицевой
рабочими поверхностями для установки заготовок соответ-
ственно по гладким и шлицевым отверстиям. Они использу-
ются при небольших силах резания. Базовые отверстия заго-
товок должны выполняться с точностью не ниже 9-го квали-
тета. При базировании по наружному диаметру шлицевого
отверстия внутренний диаметр шлицевой конической оправ-
ки обычно выполняется на 1 мм меньше внутреннего диа-
метра заготовки, а ширина шлицев оправки на 0,25...0,5 мм
меньше ширины впадин заготовки.
В качестве исходных при расчёте конических оправок
используются следующие данные (рис. 2.2, а):
&з тах-> &з mm ~ наибольший и наименьший диаметры
базового отверстия заготовки, мм;
13, 1з1 — длина базового отверстия и обрабатываемой по-
верхности, мм;
dm3> d3i — допуски торцового биения на диаметре DH и
радиального биения по наружному диаметру заготовки, мм;
у — поперечное смещение заготовки от действия ради-
альной составляющей силы резания, мм.
При достаточно хорошем прилегании поверхностей оп-
равки к поверхностям элементов станка (гнезда шпинделя,
центров передней и задней бабок и т.п.) значение у можно
принимать в зависимости от величины отношения L0/D0
| LJD0 | |||||
| у, мкм | 0,43 | 0,86 | 4,9 | 10,4 | 18,7 |
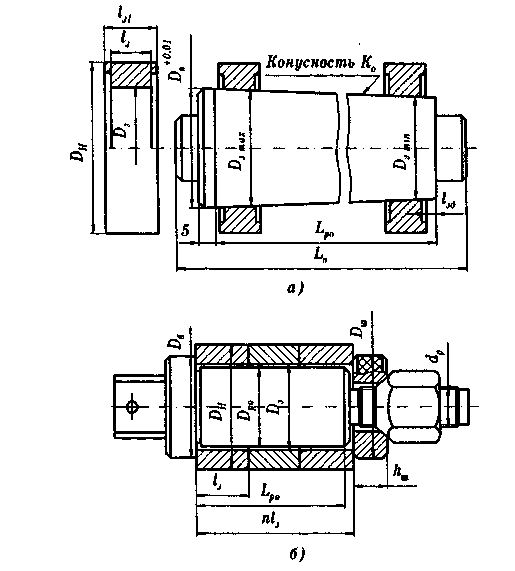
Рис. 2.2 Схемы центровых оправок:
а — конической; б — цилиндрической для установки
заготовок с зазором
где L0 — длина оправки при установке в центрах или длина
вылета консоли оправки при установке в гнездо шпинделя
станка, мм;
D0 — наибольший диаметр оправки, мм.
Расчёт выполняется в следующем порядке.
1. Вычисляется наибольший диаметр оправки:
D0 = D3 max + 0,02, мм.
2. Определяется конусность оправки с точки зрения точ-
ности обработки торцов заготовки:
3. Определяется конусность оправки с точки зрения точ-
ности обработки цилиндрической поверхности заготовки (по
биению):
для оправок с конусностью К0 > 1:15000:
дляоправок с конусностью  К0 < 1:10000.
К0 < 1:10000.
4. За конусность К0 оправки принимается меньшее из
двух значений Кто и Кро. Рекомендуется округлять К0 до
значений из ряда: 1:500; 1:1000; 1:1500; 1:2000; 1:2500;
1:3000; 1:4000; 1:5000, а для особо точной обработки и для
контрольных конических оправок — 1:10000; 1:20000;
1:40000.
5. Выявляется рабочая длина оправки:
где 1зд — запас длины конусной части оправки со стороны
меньшего диаметра; рекомендуется 1зд = 10 мм при К0 > 1:2000;
/„, = 15 мм при К0 = 1:2500 и 1:3000; 1зд = 20 мм при
К„ < 1:3500.
6. Диаметры и длины крайних нерабочих шеек (хвосто-
ииков) выбираются, исходя из конструктивных соображений.
7. Общая длина оправки в зависимости от D0 не должна
превышать таких значений:
| 1)„, мм | до 10 | 10...15 | 15...20 | 20...25 | 25...35 |
| /.,„ мм | |||||
| /),„ мм | 35...45 | 45...55 | 55...65 | 65...80 | свыше 80 |
| /.,„ мм |
Ксли длина Lpo окажется больше указанных значений,
■ мдует прибегнуть к селективной подборке заготовок по ди-
аметру отверстия и воспользоваться комплектом конических
оправок.
