Выбор методов контроля качества изделий
Изготовление конструкций из композитов – сложный и многоступенчатый процесс, зависящий от десятков технологических параметров, изменение любого из которых может привести к необратимым нарушениям заданной структуры. Наличие структурных дефектов часто становится решающим фактором, определяющим работоспособность конструкций. Обеспечение своевременного выявления структурных дефектов, снижающих требуемые физико-механические характеристики, является одной из наиболее актуальных проблем достижения высокого качества изготавливаемых конструкций. Решение этой проблемы возможно лишь при условии оптимального выбора и применения наиболее эффективных методов и средств контроля качества изделий.
Для выбора эффективных методов и средств контроля качества необходимо учитывать: физико-механические свойства материалов, характерные особенности внутренней структуры и структурных дефектов, геометрические параметры изделий (форму, размеры), состояние поверхности изделия, условия проведения контроля, особенности технологии изготовления изделий.
Изготовление конструкций происходит в несколько стадий, на каждой из которых возможно образование дефектов, характерных для данной технологической операции. С целью своевременного устранения обнаруженных дефектов необходимо проводить контроль качества на всех операциях, либо исключать дальнейшее применение в технологической цепочке дефектного материала.
Проведение неразрушающего контроля (НК) не гарантирует качество всего объема изделий, хотя он и необходим на стадии отработки технологии изготовления для идентификации некоторых типов дефектов и определения степени влияния различных отклонений от заданной структуры на физико-механические характеристики материалов, а также в тех случаях, когда не существует других методов контроля качества.
Обеспечение высокого качества всего объема выпускаемой продукции возможно только при условии применения методов и средств НК. Использование методов НК качества позволяет не только контролировать качество продукции, но и предсказывать ее свойства, параметры, причины отказа изделий. Методы НК не являются универсальными, каждый из них имеет свою область наиболее эффективного применения. Большинство из них позволяют решать довольно узкий круг дефектоскопических задач: контроль изделий из определенного материала, поиск дефектов определенного вида. Поэтому достижение высокого качества возможно лишь при использовании наиболее эффективных для каждой стадии изготовления методов и средств НК.
3.3. Неразрушающие методы контроля изделий из композитов
Качество изделий из КМ обычно характеризуют набором разнородных частных критериев, среди которых основную роль играют прочностные, массовые и теплофизические показатели.
Для оценки качества изделий необходимо определить показатели готового изделия. Для нахождения массовых критериев требуется взвешивание изделий и вычисление или измерение их объемов. Теплофизические параметры изделия практически не зависят от его формы и конструкции, что позволяет определять по известным методикам [20] коэффициенты теплопроводности, температуропроводности и теплоемкости материалов по результатам лабораторных исследований образцов-свидетелей. Наибольшие сложности возникают при получении прочностных показателей, так как они чаще всего существенно зависят от формы (конструкции) изделия. Это затрудняет оценку прочности изделия по результатам разрушающих испытаний образцов. При неразрушающих испытаниях обычно измеряют косвенные координаты (деформация, температура, акустический сигнал и т.п.), которые существенно коррелированны с показателями прочности и позволяют прогнозировать с помощью регрессионных зависимостей их предельные значения, в частности разрушающее напряжение, предел текучести, относительные деформации при разрыве. Для построения прогнозирующей регрессии используют результаты разрушающих испытаний изделий из одной партии.
Измерение деформаций. При испытании изделий из КМ путем их нагружения наиболее часто измеряют деформации материала по разным направлениям [21]. Область упругих деформаций большинства КМ существенно шире (примерно на порядок), чем металлов, что обусловливает необходимость использования специальных датчиков для контроля значительных перемещений поверхности изделия [21, 22].
Для измерения малых (1–3%) деформаций изделия широко применяют тензорезисторы из тонкой константановой пленки или проволоки. Такой петлеобразный тензорезистор с активной длиной (базой) 5–20 мм наклеивают на поверхность нагружаемого изделия. Тензорезистор включают в одно из плеч измерительного моста, выходной сигнал которого усиливается и поступает в регистратор (потенциометр, шлейфовый осциллограф) или ЭВМ.
