Сварочная проволока
Сварочную проволоку сплошного сеченияприменяют в качестве присадка при ручной аргонодуговои сварке W-электродом, газовой ацетилено-кислородной сварке. Поверхность проволоки должна быть чистой, без окалины, ржавчины, масла и грязи.
Проволоки Св-08МХ, Св-08ХМ и Св-09ХМФАприменяют для аргонодуговои сварки только легированных сталей с содержанием кремния не более 0,25%.
Проволоки Св-08МХ,Св-08ХМ и Св-08ХМА-2применяют для сварки трубопроводов с температурой среды до 510 °С включительно, а также для сварки корневого шва независимо от параметров рабочей среды.
При ручной аргонодуговои сварке корневого шва трубопроводов с толщиной стенки более 10 мм из хромомолибденовых и хромомолибде-нованадиевых сталей используют проволоку Св-08Г2С или Св-08ГС.
Область применения
| Тип и марка стали | Марка проволоки | ||
| Ручная аргонодуговая сварка W-электродом | Ручная газовая сварка ацетиленокис-лородным пламенем | ||
| Углеродистая Ст2; СтЗ; Ст4; СтЗГ; 08; 10; 20; 15Л; 20Л;25Л | Св-08ГА-2; Св-08Г2С; Св-08ГС | Св-08; Св-08А; СВ-08ГА; Св-08ГС;Св-08Г2С; Св-08МХ | |
| Низколегированная конструкционная 15ГС; 16ГС; 17ГС; 14ГН; 16ГН; 09Г2С;10Г2С1;14ХГС; 20ГСЛ; 17Г1С; 17Г1СУ | Св-08ГС; Св-08Г2С | Св-08ГС; Св-08Г2С | |
| Легированная теплоустойчивая | 12МХ; 15ХМ; 20ХМЛ; 12Х2М1 | Св-08МХ; Св-08ХМА-2;Св-08ХМ; Св-08ХГСМА | Св-08МХ; Св-08ХМ; СВ-08ХМФА |
| 12X1МФ | СВ-08ХГСМФА; Св-08ХМ; Св-08ХМФА; Св-08МХ; Св-08ХМА-2 | Св-08МХ; Св-08ХМ; Св-08ХМФА | |
| 15Х1М1Ф;20ХМФЛ; 15Х1М1ФЛ;12Х2МФСР; 15Х1М1Ф-ЦЛ; 12Х2МФБ | Св-08ХМФА;СВ-08ХГСМФА: Св-08ХГСМФА2; СВ-08ХМФА2 | ||
| Высоколегированнаякоррозионностойкая, жаростойкая и жаропрочная 08Х18Н10Т; 12Х18Н12Т; 12Х18Н10Т; | Св-04Х19Н11МЗ; Св-08Х19Н10Г2Б;Св-04Х20Н10Г2Б: СВ-01Х19Н9; Св-04Х19Н9;СВ-06Х19Н9Т | ||
| 12Х11В2МФ | Св-10Х11НВМФ; Св-12Х11НМФ |
Газы
В качестве защитного газа приручной аргонодуговой сварке W-электродом используют аргон высшего и первого сортовпо ГОСТ 10157-79. Допускается газообразный или жидкий аргон.
Перед использованием защитный газ необходимо проверить. На пластину или трубу наплавляют контрольный валик длиной 100-150 мм и по внешнему виду поверхности наплавки определяют качество защиты. Если в наплавленном металле шва обнаружат поры, газ бракуется.
Для газовой сварки используют технический ацетилен по ГОСТ 5457-75,поставляемый в баллонах или получаемый в газогенераторах из карбида кальция по ГОСТ 1460-81.
Карбид кальция СаС2 - твердое вещество темно-серого или коричневого цвета, при взаимодействии которого с водой образуется ацетилен С2Н2 . В зависимости от грануляции карбида кальция различен выход ацетилена.
| Ориентировочные размеры кусков карбида кальция, ммхмм | Выход ацетилена, л /мин | |
| I сорта | II сорта | |
| 2x8 | ||
| 8x15 | ||
| 15x25 | ||
| 25x80 |
Допускается использовать газообразный кислород только первого или второго сортапо ГОСТ 5583-78.
Неплавящиеся электроды
Применяют стержни как из чистого вольфрама, так и легированные тугоплавкими окислами (ГОСТ 23949-80):
ЭВЧ - чистый вольфрам;
ЭВЛ - с окисью лантана;
ЭВИ - с окисью иттрия;
ЭВТ - с окисью тория.
Электроды марки ЭВЧ используют для сварки на переменном токе, а прочие - для сварки на переменном и постоянном токах прямой и обратной полярности.