8. Допуск радиального биения 8^ конической оправки от-
носительно оси центров рекомендуется принимать в диапазо-
не 0,003 < 8ро < 0,15dp3, а для особо точных оправок с конусно-
стью К0 1:10000 принимается в пределах 0,002< 8^ < 0,2dp3.
2.3 Расчёт оправок
для установки заготовок (деталей) с зазором
Исходными данными расчёта цилиндрических оправок
для установки заготовок с гарантированным зазором явля-
ются (рис. 2.2, б): Мр — момент резания, Нмм; 13 — длина
заготовки, мм; DH — наружный диаметр обрабатываемой
поверхности, мм; 2г — припуск на обработку, мм; D3 — ди-
аметр базового отверстия заготовки, мм; 83 — допуск на ди-
аметр отверстия, мм: 8и — допуск на износ рабочей поверх-
ности оправки, мм; п — число заготовок, одновременно ус-
танавливаемых на оправку; е — допуск соосности (эксцент-
риситет) цилиндрических поверхностей заготовки, мм;
/ — коэффициент трения (для сталей принимается / = 0,16).
Расчёт оправок осуществляется в приведённой ниже пос-
ледовательности .
1. Выбирается гарантированный зазор sr для свободной
установки заготовки на оправку. Обычно принимается по-
садка H7/h6. Более точно sr можно определить, исходя из
требований к точности обработки заготовки, по формуле:

где у — поперечное смещение заготовки под действием силы
резания (значения у принимаются по данным, приведённым
в расчёте конических оправок), мм;
еоп — допуск соосности рабочей поверхности и поверхно-
стей оправки, контактирующих со станком (рекомендуется
принимать по 8-й степени точности по ГОСТ 24643-81);
S0 — допуск на диаметр рабочей поверхности оправки
(рекомендуется принимать по h6), мм;
8и — допуск на износ рабочей поверхности оправки (ре-
комендуется принимать 0,01...0,02), мм.
2. Вычисляется номинальное значение диаметра Dpo ра-
бочей поверхности оправки:
Dpo = D3 -sr.
3. Находится длина Lpo рабочей шейки оправки:
4. Выявляются наружные диаметры опорного бурта D6 и
нажимной быстросъёмной шайбы Dm:
D6 = Dm = D3-2z- (2...5).
5. Определяется толщина кш нажимной шайбы:
кш > 0,2Dm.
6. Вычисляется момент трения Мтр, создаваемый при
зажиме заготовки в оправке:
Мтр = k ■ Мр,
где k — коэффициент запаса (принимается k = 2...3 или вы-
числяется по методике, изложенной в подразделе 9.1).
7. Вычисляется потребная сила зажима заготовок:
8. По силе W расчётом определяется диаметр резьбы dp
хвостовика и округляется в большую сторону до ближай-
шего стандартного значения. При этом следует соблюсти ус-
ловие
dp < Dpo - (0,2...0,3),мм.
2.4 Расчёт оправок
для установки заготовок с натягом
На эти оправки заготовка устанавливается по отверстию
с натягом. Они используются для обработки толстостенных
заготовок с базовым отверстием, как правило, не ниже 7-го
квалитета точности. Оправки с буртом (рис. 2.3, а) позволя-
ют точно фиксировать заготовку вдоль оси и используются
для обработки наружной цилиндрической поверхности и сво-
бодного торца заготовки. Оправки без опорного бурта
(рис. 2.3, б) применяются для обработки наружной цилинд-
рической поверхности и обоих торцов заготовки, однако для
точной осевой фиксации заготовки необходимо при запрес-
совке использовать упорные кольца.
Рис. 2.3 Центровые оправки
для установки заготовок с натягом:
а — с открытым буртом; б — без бурта;
в — расположение полей допусков
В качестве исходных при расчёте оправок для установки
заготовок с натягом используются следующие данные:
l3, D3, D3 max, D3 min — длина, номинальный, наибольший
и наименьший диаметры базового отверстия заготовки, мм;
DH — наружный диаметр заготовки, мм;
Е3, Е0 — модули упругости материалов заготовки и оп-
равки, МПа;
/л3, /л0 — коэффициенты Пуассона материала заготовки
и оправки;
Мр — момент резания, Нмм;
Р0 — осевая составляющая силы резания, Н;
f — коэффициент трения (для стальной пары принима-
ется / = 0,16).