Для измерения значительных (до 5–10%) деформаций изделия применяют реостатные датчики типов ЛХ-40 или ЛХ-100 и вторичные приборы (мосты). При измерении радиальных деформаций к цилиндрическому изделию крепят бандаж, на верхнем зажиме которого устанавливают реостатный датчик. При изменении диаметра в результате нагружения изделия нижний зажим бандажа перемещается на определенную величину и тянет за собой тросик, вращающий барабан и токосъемник реостата датчика, что приводит к изменению выходного сопротивления на некоторую величину. Максимальное удлинение тросика составляет 150 мм, а приращение сопротивления – 150 Ом. После снятия нагрузки зажимы бандажа и тросик возвращаются в исходное положение с помощью пружины. Реостатные датчики нуждаются в индивидуальной градуировке и установке «нулей» при каждом испытании.
Индикаторы тепловых эффектов. Одной из косвенных координат изделия, тесно связанной с деформацией и напряжением, является температура его поверхности при силовом воздействии (нагружении). Измеряя температуру поверхности нагруженного изделия, можно судить о возникающих в нем деформациях и напряжениях. Трудность заключается в том, что тепловые эффекты, обусловленные деформированием КМ, невелики и могут изменять свой знак. Поэтому диапазон изменения температуры изделия обычно составляет ±(1–3)°С, что предопределяет необходимость использования узкодиапазонных измерителей температуры.
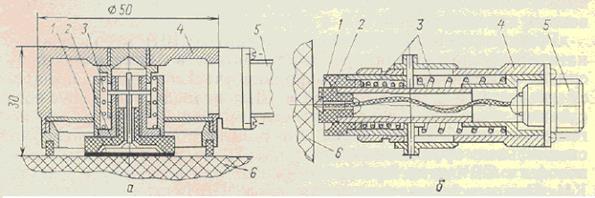
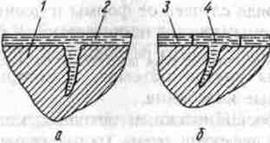
Узкодиапазонный термометр со шкалой 1°С и 5°С состоит из последовательно включенных ТП, блока «подавления» начальных температур (БПНТ) и вторичного прибора (ВП), выполненного на базе автоматического моста. Чувствительный элемент (ЧЭ) ТП типа ДТ-50 (рис. 3.1, а) изготовлен из никелевого провода сопротивлением 510 Ом при 0°С. В преобразователе имеется пружинное устройство 3, обеспечивающее прижатие ЧЭ 1 к поверхности объекта контроля 6 с усилием 20 Н. Чувствительный элемент изолирован от корпуса 4 с помощью теплоизолятора 2. Блок «подавления» начальных температур содержит переключатели 5 и набор термонезависимых резисторов, с помощью которых можно устанавливать «нуль» шкалы в интервале температур 10–25°С [8]. Основная погрешность описанного измерителя температуры составляет ±1,5%.
|
| Рис. 3.1. Термопреобразователь типа ДТ-50 (а) и ДТ-51 (б) 1 – чувствительный элемент, 2 – теплоизолятор, 3 – прижимное устройство, 4 – корпус, 5 – соединитель, 6 – объект контроля |
Для контроля изменений температуры поверхности изделия из КМ в интервале ±0,2°С применяют индикатор тепловых эффектов ИТЭ-2, в который входит ТП типа ДТ-51 (рис. 3.1, б), блок БПНТ и вторичный прибор ВП. В качестве ЧЭ в преобразователе используют поликристаллический терморезистор марки СТЗ-18 с номинальным сопротивлением 1 кОм. Чувствительный элемент прижимают к изделию с усилием до 2 Н. Индикатор ИТЭ-2 позволяет устанавливать «нуль» шкалы моста с дискретностью 0,1°С в диапазоне 15–25°С. Погрешность индикатора не превышает ±2%. Индикатор нуждается в установке «нуля» моста перед каждым измерением температуры поверхности нагруженного изделия.
Методы и средства дефектоскопии КМ. Один из важнейших показателей качества изделий из КМ – наличие скрытых внутренних дефектов и их размеры (поры, пустоты, расслоения, трещины, посторонние включения и т. п.). Для выявления размеров и места расположения таких дефектов широко применяют различные методы. Как правило, эти методы основаны на использовании излучателей, генерирующих некоторые испытательные сигналы, и приемников, анализирующих «реакцию» КМ на испытательные воздействия. Если на пути распространения испытательного сигнала встречается участок материала, определенные характеристики которого заметно отличаются от характеристик бездефектного КМ, то изменяются и параметры реакции (амплитуда, фаза, интенсивность и т. п.), что позволяет идентифицировать место и размеры дефекта.
