ИССЛЕДОВАНИЕ СУММАРНОЙ ПОГРЕШНОСТИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ.
Точность механической обработки зависит от большого числа факторов – первичных погрешностей. Характер и степень влияния этих факторов определяются методом обеспечения точности и видом обработки.
При обработке заготовок на предварительно настроенном станке суммарную погрешность, или поле рассеивания выполняемого размера, можно выразить в общем виде следующей функциональной зависимостью:
 (1)
(1)
где  - погрешность размера, возникающая в результате упругого отжатая звеньев технологической системы вследствие нестабильности сил резания;
- погрешность размера, возникающая в результате упругого отжатая звеньев технологической системы вследствие нестабильности сил резания;  - погрешность размера, возникающая при установке заготовки;
- погрешность размера, возникающая при установке заготовки;  - погрешность размера, возникающая при настройке станка;
- погрешность размера, возникающая при настройке станка;  - погрешность размера, вызываемая размерным износом режущего инструмента;
- погрешность размера, вызываемая размерным износом режущего инструмента;  - погрешность размера, вызываемая тепловыми деформациями технологической системы;
- погрешность размера, вызываемая тепловыми деформациями технологической системы;  - суммарная погрешность формы обработанной поверхности, вызываемая геометрическими неточностями станка, деформациями заготовки под влиянием сил закрепления и неравномерным по различным сечениям заготовки упругим обжатием технологической системы (под воздействием сил резания).
- суммарная погрешность формы обработанной поверхности, вызываемая геометрическими неточностями станка, деформациями заготовки под влиянием сил закрепления и неравномерным по различным сечениям заготовки упругим обжатием технологической системы (под воздействием сил резания).
Каждая погрешность, приведенная в выражении (1) не зависит одна от другой и для данного конкретного случая определяется условиями построения технологической операции. С учётом того, что закон распределения погрешностей , , близок к нормальному, распределение подчиняется закону равной вероятности, а распределение , недостаточно изученное, также приближенно подчиняется закону равной вероятности. При риске 0,27% формула (1) обработки принимает следующий вид:
 (2)
(2)
Определение величины суммарной погрешности обработанных заготовок можно производить расчетно-аналитическим способом на этапе проектирования технологических процессов, а также непосредственными промерами в процессе изготовления деталей на станках.
Определение суммарной погрешности обработки непосредственными измерениями
Для определения погрешности обработки непосредственными промерами партию заготовок из 5 штук последовательно обрабатывают в специальном приспособлении. После обработки каждой заготовка, которая символизирует собой определенную партию деталей, приспособление и инструмент снимаются со станка, а затем для обработки следующей заготовки устанавливаются вновь, и так для всех пяти заготовок. Это позволяет выявить влияние погрешности установки приспособления и погрешности закрепления заготовки на точность обработки. Настройку инструмента для получения заданных размеров(согласно чертежу детали, рис. 1,а,в) производят по угловому установу с помощью щупа (рис. 2).
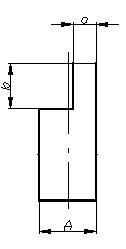
Рисунок 1 - Деталь.
Рисунок 2 - Схема настройки инструмента.
Перед обработкой каждой заготовки произвести измерение погрешности положения приспособления  после установки и закрепления его на столе станка согласно схеме рис. 3 и погрешности закрепления детали
после установки и закрепления его на столе станка согласно схеме рис. 3 и погрешности закрепления детали  (рис. 4).
(рис. 4).
Рисунок 3 - Схема измерения погрешности положения приспособления,  ; 1 – ось приспособления; 2 – ось стола станка.
; 1 – ось приспособления; 2 – ось стола станка.
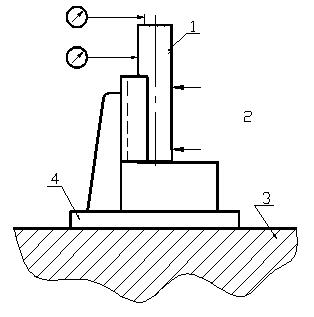
Рисунок 4 - Схема измерения погрешности закрепления заготовки,  ; 1 – заготовка; 2 – сила закрепления заготовки; 3 – стол станка; 4 – приспособление.
; 1 – заготовка; 2 – сила закрепления заготовки; 3 – стол станка; 4 – приспособление.
После обработки заготовок непосредственным измерением определить значение размеров "а" и "в" (см. рис. 1) и найти суммарную погрешность обработки. Для размера "а"  , для размера "в"
, для размера "в"  .
.
Дата добавления: 2017-02-13; просмотров: 2235;
Поиск по сайту
Узнать еще
- I. Эмпирическое исследование
- I.3.3 МЕХАНИЧЕСКАЯ ЭНЕРГИЯ. ЗАКОН СОХРАНЕНИЯ МЕХАНИЧЕСКОЙ ЭНЕРГИИ
- III. Исследование движений
- IX. Исследование речи
- V. Исследование зрительного и зрительно-пространственного гнозиса
- XI. Исследование чтения
- XIII. Исследование системы счета
- А и Б – базы механической обработки

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