Расчёт производится в такой последовательности.
1. Вычисляется длина рабочей шейки оправки, мм:
с буртом:
Lpo = h ~ (1 — 5)»
без бурта:
Lpo = l3- (1...10).
Меньшая длина оправок без бурта обусловлена тем, что
оба торца заготовки должны выступать за пределы рабочей
поверхности оправки для обеспечения их обработки.
2. Находятся крутящий момент и осевая сила, передачу
которых должна обеспечивать проектируемая оправка (мо-
мент и сила трения):
Мтр = k- Мр,
где k — коэффициент запаса, определяется по методике, из-
ложенной в подразделе 9.1.
Fmp и соответствующее давление р вычисляются для прес-
совых оправок без бурта, а также для оправок с буртом, если
осевая составляющая силы резания Р0 направлена в обрат-
ную сторону от бурта. Мтр определяется в случае, если в
отверстии заготовки нет шпоночного паза, а на оправке не
предусмотрена шпонка. В противном случае передачу вра-
щения заготовке обеспечивает шпоночное соединение, а не I
момент трения в паре заготовка-оправка (рис. 2.3, б).
3. Определяется давление в соединении отверстие заго-
товки — рабочая поверхность оправки, необходимое для на-
дёжного закрепления заготовки.
Из условий действия Мтр:
Из условий действия  Р:
Р:
Для дальнейших расчётов за давление р принимается
большее значение из р' и р".
4. Рассчитывается номинальный диаметр рабочей повер-
хности оправки, мм:
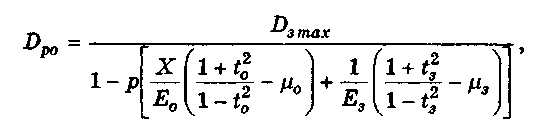 (2.1)
(2.1)
где X — коэффициент, значения которого принимаются в
зависимости от отношения l3/D3:
| IJD3 | 0,025 | 0,05 | 0,075 | 0,10 | 0,15 | 0,20 | 0,25 | 0,30 | 0,35 | 0,40 | 0,45 |
| X | 0,2 | 0,3 | 0,36 | 0,42 | 0,52 | 0,61 | 0,67 | 0,73 | 0,77 | 0,80 | 0,83 |
| IJD, | 0,50 | 0,55 | 0,60 | 0,65 | 0,70 | 0,75 | 0,80 | 0,85 | 0,90 | 0,95 | 1,00 |
| X | 0,86 | 0,88 | 0,90 | 0,92 | 0,94 | 0,95 | 0,96 | 0,97 | 0,98 | 0,99 | 1,00 |
при l3/D3 > 1 значение X соответствует 1; t3 — отношение
D3/DH; t0 — отношение dJDp, оно вычисляется только для
пустотелых оправок с диаметром внутреннего отверстия d0.
Рекомендуется принимать 
Отклонение (допуск) наружного диаметра Dpo рабочей
поверхности оправки рекомендуется назначать по гб, а от-
клонение внутреннего диаметра dQ пустотелой оправки — по
Н9. Допуск соосности отверстия и рабочей поверхности пус-
тотелой оправки принимается в пределах 9, 10-й степеней
точности.
5. Вычисляются размеры D0 и 1Н направляющей (правой
на рис. 2.3, а) поверхности оправки, мм:
**о ~ -^з лил»
Отклонение диаметра D0 направляющей поверхности при-
нимается по е8.

|
'•*• 6. Определяется диаметр бурта (для оправок с опорным
буртом):
2>„ = ЛК -(1...10).
Допуск диаметра D6 принимается по h9. При проектиро-
вании оправки без опорного бурта диаметр левой поверхнос-
ти (рис. 2.3, б) принимается равным диаметру направляю-
щей поверхности с отклонением по hll.
7. Выявляются размеры Dn и 1п проточки между рабочей
и направляющей поверхностями оправки, мм:

|
Dn = D0 - (2...3),
ln > l3 - Lpo + (3...5).
"* Отклонение диаметра Dn принимается по h9.
При проектировании оправки без опорного бурта разме-
ры проточки между рабочей и левой поверхностями прини-
мается аналогично.

|
8. Определяется длина оправки, мм:
Lpo < (5...7)Dp0.