Перед сваркой неплавящийся электрод затачивают. Сварочные материалы должны соответствовать требованиям стандартов и технических условий, подтвержденным сертификатом изготовителя. Марки, сортамент, условия хранения и подготовки должны соответствовать технической документации на сварку.

АТТЕСТАЦИЯ СВАРЩИКОВ
К сварке трубопроводов пара и горячей воды, поднадзорных Госгортехнадзору России, допускаются сварщики, аттестованные в соответствии с «Правилами аттестации сварщиков и специалистов сварочного производства» ПБ 03-273-99.
Первичнуюаттестацию проходят сварщики, не имевшие ранее допуска к сварке трубопроводов, подконтрольных Госгортехнадзору.
Дополнительнойаттестации подлежат сварщики, прошедшие первичную аттестацию, перед их допуском к сварочным работам, не указанным в их аттестационных удостоверениях, а также после перерыва свыше 6 месяцев в выполнении этих работ. При этом сварщики сдают специальный и практический экзамены.
Периодическуюаттестацию проходят все сварщики с целью продлить срок действия их аттестационных удостоверений на выполнение соответствующих работ. При периодической аттестации сварщики сдают также специальный и практический экзамены.
Внеочереднуюаттестацию должны проходить сварщики перед допуском к работе после временного отстранения от нее. При этом сдают общий, специальный и практический
Сварка экзамены контрольных соединений выполняется в присутствии членов аттестационной комиссии. Контрольные сварные соединения подвергают неразрушающему и разрушающему контролю качества.
Область распространения аттестации:
• аттестация по сварке стыковых сварных соединений труб распространяется на сварку стыковых сварных соединений листов;
• аттестация по сварке стыковых сварных соединений листов во всех пространственных положениях распространяется на сварку неповоротных стыковых сварных соединений труб с наружным диаметром 500 мм и более;
• аттестация по сварке стыковых сварных соединений листов в нижнем (HI) или в горизонтальном (Г) положениях, а также угловых сварных соединений листов «в лодочку» (HI) с полным проваром или без него распространяется на сварку стыковых и угловых соединений труб с наружным диаметром более 150 мм в тех же положениях.
Аттестационный центр оформляет сварщику отдельные по каждому способу сварки аттестационные удостоверения
 |  | ||
Сварщик выполняет контрольные сварные соединения листов или труб следующих типов: со стыковыми -СШ (BW) и/или угловыми - УШ (FW) швами. Положения сварки контрольных соединений должны соответствовать тем, в которых сварщику предстоит выполнять производственные сварные соединения.
 |  | ||
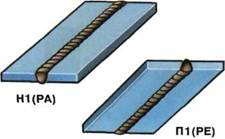
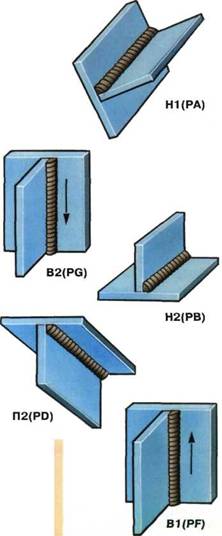
Положения шва при сварке соединений листов
 |  |  | |||
Стыковых Тавровых
Наружный Число
диаметр контрольных
труб, мм соединений
не менее:
Свыше 100......................... 1
Свыше 25 до 100............... 2
До 25.................................. 5
 |  | ||
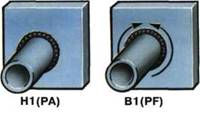
Н1 - нижнее при горизонтальном расположении осей труб (трубы), свариваемых с поворотом;
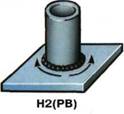
Н2 - нижнее при вертикальном расположении трубы, привариваемой без поворота или с поворотом;
81 - переменное при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) без поворота «на подъем»;
82 - переменное при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) без поворота «на спуск»;
Г - горизонтальное при вертикальном расположении осей труб, свариваемых без поворота или с поворотом;
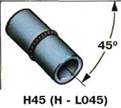
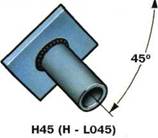
Н45 - переменное при наклонном расположении осей труб (трубы), свариваемых (привариваемой) без поворота.
П2 - потолочное при вертикальном расположении оси трубы, привариваемой без поворота или с поворотом
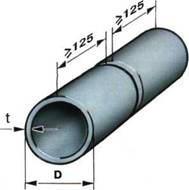 | 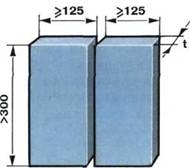 | ||
При ручной и механизированной сварке в защитных газах порошковой проволокой для получения права на выполнение работ во всех пространственных положениях сварщику необходимо выполнить сварку наиболее трудных соединений. Размеры (в мм) контрольных сварных соединений должны соответствовать следующим величинам
Дата добавления: 2017-02-13; просмотров: 2823;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