Все методы дефектоскопии КМ требуют индивидуальной настройки аппаратуры на определенные виды дефектов. Настройка состоит в непрерывном сравнении результатов сканирующего контроля поверхности изделия и выборе такого наименьшего превышения сигнала приемника о появлении аномалии свойств КМ над уровнем обычных флуктуации, при котором участок материала можно классифицировать как дефектный (обычно аномальный сигнал должен измениться в 2–3 раза по сравнению с сигналом при контроле бездефектного КМ).
Техническая реализация методов дефектоскопии предусматривает сканирование преобразователей по поверхности изделия или, наоборот, перемещение изделия относительно излучателя и приемника испытательных сигналов.
Для изделий из КМ применяют следующие методы дефектоскопии: гамма-сцинтилляционный, рентгеновский, магнитный, электрический, вихревой, радиотехнический, радиоволновый, инфракрасный, ультразвуковые (теневой, эхо-импульсный, велосимметрический), импедансный методы контроля и метод свободных колебаний.
При гамма-сцинтилляционном методе в качестве излучателя используют изотоп 60Со, γ-частицы которого проходят через слой КМ и поступают на приемник, представляющий собой сцинтиллирующий кристалл, оптически связанный с фотоэлектронным умножителем. Интенсивность поступающих на приемник γ-частиц и, следовательно, сила свечения кристалла и величина электрического сигнала на умножителе обратно пропорциональны плотности КМ. Каждый квант излучения обладает достаточно большой энергией (1,2-106 эВ), что позволяет просвечивать КМ толщиной до 1000 мм и обнаруживать локальные пустоты (участки пониженной плотности) размером 5–10 мм. Этот метод эффективен для обнаружения «раковин», трещин, расположенных вдоль направления излучения, и не позволяет выявлять расслоения с малым «раскрытием» (толщиной), перпендикулярные потоку γ-лучей.
При рентгеновском методе используют γ-излучение с энергией частиц (0,2–0,4) 106 эВ, а приемником служит рентгеновская пленка. В зависимости от плотности КМ интенсивность γ-лучей, попадающих на пленку, различна, что позволяет после проявления и закрепления негатива находить дефекты по степени потемнения пленки. Метод дает возможность определять дефекты размером 2–3 мм при наибольшей толщине контролируемого материала 200–300 мм. Производительность метода низка, он не находит применения для дефектоскопии ответственных изделий из КМ.
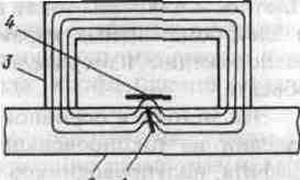
Магнитный контроль. Магнитный метод НК основан на регистрации рассеяния магнитных полей различными дефектами в деталях любых форм и размеров ферромагнитных материалов, которые могут существенно изменить свои магнитные характеристики под воздействием внешнего магнитного поля. Метод позволяет выявлять поверхностные и приповерхностные дефекты – трещины, неметаллические включения и др. Для материалов, не обладающих ферромагнитными свойствами, проведение НК изделий электромагнитными методами невозможно. Схема магнитографического метода показана на рис. 3.2.
|
| Рис. 3.2. Схема магнитографического метода: 1 – трещина; 2 – деталь; 3 – электромагнит; 4 – магнитная лента |
Электрический контроль. Электрические методы НК основаны на регистрации в контролируемом объекте электрического поля, создаваемого либо непосредственным воздействием на него электрическим возмущением (например, электрическим полем, полем постоянного или переменного тока), либо косвенно – с помощью воздействия возмущениями неэлектрической природы (например, тепловым, механическим и др.) В качестве первичного информативного параметра используют электрические характеристики объекта контроля.
С помощью электрических методов определяют (непосредственно или косвенно) различные физические характеристики материала и геометрические параметры изделия. Например, диэлектрическую проницаемость, коэффициент диэлектрических потерь, плотность, содержание компонентов в гетерогенных системах, влажность, степень полимеризации и старения, механические параметры, радиопрозрачность, толщину пластин, оболочек и диэлектрических покрытий на проводящем и непроводящем основаниях, поперечные размеры линейно-протяженных проводящих и диэлектрических изделий, локализацию проводящих и диэлектрических включений и др.