9. Вычисляется потребная сила Рп, Н для запрессовки
заготовки на оправку (значение Рп необходимо знать для
подбора пресса):
 (2.2)
(2.2)
где imin — диаметральный гарантированный натяг (значение
1тт = Dpo - Ds max)> MM5
5U — допуск на износ рабочей поверхности оправки (для
оправки диаметром D^ < 80 мм рекомендуется 8и = 0,01...0,015),
мм;
80 — допуск на диаметр Dpo (принимается по гб), мм.
Поля допусков целесообразно располагать так, как показано
на рисунке 2.3, в.
10. Для сплошных оправок (t0 = 0) и наиболее распростра-
нённых значений для сталей Е0 = Е3 = 2,1 • 10 МПа и д, = ц3 = 0,3
формулы (2.1) и (2.2) принимают вид:
11. Торцовое биение опорного бурта оправки следует за-
давать в пределах 6, 7-й степеней точности. Радиальное бие-
ние 8ро рабочей поверхности принимается:
для сплошных оправок: 8^ = 8рз - 2у,
для пустотелых оправок:

где 8рз — допуск радиального биения обработанной поверх-
ности заготовки, мм;
у — упругое поперечное смещение заготовки под дей-
ствием радиальной составляющей силы Р обработки (при-
нимается в таких же пределах, как и при расчёте коничес-
ких оправок).
2.5 Расчёт гидропластмассовых оправок
с тонкостенной гильзой
На рисунке 2.4 показана шпиндельная оправка с упру-
гой гильзой, разжимаемой изнутри гидропластмассой (на-
пример, состав гидропластмассы марки СМ в % по массе:
полихлорвиниловая смола марки М (20), дибутилфталат (78),
стеарат кальция (2); температура плавления 413 К, темпе-
ратурный режим эксплуатации 278...333 К). При закручи-
вании винта 5 в корпус 1 гидропластмасса 2 сжимается и
разжимает тонкостенную гильзу 3. Таким образом выбира-
ется зазор между гильзой и заготовкой 4 и последняя ока-
зывается сбазированной (сцентрированной) и закреплённой
на оправке. Схема расчёта тонкостенной гильзы представ-
лена на рисунке 2.5.
|
| Рис. 2.4 Схема шпиндельной гидропластмассовой оправки |
Исходными данными для расчёта гидропластмассовых вту-
лок являются: 13 и D3 — длина и диаметр базового отверстия
заготовки, мм; Мр — крутящий момент от сил резания, Нмм;
Р0 — осевая составляющая силы резания, Н. Значения рг, рк,
Wp» 21, Smax принимаются по таблице 2.2. Расчёт оправок осу-
ществляется в следующей последовательности.
Рис. 2.5 Схема для расчёта тонкостенных гильз:
положение в свободном (а)
а рабочем (б) состояниях
1. По диаметру D3 отверстия заготовки в соответствии с
таблицей 2.2 определяются геометрические размеры: наруж-
ный диаметр D; внутренний диаметр й^ тонкостенной гиль-
зы; диаметры dn поясков буртов; толщина tn круговой поло-
сти для размещения гидропластмассы (этот размер необхо-
дим для выполнения круговой канавки на корпусе оправки,
формирующей круговую полость оправки); длина буртов 1б
тонкостенной гильзы.
2. Принимается значение давления рг гидропластмассы в
полости оправки. По таблице 2.2 в соответствии с принятым
давлением рг находятся значения: удельного давления рк в
зоне контакта тонкостенной гильзы с заготовкой; величина Wy;
суммарная длина 21 нерабочей (неконтактирующей) зоны тон-
костенной втулки.
