Установка заготовки в призме
Погрешность установки заготовки в призме зависит от допуска на диаметр наружной поверхности, угла призмы и расположение базирующих и измерительных поверхностей. На рисунке 3 показана наиболее распространенная установка заготовки в призме при обработке лыски в размер h.
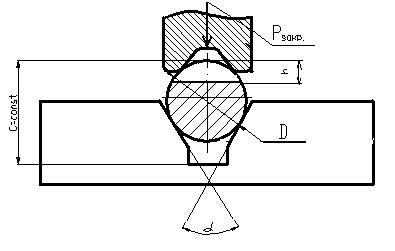
Рисунок 3 - Схема установки заготовки в призме
При обработке партии заготовок инструмент обычно настраивается относительно призмы на размер С – расстояние от пересечения опорных поверхностей призмы (т. О) до режущей поверхности инструмента. В этом случае наблюдается несовпадение конструкторской и технологической баз. Погрешность базирования определяется по формуле
 , (3)
, (3)
где δ - допуск на диаметральный размер заготовки, мм; α- угол призмы; обычно α = 90 и 120°.
Погрешность закрепления:
 (4)
(4)
где Rz – шероховатость поверхности заготовки, мкм; HB – твёрдость материала заготовки по Бринеллю; Рз – усилие закрепления, Н (задается преподавателем); l – длинна контакта заготовки с призмой, см. Значения коэффициента задаётся экспериментальным путём:



где Dзаг – диаметр заготовки.
В данной работе необходимо произвести обработку лыски в размер h у двух деталей с разностью диаметральных размеров наружной поверхности не менее 0,1-0,2 мм. Эту разность принять за допуск на диаметральный размер заготовки δ. Провести измерение фактических размеров h1 и h2, найти их разность и сравнить с расчётной погрешностью установки, определяемой по формулам (1), (3), (4).
Дата добавления: 2017-02-13; просмотров: 3130;
Поиск по сайту
Узнать еще
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- А - сборка крыши на смонтированном днище резервуара; б - установка полностью собранной крыши на стенку резервуара
- Аборбционная холодильная установка
- Б) С использованием эллипса в качестве заготовки
- Бурение шпуров бурильными стволовыми установками
- Буровая установка и ее основные элементы
- В энергопотребляющих установках
- Вакуум-конденсационная установка

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