Однако, использование этих электрических методов НК не позволяет контролировать большинство необходимых характеристик КМ: регулярность заданной внутренней структуры материала, разноплотность внутри материала и др.
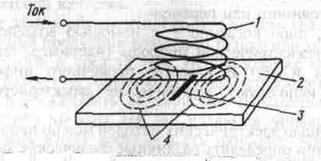
Вихревой метод контроля. Вихретоковые методы НК основаны на анализе взаимодействия внешнего электромагнитного поля с электромагнитным полем вихревых токов, наводимых возбуждающей катушкой в электропроводящем объекте контроля. Плотность вихревых токов в объекте зависит от геометрических и электромагнитных параметров объекта, а также взаимного расположения измерительного вихревого преобразователя и объекта.
Эти методы применяют для контроля качества изделий из токопроводящих материалов: металлов, сплавов, графита, полупроводников. Кроме того, их широко используют для контроля структуры металлов и сплавов, а также для определения механических напряжений. Им свойственна малая глубина зоны контроля, определяемая глубиной проникновения электромагнитного поля в контролируемую среду (рис. 3.3).
|
| Рис. 3.3. Схема вихретокового метода: 1 – намагничивающая катушка; 2 – деталь; 3 – трещина; 4 – магнитные поля вокруг трещины |
С помощью вихретоковых методов НК обнаруживают дефекты типа несплошностей, выходящих на поверхность или залегающих на небольшой глубине, а также трещины, расслоения, раковины, неметаллические включения и др. Вихретоковые методы позволяют успешно решать задачи контроля размеров изделий. Этими методами измеряют диаметр прутков, толщину листов и стенок труб при одностороннем доступе к объекту, толщину слоев многослойных структур, содержащих электропроводящие слои.
Радиотехнический контроль. Для контроля изделий из КМ применяют радиоволновой и радиоспектроскопический методы.
Радиоволновые методы основаны на использовании свойств радиоволн распространяться и отражаться в неметаллических средах от неоднородных участков, связанных с наличием дефектов в контролируемом изделии. Обнаружение дефектов осуществляется путем измерений параметров (диэлектрической проницаемости, коэффициента затухания), связанных с отражением и затуханием радиоволн при помощи автоматических измерительных линий или измерителя коэффициента стоячей волны.
Радиоволновым методом измеряют толщину, выявляют различные неоднородности, определяют содержание влаги и состав материала, контролируют степень чистоты поверхности, структуру, степень отверждения.
При прохождении радиоволн через материал меняются их параметры: фаза, амплитуда и направление поляризации. Изменение этих параметров может быть измерено раздельно и связано с изменением одного, двух, а также иногда и трех физических характеристик изделия. Это значительно расширяет пределы измерений радиоволнового метода. На практике наибольшее распространение получили сверхвысокочастотные (СВЧ) методы, использующие диапазон длин волн от 1 до 100 мм.
Проводящие материалы непрозрачны для СВЧ-излучения, поэтому радиоволновые методы используют для исследования внутренней структуры диэлектриков, полупроводников и ферритов, в которых радиоволны распространяются, или для исследования поверхности проводников.
Для подвода испытательного сигнала с миллиметровой или сантиметровой длиной волны, генерируемого клистронами или магнетронами, используют специальные пустотелые волноводы. Такие же пустотелые волноводы с СВЧ-детекторами применяют для восприятия реакции КМ. При использовании отраженного СВЧ-сигнала излучатель и приемник устанавливают с одной стороны контролируемого КМ. Поскольку СВЧ-сигнал отражается не только от границы дефекта, но и от поверхностей самого КМ, надежное обнаружение неоднородностей (пустот) возможно только в средней части материала. При СВЧ-дефектоскопии применяют и эффект затухания испытательного сигнала при прохождении его через участок КМ с различающейся диэлектрической проницаемостью. В этом случае излучатель и приемник размещают по разные стороны контролируемого изделия. Чувствительность схемы с использованием отраженного или затухающего СВЧ-сигналов определяется различием значений диэлектрической проницаемости материала и дефекта. Для широко распространенных стекло-органопластиков и «воздушных» дефектов это различие не превышает 25%, что делает СВЧ-метод малочувствительным для обнаружения пор и расслоений.
