Сверление, рассверливание, зенкерование, развертывание
Сверление применяют для обработки глухих и сквозных отверстий цилиндрических, конических и многогранных внутренних поверхностей.
Применяют две разновидности сверления:
- собственно сверление (получение отверстий диаметром до 12 мм в сплошном материале);
- рассверливание (увеличение диаметра ранее просверленного, отлитого, пробитого при штамповке, прошитого, полученного методами электрофизической или электрохимической обработки отверстия).
Сверление и рассверливание обеспечивают точность обработки отверстий по 10-11-му квалитету и качество поверхности Rz 80…20 мкм (при обработке отверстий малого диаметра в цветных металлах и сплавах до Ra 2,5 мкм). Для получения более точных отверстий применяют зенкерование и развертывание.
Зенкерование, как и рассверливание, применяют для увеличения диаметра ранее полученного цилиндрического отверстия, а также для получения конических (коническими зенкерами) и плоских (торцами зенкеров) поверхностей. При зенкеровании после сверления получают точность по 9-10 - му квалитетам, качество поверхности до Ra 2,5 мкм.
Развертывание применяют для окончательной (чистовой0 обработки в основном цилиндрических отверстий, реже для чистовой обработки конических и торцовых поверхностей. Точность по 6-8 – му квалитетам. Качество поверхности Ra 2,5… 0,32 мкм.
Осевые инструменты
Отверстия обрабатывают различными режущими инструментами: сверлами, зенкерами, зенковками, развертками, метчиками. Все эти инструменты – осевые.
Обработка этими инструментами осуществляется при главном вращательном движении инструмента или заготовки и при одном движении подачи (чаще инструмента) вдоль оси инструмента или обрабатываемой поверхности.
Свёрла предназначены для сверления и рассверливания отверстий диаметром до 80 мм. Различают следующие типы сверл: цилиндрические с винтовой канавкой и коническим хвостовиком (стандартные и удлиненные); сверла для рассверливания чугуна с пластинкой из твердого сплава; перовые для глубоких отверстий; полые для кольцевого сверления отверстий диаметром более 60 мм.
Зенкеры предназначены для окончательной обработки просверленных отверстий по 11, 12-13 квалитетам или для обработки гнезд с плоским дном под головки винтов и болтов. Зенкеры бывают следующих типов: со спиральным зубом, коническим и цилиндрическим хвостовиком (быстрорежущие или с пластинками твердого сплава); со спиральным зубом (насадные и цельные); насадные, со вставными ножами, быстрорежущие; насадные, оснащенные твердым сплавом; для цилиндрических углублений (цельные и съемные); для зачистки торцовых поверхностей (пластинчатые или со вставными ножами); зенковки обратные со штифтовым замком, оснащенные пластинками твердого сплава; специальные для борштанг.
Развертки предназначены для чистовой обработки отверстий с целью получения правильной формы и точных размеров по 6-7 и 8-9 квалитетам и шероховатости поверхности по 7-8 классам. Типы разверток следующие: цельные с цилиндрическим или коническим хвостовиком; насадные для сквозных и глухих отверстий; конические; специальные для оправок и борштанг.
Метчики применяют для нарезания резьбы в отверстиях. Метчиками представляет собой винт с прорезанными прямыми или винтовыми канавками, образующими режущие кромки. Профиль резьбы должен соответствовать профилю нарезаемой резьбы.
Сверла бывают разных типов: перовые, спиральные, пушечные, кольцевые и комбинированные специальные. Сверла изготовляют из быстрорежущих, легированных и углеродистых сталей, а также их оснащают пластинками из твердых сплавов. Наибольшее распространение в промышленности получили спиральные сверла. Спиральные сверла изготовляют диаметром от 0,1 до 80 мм.