Таблица 2.2
Данные для расчёта тонкостенных гильз
гидропластмассовых оправок
| Диаметр | D | dx | d„ | |||||||
| заготовки D, с до- пусками, мм | (до- пуск поп8) | (до- пуск по Н7) | (до- пуск по Н8) | t. | Ч | Рг, МПа | Рк, МПа | Н/мм | 2/, мм | МПа |
| 0,75 | ||||||||||
| 28Н5Н6 | 3,8 7,35 | 12 11 | 700 800 | |||||||
| 27,98 | 26,66 | 11,35 | ||||||||
| 28Н7 | 2,6 | |||||||||
| 5,85 | 11,5 | |||||||||
| 28Н8 | 1,55 | |||||||||
| 1,1 | ||||||||||
| 32Н5(Н6) | 31,98 | 30,42 | 19,5 23 | 4,2 7,8 12 | 13 20 25 | 13,5 11,5 | 700 800 900 | |||
| 32Н7 | 22 25 | 2,8 6 | 10 18 | 14,5 13 | 800 900 |
Продолжение таблицы 2.2
| 4,5 | ||||||||||
| 71Н8 | 8,3 | |||||||||
| 70,975 | 67,45 | 17,8 | 22,5 | |||||||
| 71Н9 | 20 28 | 5,3 13,4 | 30 60 | 700 900 | ||||||
| 71Н10 | 1,45 | 3, | ||||||||
| 6,1 | ||||||||||
| 80Н5(Н6) | 21,5 | |||||||||
| 10,5 | 27,5 | |||||||||
| 3,7 | ||||||||||
| 80Н7 | ||||||||||
| 79,975 | 76,075 | |||||||||
| 12,2 | 1,1 | |||||||||
| 80Н8 | 17,6 | 6,3 | ||||||||
| 21,5 | 10,6 | |||||||||
| 80Н9 | 3,75 | 33,5 | ||||||||
| 7,4 | ||||||||||
| 80Н10 | 24,5 | |||||||||
| 6,1 | ||||||||||
| 90Н5(Н6) | 21,5 27,5 | 13,7 20 | 65 85 | 600 700 | ||||||
| 0,8 | ||||||||||
| 17,5 | 3,5 5,9 | 26 40 | 35 33 5 | 450 600 | ||||||
| 90Н8 | 89,972 | 85,672 | 11,5 | 21,5 24 | 9,8 10 15 | 52 57 70 | 29 30 | 600 700 700 | ||
| 90Н9 | 16,5 | з,з | ||||||||
| 6,9 | ||||||||||
| 9ОН10 | 24,4 | 3,1 | 40,5 | |||||||
| 14,5 | 7,9 | |||||||||
| 100Н5(Н6) | 99,972 | 95,092 | 16,5 | |||||||
| 30,5 | 25,5 |
Продолжение таблицы 2.2
| 13,5 | 5,15 | |||||||||
| 100Н7 | 20,5 26 | 12,3 18 | 70 90 | 31 28 | 600 700 | |||||
| 12,5 | 2,4 | |||||||||
| 100Н8 | ||||||||||
| 99,972 | 95,092 | |||||||||
| 0,5 | ||||||||||
| 100Н9 | 17 21 | 5,4 9,5 | 40 6 | 600 700 | ||||||
| 100Н10 | 6,2 |
3. Длина Ьг тонкостенного участка гильзы выбирается по
конструктивным соображениям с учётом длины 13 отверстия
заготовки из условия:
13>Ьг> 21.
4. Определяется момент, передачу которого за счёт созда-
ния сил трения может обеспечить оправка с тонкостенной
втулкой выбранных параметров, Нмм:

где f — коэффициент трения между заготовкой и гильзой
оправки (для сталей принимается / = 0,16).
5. Проверяется условие
где k — коэффициент запаса.
Для создания в случае необходимости больших момен-
тов Мтр следует либо увеличить длину Ьг тонкостенного
участка гильзы оправки в пределах, указанных в пункте 3
данного расчёта, либо принять по таблице 2.2 следующее
по величине значение рг и соответствующие новые значе-
ния Wy и 21.
6. По окончательно выбранному значению рг в соответ-
ствии с таблицей 2.2 определяется наибольшее напряже-
ние <Утах, возникающее в материале гильзы, по которому
выбирается материал для тонкостенной гильзы:
| при отак, МПа | |||||
| стали | 65Г, 55ГС | 50ХФА 50ХГФА | 50С2, 60С2 | 60С2ХА, | 60С2ХФА, 65С2ВА |
Радиальное биение тонкостенной гильзы относительно оси
вращения шпинделя станка принимается в пределах 2, 3-й
степеней точности.
7. При использовании пневмо- и гидроприводов диаметр d^
мм плунжера гидропластмассовой оправки определяется по
формуле: 
где D4 — диаметр цилиндра привода, мм;
рц — давление в цилиндре привода, МПа.
При использовании ручного привода (рис. 2.4) рекомен-
дуются значения dnA = 14; 15; 16; 17; 18; 19 мм.
Необходимая осевая сила ручного привода Рпл, Н нахо-
дится по формуле:
Необходимое осевое перемещение Z^ (ход) плунжера мож-
но определить по формуле

где д3 и 8г — поля допусков соответственно на диаметры D3
заготовки и D тонкостенной гильзы, мм.