Радиоспектроскопические методы контроля основаны на использовании зависимости резонансных явлений в твердых, жидких и газообразных материалах от состава материала, его структуры и в ряде случаев от формы изделия. Поэтому измерением резонансных частот, напряженности магнитных полей, а также изменением формы резонансной кривой можно обнаружить дефекты внутри объемов, в которых возбуждаются электромагнитные колебания.
Радиоспектроскопическими методами можно контролировать появление дефектов очень малых размеров – вплоть до нескольких десятков межатомных расстояний. Эти методы позволяют получить весьма разнообразную информацию о дефекте. Так, например, можно с достаточной степенью точности определить химический состав материала дефекта, а в некоторых случаях – его размеры, форму и ориентацию.
Эта информация позволяет выявить причину появления дефектов и, следовательно, делает возможным внесение необходимых корректив в технологический процесс изготовления изделий, чем обеспечивает их высокое качество.
Радиационные методы контроля. Нередко для выявления дефектов применяют метод «прозвучивания» изделий (звуковая дефектоскопия), в котором о наличии или отсутствии дефекта судят по характерному звуку, издаваемому изделием при ударе.
Такая техника прозвучивания позволяет обнаружить только значительные по размерам дефекты. В настоящее время существенно улучшена техника прозвучивания и значительно увеличена чувствительность этого метода испытаний, например, разработаны ударные устройства с электромагнитным приводом для простукивания изделий с некоторой постоянной частотой.
Для того чтобы обнаружить изменение тональности издаваемого изделием слышимого звука, используют такие приборы, как стетоскопы, телефонные устройства, микрофоны и электронные усилители.
В настоящее время для определения прочности стеклопластиковых корпусов давления применяют метод прозвучивания, который основан на том факте, что при производственных гидростатических испытаниях по мере увеличения давления происходит характерное потрескивание материала стенки корпуса, возникают звуковые импульсы. Источником звуковых импульсов является высвобождающаяся в материале стенки внутренняя энергия. Аналогичное высвобождение энергии наблюдается, например, при локальных микроразрушениях пластика, растрескивании связующего и обрыве армирующих нитей.
Если определить некоторый параметр, который характеризует интенсивность потрескивания материала корпуса и связать его со значением разрушающего давления, то с помощью этого параметра можно оценивать качество сосудов и определять разрушающее давление.
Звуковой метод имеет следующие существенные недостатки: он применим только для определения прочности бездефектных изделий; очень сложен анализ полученных результатов; необходимо большое количество аппаратуры. Кроме того, метод не позволяет предсказать место предстоящего разрушения.
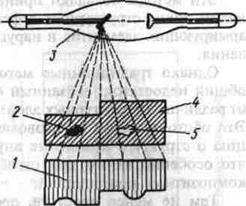
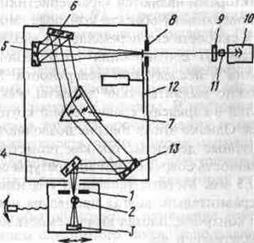
Методы радиационного НК основаны на взаимодействии проникающего ионизирующего излучения с контролируемым объектом и регистрации прошедшего через объект излучения (рис. 3.4).
В зависимости от способа детектирования дефектоскопической информации различают радиографические, радиоскопические и радиометрические методы радиационного контроля.
|
| Рис. 3.4. Схема просвечивания с помощью рентгеновской трубки: 1 – эпюра интенсивности излучения за деталью; 2 – плотное включение; 3 – рентгеновская трубка; 4 – деталь; 5 – пустотелая раковина |
Радиографические методы радиационного НК основаны на преобразовании радиационного изображения контролируемого объекта в радиографический снимок. На практике этот метод наиболее широко распространен в связи с его простотой и документальным подтверждением получаемых результатов. К преимуществам радиографии относится высокая чувствительность при обнаружении мелких дефектов.
Радиационная интроскопия – метод НК, основанный на преобразовании радиационного изображения контролируемого объекта в световое изображение на выходном экране радиационно-оптического преобразователя.
Чувствительность этого метода немного меньше, чем метода радиографии, но его преимуществом является высокая производительность при непрерывном контроле.
Радиометрическая дефектоскопия – метод получения информации о внутреннем состоянии контролируемого объекта, просвечиваемого ионизирующим излучением, в виде электрических сигналов. Преимуществом метода является возможность проведения непрерывного высокопроизводительного контроля. Чувствительность этого метода не уступает чувствительности радиографических методов.