Спиральное сверло состоит из рабочей части, шейки, хвостовика для крепления сверла в шпинделе станка и лапки, служащей упором при выбивании сверла из гнезда шпинделя. Рабочая часть разделяется на режущую и направляющую. Режущая часть состоит из двух зубьев (перьев), образованных двумя канавками для отвода стружки; перемычки (сердцевины) - средней части сверла, соединяющей оба зуба (пера); Двух передних поверхностей, по которым сбегает стружка, и двух задних поверхностей; двух ленточек для направления сверла и уменьшения его трения о стенки отверстия; двух главных режущих кромок, образованных пересечением передних и задних поверхностей и выполняющих основную работу резания; поперечной кромки (перемычки), образованной пересечением обеих задних поверхностей. На наружной поверхности сверла между краем ленточки и канавкой расположена идущая по винтовой линии несколько углубленная часть — спинка зуба.
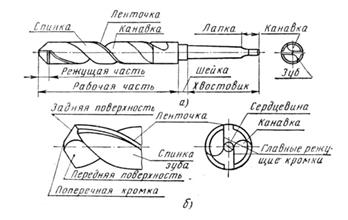
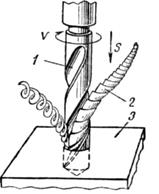
Рисунок 6.1 Конструктивные элементы Рисунок 6.2 Работа сверла
спирального сверла 1 - сверло, 2 - стружка, 3 - деталь.
К геометрическим параметрам режущей части сверла относятся: угол при вершине сверла, угол наклона винтовой канавки, передний и задний углы, угол наклона поперечной кромки (перемычки).
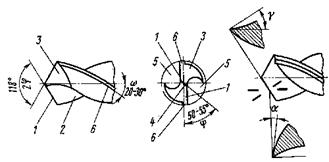
Рисунок 6.3 Геометрия спирального сверла
Угол при вершине сверла 2φ расположен между главными режущими кромками. Он оказывает большое влияние на работу сверла. Величина этого угла выбирается в зависимости от твердости обрабатываемого материала (от 80 до 140°): для сталей, чугунов и твердых бронз 2φ = 116 - 118°; для латуней и мягких бронз 2φ = 130°; для легких сплавов, силумина, электрона и баббита 2φ = 140°; для красной меди 2φ = 125°; для эбонита и целлулоида 2φ = 80 - 90°.
Чтобы повысить стойкость сверл диаметром от 12 мм и более, применяют двойную заточку сверл; при этом главные режущие кромки имеют форму не прямой, как при обычной заточке, а ломаной линии. Основной угол 2φ = 116 - 118° (для сталей и чугунов), а второй угол 2φ = 70 -75°.
Угол наклона винтовой канавки обозначается греческой буквой омега (ω). С увеличением этого угла процесс резания протекает легче и улучшается выход стружки. Величина ω зависит от диаметра сверла. Для сверл диаметром 0,25 - 9,9 мм ω = 18-28°, для сверл диаметром 10 мм и более ω = 30°.
Если рассечь спиральное сверло плоскостью, перпендикулярной главной режущей кромке, то мы увидим передний угол γ (гамма). Передний угол γ в разных точках режущей кромки имеет разную величину: он больше у периферии сверла и заметно меньше у его оси. Так, если у наружного диаметра передний угол γ = 25 - 30°, то у перемычки он близок к 0°. Непостоянство величины переднего угла относится к недостаткам спирального сверла и является одной из причин неравномерного и быстрого его износа.
Задний угол сверла α (альфа) предусмотрен для уменьшения трения задней поверхности о поверхность резания. Этот угол рассматривается в плоскости параллельной оси сверла. Величина заднего угла также изменяется по направлению от периферии к центру сверла: у периферии он равен 8 - 12°, а у оси α = 20 - 26°.
Угол наклона поперечной кромки  (пси) для сверл диаметром 1—12 мм от 47 до 50° , а для сверл диаметром более 12 мм = 55°.
(пси) для сверл диаметром 1—12 мм от 47 до 50° , а для сверл диаметром более 12 мм = 55°.
