ИССЛЕДОВАНИЕ ПОГРЕШНОСТИ НАСТРОЙКИ СТАНКА НА РАЗМЕР
Цель работы – изучение влияния установки инструментов на точность обрабатываемых размеров.
Оборудование, оснастка, инструмент: станок токарно-винторезный; измерительный инструмент – индикаторы часового типа с ц. д. 1 мкм и 0.01 мм; эталонная деталь; резцовая наладка; металлический щуп; жесткий упор с ц.д. 0,05 мм.
Погрешность настройки определяется как поле рассеивания положений инструмента при обработке нескольких партий заготовок, то есть при многократной установке инструмента на размер. Погрешность настройки равна допуску на настроенный размер или разности между наибольшими и наименьшими настроечными размерами. Эта величина включает нескольких составляющих. Одна из существенных составляющих – погрешность установки (регулирования) инструмента на размер, которая определяется как поле рассеивания установки инструмента при обработке нескольких партий деталей, то есть при многократной установке инструмента на размер.
Существуют различные методы установки инструмента на размер. Погрешность установки инструмента по каждому исследованному методу определяется с помощью контрольного индикатора с ц. д. 0.001 мм., установленного сзади суппорта.
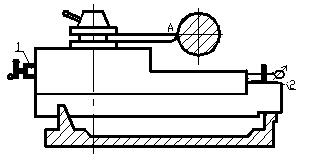
Рис. 1. Схема измерения:
1 – лимб; 2 – контрольный индикатор.
Установка инструмента в заданное положение производится 10 раз. При первом измерении устанавливают шкалу индикатора на нуле, при последующих – фиксируют с учетом знака отклонения от нулевого положения. Погрешность установки инструмента на размер характеризуется уравнением  , где
, где  ,
,  - соответственно наибольшее (положительное) и наименьшее (отрицательное) отклонения, мм.
- соответственно наибольшее (положительное) и наименьшее (отрицательное) отклонения, мм.
Дата добавления: 2017-02-13; просмотров: 1767;
Поиск по сайту
Узнать еще
- I. Эмпирическое исследование
- III. Исследование движений
- IX. Исследование речи
- V. Исследование зрительного и зрительно-пространственного гнозиса
- XI. Исследование чтения
- XIII. Исследование системы счета
- ІІ.5.4. Определение фрактальной размерности крестовых клеточных структур
- Абзац с выравниванием по центру, шрифт Arial, размер 14 пт, полужирный

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