С помощью традиционных методов радиационного НК выявляют в контролируемых изделиях трещины, раковины, поры, рыхлоты, посторонние включения и целый ряд других нарушений заданной структуры материалов, определяют характер, форму, размеры и место расположения дефектов и т.д.
Эти методы обладают принципиальной возможностью выявлять такие структурные дефекты композитов, как пропуски армирующих элементов и нарушения заданной схемы армирования.
Однако традиционные методы радиационного НК имеют общий недостаток, связанный с взаимным наложением теней от различных структурных элементов контролируемого объекта. Это обстоятельство не позволяет получить полную информацию о структуре композита внутри контролируемого объекта, что особенно важно при отработке технологии изготовления композитных конструкций.
Простота, доступность и высокая производительность этих методов позволяет использовать их для НК в серийном производстве для обнаружения предварительно классифицированных и так называемых эталонных дефектов в соответствии с разработанными специализированными методиками.
Недостатков, присущих традиционным методам радиационного контроля, лишен новый метод радиационной дефектоскопии – вычислительная томография. Принципиальная схема рентгеновского вычислительного томографа показана на рис. 3.5.
|
| Рис. 3.5. Схема второго поколения рентгеновского вычислительного томографа: 1 – детектор; 2 – объект контроля; 3 – рентгеновский источник |
На базе такого томографа создана промышленная установка, которая позволяет контролировать и документально отображать внутреннюю структуру крупногабаритных корпусов РДТТ из композитов.
Основные достоинства метода вычислительной томографии заключаются в следующем: изображение внутренней структуры контролируемого объекта воспроизводится без наложения теней; чувствительность к изменению плотности на порядок выше, чем у традиционных методов радиационного контроля; возможность получения количественной информации о распределении плотности по объему контролируемого изделия.
Контроль проникающими веществами. К методам НК проникающими веществами относятся капиллярные методы и методы НК течеисканием. Капиллярные методы НК основаны на капиллярном проникновении индикаторных жидкостей в полости поверхностных и сквозных несплошностей материала объекта и на регистрации образующих индикаторных следов визуальным способом или с помощью преобразователя (рис. 3.6, а–б). Этот контроль выявляет дефекты, выходящие на поверхность: трещины, оксидные пленки, рыхлоты, поры, раковины, межкристаллитную коррозию и др. Выявленные дефекты имеют размеры 1...40 мкм при чистоте поверхности 5-го класса и выше. Чувствительность НК зависит от характера дефекта, применяемых веществ, качества подготовки поверхности и параметров окружающей среды.
|
| Рис. 3.6. Схема капиллярной дефектоскопии: а – с помощью индикаторной жидкости; б – с помощью проявителя; 1 – деталь, 2 – индикаторная жидкость; 3 – проявитель; 4 – индикаторный рисунок |
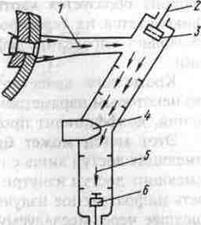
Метод НК течеисканием основан на регистрации индикаторных жидкостей или газов, проникающих в сквозные дефекты контролируемого объекта. Течеискание является специфическим видом НК гидрогазовых систем, но одновременно дает возможность судить о сплошности конструкции (рис. 3.7).
|
| Рис. 3.7. Схема работы гелиевого течеискателя: 1 – пробный газ с галоидом; 2 – проводник; 3 – источник электронов; 4 – магнит; 5 – поток ионов галоида; 6 – мишень |
Для большинства композитов, являющихся пористыми материалами, применение НК проникающими веществами дает мало полезной информации о наличии дефектов.
Оптический метод контроля. Оптический метод НК основан на анализе взаимодействия оптического излучения с объектом контроля.
Оптическое излучение – электромагнитное излучение, в котором выделяются ультрафиолетовая, видимая и инфракрасная (ИК) области спектра с длинами волн 10...0,38; 0,38...0,78; 0,78...10 мкм соответственно.
Информационными параметрами оптического излучения являются пространственно-временные распределения его амплитуды, частоты, фазы, поляризации и степени когеррентности.
К основным информационным параметрам объектов оптического контроля относятся их спектральные и интегральные фотометрические характеристики, которые в общем случае зависят от строения вещества, его температуры, агрегатного состояния, микрорельефа, угла падения света, степени его поляризации, длины волн.
Наибольшее применение на практике получил метод инфракрасной дефектоскопии.
