Определение суммарной погрешности обработки расчетно-аналитическим способом.
Данным методом определяют суммарную погрешность механической обработки на стадии проектирования технологического процесса, то есть до начала непосредственной обработки заготовок на станке. Расчетно-аналитический метод позволяет выявить величины доминирующих составляющих суммарной погрешности обработки, проварить правильность выбора технологической схемы обработки, вида оборудования, приспособления, инструмента и режимов резания. Анализ формулы (2) показывает, что погрешность  , зависящая от колебания размера заготовки в пределах установленного допуска, а также непостоянства твердости обрабатываемого материала и других факторов, может быть найдена из выражения
, зависящая от колебания размера заготовки в пределах установленного допуска, а также непостоянства твердости обрабатываемого материала и других факторов, может быть найдена из выражения
 (3)
(3)
где  и
и  - максимальное и минимальное значения составляющей усилия резания, действующей в направлении размера, для которого определяется погрешность, если о изменении силы ни чего не известнно, то
- максимальное и минимальное значения составляющей усилия резания, действующей в направлении размера, для которого определяется погрешность, если о изменении силы ни чего не известнно, то  =0;
=0;  - жесткость системы заготовка-приспособление-часть станка, на котором закрепляется заготовка;
- жесткость системы заготовка-приспособление-часть станка, на котором закрепляется заготовка;  - жесткость системы инструмент-приспособление (для крепления инструмента)-часть станка, на котором закрепляется инструмент.
- жесткость системы инструмент-приспособление (для крепления инструмента)-часть станка, на котором закрепляется инструмент.
При фрезеровании концевыми фрезами радиальная составляющая сила  , осевая сила
, осевая сила  . Значение окружной силы может быть найдено по формуле
. Значение окружной силы может быть найдено по формуле
 (4)
(4)
где  - коэффициент, учитывающий состояние обрабатываемого материала, взять равным 682,
- коэффициент, учитывающий состояние обрабатываемого материала, взять равным 682,  - глубина фрезерования, мм;
- глубина фрезерования, мм;  - подача на один зуб фрезы, мм;
- подача на один зуб фрезы, мм;  - ширина фрезерования, мм;
- ширина фрезерования, мм;  - число зубьев фрезы;
- число зубьев фрезы;  - диаметр фрезы, мм;
- диаметр фрезы, мм;  - коэффициент, учитывающий качество обрабатываемого материала.
- коэффициент, учитывающий качество обрабатываемого материала.
Подставляя в выражение (4) максимальное и минимальное значения и определим изменение составляющих усилия резания.
Определение значений жесткости систем заготовки и инструмента производят расчетным способом по формулам сопротивления материалов для случая жесткого защемления балки одним и двумя концами согласно приведенной ниже расчетной схеме.
Схема расчета.
Для заготовки Для инструмента
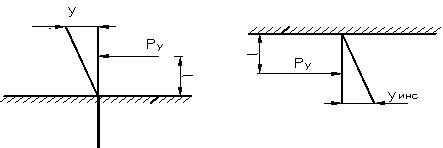


где  - сила, действующая на инструмент и заготовку, Н;
- сила, действующая на инструмент и заготовку, Н;  - длина заготовки, длина вылета инструмента, мм;
- длина заготовки, длина вылета инструмента, мм;  - модуль упругости, Па;
- модуль упругости, Па;  - момент инерции соответствующих сечений, для фрезы можно взять как для круга, мм4.
- момент инерции соответствующих сечений, для фрезы можно взять как для круга, мм4.
Погрешность установки заготовки (мкм) определяется по формуле (5) для принятой схемы базирования и закрепления:
 , (5)
, (5)
где  - погрешность базирования;
- погрешность базирования;  - погрешность закрепления;
- погрешность закрепления;  - погрешность положения заготовки. Погрешность базирования возникает при несовмещении технологической и измерительной баз. Она зависит от принятой схемы базирования, точности размеров установочных элементов приспособления и их взаимного расположения.
- погрешность положения заготовки. Погрешность базирования возникает при несовмещении технологической и измерительной баз. Она зависит от принятой схемы базирования, точности размеров установочных элементов приспособления и их взаимного расположения.
Дата добавления: 2017-02-13; просмотров: 1871;
Поиск по сайту
Узнать еще
- II.3.2. Определение резус-совместимости при переливании крови
- IV. Экспериментальное определение параметров схемы замещения трансформаторов.
- VI. Определение девиации по сличению показаний двух компасов
- ІІ.5.4. Определение фрактальной размерности крестовых клеточных структур
- А и Б – базы механической обработки
- А) Определение резистентности грудной клетки
- А). Определение параметров адиабатного расширения пара в турбинной ступени
- А. Определение места судна по пеленгам круговых радиомаяков

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