Плунжеры гидропластмассовых оправок изготовляются
из сталей марок 18ХГТ и 20 ХС с цементацией слоя толщи-
ной 1,0...1,2 мм и закалкой до твёрдости 57...61 HRC9. После
изготовления плунжер притирается по отверстию корпуса
оправки с выдерживанием диаметрального зазора в преде-
лах до 0,01 мм.
8. Сопряжение рабочих поясков диаметром dn буртов
гильзы с корпусом оправки рекомендуется выполнять по
посадке Н7/и7. Для удобства запрессовки можно увеличи-
вать на 0,1 мм диаметр dn пояска левого бурта тонкостен-
ной гильзы и соответствующей поверхности корпуса оп-
равки.
2.6 Расчёт оправок с гофрированнымивтулками
На оправках с гофрированными втулками рекомендует-
ся обрабатывать заготовки с базовыми отверстиями, выпол-
ненными по 6...9-му квалитетам точности. Высокая точность
центрирования заготовок на оправках может снижаться за
счёт неравномерного изнашивания гофрированных втулок
(износ составляет в среднем 1 мкм на каждые 10000 закреп-
лений).
На рисунке 2.6 показана центровая оправка для шлифо-
вания наружной цилиндрической поверхности диаметром
90 мм рейки поршня рулевого управления автомобиля. Заго-
товка 3 базируется и закрепляется двумя гофрированными
втулками 4 по отверстию диаметром 30Н8. Между гофриро-
ванными втулками 4 установлена проставка 5. Осевая сжи-
мающая сила Р0 на втулках создаётся гайкой 7 и передаётся
через нажимное кольцо 6. Вращение оправки обеспечивается
посредством поводка 1.
Расчёт оправок сводится к определению геометрических
размеров гофрированных втулок (рис. 2.6, б) и определению
сил привода оправки. Под действием осевой сжимающей си-
лы Р0 гофрированные втулки упруго деформируются. При
;»том наружные их диаметры увеличиваются, а внутренние
уменьшаются. По внутреннему диаметру каждая втулка цен-
трируется и закрепляется на цилиндрической поверхности
корпуса 2 (рис. 2.6, а) оправки, а по наружному — центри-
рует и закрепляет заготовку 3. Контакт гофрированной втул-
ки с корпусом оправки и заготовкой показан на рисунке 2.6, е.
В местах контакта кольца с заготовкой и корпусом оправки
действуют постоянные по углу поворота кольцевые силы Wx,
W2 и Wz.
В качестве исходных при расчёте оправок с гофриро-
ванными втулками принимаются следующие данные:
l3nD3 — длина и диаметр базового отверстия заготовки, мм;
83 — допуск на диаметр D3, мм, Мр — крутящий момент от
сил резания, Нмм; se — гарантированный зазор между базо-
вым отверстием заготовки и наружной цилиндрической по-
верхностью гофрированных втулок оправки. Рекомендуется
принимать:
при 20 < D3 < 29 мм sr = 10 мкм;
при 29 < D3 < 53 мм, sg = 20 мкм;
при 53 < D3 < 80 мм, se = 30 мкм;
при D3 > 80 мм, se = 40 мкм.
Данные по геометрическим размерам гофрированных вту-
лок и расчётным коэффициентам представлены в таблице 2.3
[1, 3, 14].
Расчёт оправок с гофрированными втулками производится
в следующей последовательности.
1. По диаметру базового отверстия заготовки по табли-
це 2.3 находятся основные геометрические размеры гофри-
рованной втулки (рис. 2.6, б): диаметр Dx буртов; наруж-
ный диаметр D2 внутреннего пояска; толщина h кругового
рабочего пояска; диаметр dl выточек: диаметр d2 отверстия
втулки; длина L втулки; длина (ширина) I гофры: расстоя-
ние li от торца втулки до боковой поверхности гофры; дли-
на (ширина) 12 буртов; длина (ширина) /3 внутренней про-
точки втулки.
2. Вычисляется диаметр наружной рабочей поверхности
втулки, мм
D = D3- зг.
3. Вычисляется диаметр центральной расточки гофриро-
ванной втулки (гофры):
d = D - 2h.
4. Вычисляется приращение наружного диаметра гоф-
рированной втулки для центрирования и закрепления заго-
товки:
где 8д — допуск на наружный  диаметр гофрированной втул-
диаметр гофрированной втул-
ки (обычно принимается по h6), мкм.