Инфракрасное излучение – это электромагнитные волны, образующиеся в результате колебательных и вращательных движений атомов и молекул вещества, температура которого выше абсолютного нуля
(–273°С).
Инфракрасная дефектоскопия основана на различии теплопроводностей у качественного и дефектного материала. При одностороннем нагревании изделия на его противоположной стороне образуется картина распределения теплоты, которая фиксируется на термофотографии. Анализ такой фотографии позволяет определять дефектные места в материале конструкции.
Кроме того, качество материала в изделии можно оценить по некоторым параметрам лучистого потока (показатель ослабления, коэффициент прозрачности, спектр излучения).
Этот метод может быть рекомендован как для изделий, имеющих доступ лишь с наружной стороны, так и для изделий, имеющих доступ изнутри, поскольку он позволяет регистрировать инфракрасное излучение, отраженное или прошедшее через исследуемую среду излучение.
Спектр излучаемого сигнала зависит от типа инфракрасного источника, оптических свойств исследуемого материала, толщины изделия и ряда других факторов. Многие виды КМ имеют окна прозрачности на различных видах волн и поэтому более целесообразно использовать источники со спектром излучения, длина волны которого находится в диапазоне 0,75...10 мкм.
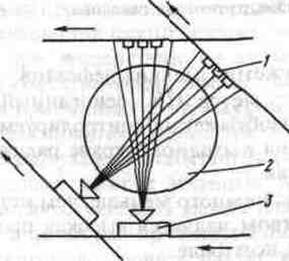
Функциональная схема инфракрасного спектрометра, предназначенного для исследования сильно рассеивающих материалов, представлена на рис. 3.8. Настройку прибора на различные длины волн осуществляют перемещением источника. Для проведения измерения с помощью фильтров проверяют правильность градуировки микрометрического винта по длинам волн. В прибор вставляют испытуемый образец, его просвечивают, записывают показания стрелочного прибора. Далее последовательно путем перемещения источника устанавливают длины волн: от 0,5 до 2,5 мкм.
Метод имеет высокую чувствительность и разрешающую способность выявления дефектов, а также позволяет получать фотодокумент, характеризующий внутреннее состояние контролируемого изделия.
К числу дефектов, обнаруживаемых с помощью оптических методов, относятся пустоты, отслоения, поры, трещины, инородные включения, изменение структуры материалов и их физико-химических свойств, отклонения от заданной геометрической формы и т.д.
|
| Рис. 3.8. Функциональная схема инфракрасного спектрометра: 1 – входная щель; 2 – источник инфракрасного излучения; 3 – отражающее зеркало; 4, 13 – проекционные зеркала; 5, 6 – проекционное и фокусирующее зеркала; 7 – призма, разлагающая спектр; 8 – выходная щель; 9 – образец; 10 – усилитель; 11 – приемник; 12 – модулятор |
С помощью оптических методов можно выявлять внутренние дефекты только в изделиях из материалов, прозрачных в оптической области спектра. В последние годы развивается метод оптической голографии.
Тепловой метод контроля. Методы теплового НК основаны на регистрации тепловых (температурных) полей контролируемого объекта. Температурное поле поверхности является источником информации об особенностях теплопередачи, которые в свою очередь зависят от наличия внутренних или наружных дефектов: раковин, полостей, трещин, непроваров, инородных включений и т.д.
Основной информационный параметр при тепловом НК – локальная разность температур (перепад температур) между дефектной и бездефектной областями объекта. Перепад температур и его значение в градусах на различных участках контролируемого объекта является функцией большого числа факторов как внутренних, так и внешних. Внутренние факторы определяются теплофизическими свойствами контролируемых объекта и дефекта, а также их геометрическими параметрами. Внешними факторами являются характеристики процесса теплообмена на поверхности объекта контроля, мощность источника нагрева и скорость его перемещения вдоль объекта. Знак перепада зависит от соотношения теплофизических свойств дефекта, изделия и исследуемой поверхности. Методами теплового НК можно выявить такие дефекты, как пропуски армирующих нитей в каркасах, сравнительно крупные посторонние включения. Однако эти методы не позволяют обнаруживать мелкие структурные дефекты, так как геометрическая разрешающая способность современной аппаратуры составляет приблизительно 0,5 мм. Методы теплового НК обладают достаточной продолжительностью процесса нагрева и охлаждения объекта контроля, плохой выявляемостью дефектов, которые глубоко залегают, и др.
