Технологические параметры способа раздачи концов труб согласно РД 153-34.1-003-01
| Температура нагрева раздаваемого конца трубы, °С | Максимальный наружный диаметр трубы, мм | Максимальная толщина стенки трубы, мм | max А,% |
| СТАЛЬ УГЛЕРОДНАЯ | |||
| 84-200 | |||
| 700-900 | |||
| СТАЛЬ НИЗКОЛЕГИРОВАННАЯ КОНСТРУКЦИОННАЯ | |||
| 700-900 | |||
| СТАЛЬ НИЗКОЛЕГИРОВАННАЯ ТЕПЛОУСТОЙЧИВАЯ | |||
| 900-1000 | |||
| СТАЛЬ ВЫСОКОЛЕГИРОВАННАЯ АУСТЕНИТНОГО КЛАССА | |||
| 84-100 | |||
| СТАЛЬ ВЫСОКОЛЕГИРОВАННАЯ МАРТЕНСИТНО-ФЕРРИТНОГО КЛАССА | |||
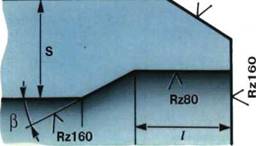
Вид расточки концов труб под подкладное кольцо
| S, мм | 
|  . град . град
|
| До 5 | 15±2 | |
| 5-25 | 15±2 | |
| Св.25 | 1,6S+10 | 15±2 |

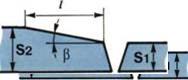 |
При стыковке труб с разными наружными диаметрами следует выполнить следующие варианты обработки
 ;
; 


Вмятины на концах труб исправляют с помощью домкратов или других разжимных устройств при условии, что глубина вмятины не превышает 3,5% диаметра трубы, а толщина стенки трубы - не более, мм:
Из углеродистых и низколегированных сталей............................... 20
Из высоколегированных сталей......................................................... 10
Из низколегированных теплоустойчивых сталей............................. 6
Кромки литых деталей трубопровода необходимо подготавливать в заводских условиях механическим путем. Никакая дополнительная обработка литых деталей в условиях монтажа не допускается.
Качество обработки кромок труб под сварку, размеры фасок проверяют специальными шаблонами.
ШАБЛОНЫ ДЛЯ ПРОВЕРКИ:
Углов:
 |  |  | |||
разделки стыка скоса кромок превышение кромок притупление кромок
Дата добавления: 2017-02-13; просмотров: 2333;
Поиск по сайту
Узнать еще
- A. Трубопроводная обвязка окружения испарителя.
- H – параметры транзистора
- H-параметры транзистора
- H-параметры транзистора, включенного по схеме с ОБ.
- H-параметры транзистора, включенного по схеме с ОЭ.
- I.1.2 ТЕРМОДИНАМИЧЕСКАЯ СИСТЕМА. ТЕРМОДИНАМИЧЕСКИЕ ПАРАМЕТРЫ. УРАВНЕНИЕ СОСТОЯНИЯ
- IV.2. Залежи нефти и газа и их параметры.
- VI.1.Параметры месторождений нефти и газа

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