5. Вычисляется потребная осевая сжимающая сила, Н:
где X — коэффициент, принимается  по таблице 2.3.
по таблице 2.3.
6. Вычисляется наибольшее напряжение атах, МПа, воз-
никающее в материале гофрированной втулки при её нагру-
жении силой Р0, Н: 
где у/— коэффициент, принимается по таблице 2.3.
7. По сгтах в соответствии с рекомендациями подразде-
ла 2.5 подбирается материал гофрированных втулок.
8. Вычисляется момент Мтр, Нмм, создаваемый оправ-
кой с выбранными гофрированными втулками при силе воз-
действия Р0:

где пв — количество гофрированных втулок оправки.
При этом должно соблюдаться условие, когда передавае-
мый оправкой момент должен быть больше момента Мр ре-
зания, умноженного на коэффициент запаса, т.е.
9. Допуск на разностенность по толщине h тонкостенно-
го участка гофрированной втулки следует принимать в пре-
делах 3, 4-й степеней точности; допуск биения торцов втул-
ки относительно отверстия — в пределах 4-й степени точно-
сти; допуск радиального биения наружной рабочей поверх-
ности диаметром D относительно отверстия диаметром d2
(рис. 2.6, б) — в пределах 1, 2-й степеней точности.
|
| Рис. 2.6 Оправка цент- ровая с гофрированны- ми втулками и ручным приводом (а), гофриро- ванная втулка (б) и схема действия сил в контакте втулки с корпусом оправки и заготовкой (в) |
„: Таблица 2.3
Размеры гофрированных втулок и расчётные коэффициенты ±
| Диаметры заготовок D]p, | Размеры гофрированных втулок (рис. 2.5, б), мм | Расчётные коэффициенты | ||||||||||
| А | D2 | di | d2 | X, мкм/Н | ||||||||
| мм | (допуск | (допуск | h | (допуск | (допуск | L | / | /. | h | h | 1/мм^ | |
| noh8) | попб) | поН9) | поН7) | |||||||||
| 1 | ||||||||||||
| Св. 20 до 21 | 19,8 | 0,0162 | 0,767 | |||||||||
| Св. 21 до 22 Св. 22 до 23 | 20,8 21,8 | 12,8 | 0,4 | 17 18 | 19,4 | 6,4 | 0,0180 0,0211 | 0,841 0,917 | ||||
| Св. 23 до 24 | 22,8 | 3,5 | 0,0236 | 0,989 | ||||||||
| Св. 24 до 25 | 23,8 | 0,0200 | 0,714 | |||||||||
| Св. 25 до 26 | 24,8 | 0,0224 | 0,799 | |||||||||
| Св. 26 до 27 | 25,8 | 15,8 | 19,5 | 6,5 | 0,0248 | 0,841 | ||||||
| Св. 27 до 28 | 26,8 | 6,5 | 0,0272 | 0,900 | ||||||||
| Св. 28 до 29 | 27,8 | 0,0296 | 0,952 | |||||||||
| Св. 29 до 30 | 28,8 | 0,45 | 0,0319 | 0,986 | ||||||||
| Св. 30 до 31 | 29,8 | 18,9 | 0,0210 | 0,629 | ||||||||
| Св. 31 до 32 | 30,8 | 9,7 | 0,0229 | 0,684 | ||||||||
| Св. 32 до 33 | 31,8 | 0,0204 | 0,S52 | |||||||||
| Св. 33 до 34 | 32,8 | 0,0223 | 0.S58 | |||||||||
| Св. 34 до 35 | 33,8 | 0,0240 | 0,628 | |||||||||
| Св. 35 до 36 | 34,8 | 0,0260 | 0,665 |
Дата добавления: 2021-06-28; просмотров: 1422;
Поиск по сайту
Узнать еще
- E) Расчет структурных составляющих очага деформации с одним нейтральным сечением
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- IV. РАСЧЕТ РЕКТИФИКАЦИОННЫХ КОЛОНН
- V. ПРИМЕР РАСЧЕТА ФИЛЬТРА ВЫСОКИХ ЧАСТОТ ЧЕБЫШЕВА
- А) Расчет электрической цепи методом свертывания
- А. Расчет на устойчивость
- АВТОМАТИЗАЦИЯ МЕЖБАНКОВСКИХ РАСЧЕТОВ
- Автоматизация расчета и построения базовых конструкций одежды

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