Акустический метод контроля. Методы акустического НК основаны на регистрации параметров упругих колебаний, возбуждаемых в исследуемом объекте. Колебания ультразвукового и звукового диапазона частот от 50 Гц до 50 МГц происходят в области упругих деформаций среды, где напряжения и деформации связаны пропорциональной зависимостью.
Акустические методы НК подразделяют на две группы: основанные на излучении и приеме акустических волн (активные методы); основанные только на приеме волн (пассивные методы).
Акустический НК позволяет контролировать сплошность металлических и неметаллических материалов, качество сварных, паяных и клееных соединений, а также измерять толщины при одностороннем доступе. Точность измерения составляет 3...8% от эквивалентной или условной чувствительности, которая задается специальными эталонными отражателями, имеющими определенную форму, размеры, ориентацию и глубину залегания. Применение акустического контроля эффективно для изделий простой формы. Малопригодными для контроля являются мелкие детали сферической и конической формы, участки деталей с резьбовыми и замковыми соединениями, выступами, фланцами, проточками сверления и т.д.
Для проведения акустического контроля необходимо, чтобы изделие имело определенным образом подготовленную поверхность.
Ультразвуковые методы. Для НК изделий широко применяют ультразвуковую дефектоскопию, которая основана на использовании ультразвуковых волн. При контроле ультразвуковые волны вводят в изделие посредством специальных излучателей, затем после прохождения волн через изделие их замеряют приемником. Обнаружение дефектов осуществляется по снижению интенсивности ультразвуковых волн, прошедших через изделие.
Источниками ультразвуковых колебаний являются специальные излучатели, которые подключены к обычным высокочастотным генераторам. Принцип действия излучателей ультразвуковых волн основан на пьезоэлектрическом эффекте. Сущность этого явления заключается в том, что при сжатии или растяжении некоторых кристаллов (кварца, сегнетовой соли и др.) на их поверхности возникает электрический заряд, значение которого прямо пропорционально силе тока. Имеет место также обратный пьезоэлектрический эффект, когда размеры кристалла изменяются при воздействии на него электрического поля. Обратный пьезоэлектрический эффект используют в излучателях, а прямой – в приемниках ультразвуковых колебаний. Методы ультразвуковой дефектоскопии базируются на явлении отражения или затухания ультразвуковых волн при прохождении их через участки материала с разными плотностями ρ1 и ρ2 и разными скоростями Уь У2 распространения звука. Эти волны представляют собой механические колебания частиц контролируемого вещества, возбуждаемые керамическим элементом пьезоэлектрического преобразователя, который контактирует с поверхностью КМ. Пьезоэлектрический преобразователь используют и как приемник, когда с выхода керамического элемента снимается отраженный или ослабленный электрический сигнал.
На практике одной из основных проблем при проведении ультразвуковых испытаний является передача энергии ультразвуковых волн к изделию при помощи излучателя. Акустическую связь между излучателем и изделием осуществляют с помощью промежуточной среды.
Ультразвуковую дефектоскопию широко применяют для испытания изделий из КМ. Методы ультразвуковой дефектоскопии позволяют выявить разрывы стеклонитей, пузырьки воздуха и скопление смолы. В связи с очень большим демпфированием в изделиях из КМ большей частью применяют ультразвуковые колебания с амплитудой (1,5–2,5)·10–3 м и с большой продолжительнос
Дата добавления: 2017-02-13; просмотров: 4931;
Поиск по сайту
Узнать еще
- I. Выборы: понятие, значение и виды.
- I. Обработка поверхности изделий.
- I.10. Тесты для контроля знаний
- II. БОЕВЫЕ КАЧЕСТВА
- II. СРАВНИТЕЛЬНАЯ ОЦЕНКА КАЧЕСТВА ИЗГОТОВЛЕНИЯ ПАЯННЫХ И ЦЕЛЬНОЛИТЫХ ЗУБНЫХ ПРОТЕЗОВ
- IV. ВЫБОР НАЧАЛЬНЫХ И КОНЕЧНЫХ ПАРАМЕТРОВ ПАРА
- N генетического контроля силы иммунного ответа
- R - полная аэродинамическая сила; Y - подъемная сила; X- сила лобового сопротивления; a- угол атаки;q- угол качества

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