Зенкером обрабатывают отверстия, предварительно штампованные, литые или просверленные. Припуск под зенкерование (после сверления) составляет 0,5-3 мм на сторону. Зенкер выбирают в зависимости от обрабатываемого материала, вида (сквозное, ступенчатое, глухое) и диаметра отверстия и заданной точности обработки. Зенкер имеет три и более режущие кромки, поэтому при зенкеровании снимается более тонкая стружка и получаются более точные отверстия, чем при сверлении; он прочнее сверла, благодаря чему подача при зенкеровании в 2,5-3 раза превышает подачу при сверлении. Зенкерование может быть как предварительной (перед развертыванием), так и окончательной операцией. Кроме обработки отверстий зенкеры применяются для обработки торцовых поверхностей. Для повышения точности зенкерования (особенно при обработке литых или штампованных глубоких отверстий) рекомендуется предварительно расточить (резцом) отверстие до диаметра, равного диаметру зенкера на глубину, примерно равную половине длины рабочей части зенкера. Для обработки высокопрочных материалов (sв>750 МПа) применяют зенкеры, оснащенные пластинами из твердого сплава. Скорость резания для зенкеров из быстрорежущей стали такая же, как и для сверл. Скорость резания твердосплавных зенкеров в 2-3 раза больше, чем зенкеров из быстрорежущей стали. При обработке высокопрочных материалов и литья по корке скорость резания твердосплавных зенкеров следует уменьшать на 20-30%.
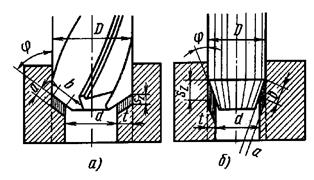
Рисунок 6.4 Зенкерование отверстий
Зенкер имеет большее число режущих кромок (три или четыре), чем спиральное сверло, и обеспечивает большую чистоту обработки отверстия.
Зенкование — это обработка выходной части отверстия (снятие заусенцев) для получения конических или цилиндрических углублений под потайные головки заклепок и винтов. Зенкование выполняют конической или цилиндрической зенковкой. Операции зенкования производят на сверлильном станке, как и сверление отверстий на требуемую глубину.
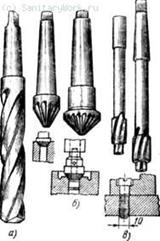
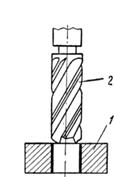
Рисунок 6.5 а - зенкер, б, в коническая Рисунок 6. 6 Работа зенкера:
и цилиндрическая зенковки 1-деталь, 2-зенкер
Главный угол в плане режущих кромок в большинстве случаев равен φ = 60°. У быстрорежущих зенкеров, работающих по стали, и всех твердосплавных зенкеров рекомендуется создавать переходную кромку с углом φі = 30° и длиной 0,3—1 мм.
Геометрические параметры режущей части задаются обычно в сечении плоскостью, перпендикулярной к проекции режущей кромки на осевую плоскость зенкера. Передний угол выбирается в зависимости от свойств обрабатываемого материала: для стали 8—12°, чугуна 6—10°, легких и цветных металлов 25—30°. Задний угол принимают равным 8—10°.
Для правильной работы зенкера необходимо, чтобы биение главных кромок не превышало 0,05—0,06 мм.
Угол наклона канавок к оси инструмента принимают в пределах ω = 10—20°. Зенкеры диаметром 10—32 мм делают хвостовыми, а диаметром 25—80 мм — насадными.
Применение зенкеров, оснащенных пластинками из твердого сплава, позволяет значительно повысить производительность обработки. Пластинки твердого сплава могут напаиваться непосредственно в корпус зенкера или на вставной нож. Применение сборных конструкций дает возможность замены зубьев в случае их поломки, восстановления и регулирования размера зенкера и многократного использования корпуса. Во избежание выкрашивания твердого сплава на передней поверхности твердого сплава зачастую вводится отрицательная фаска (γ = —10°; f = 0,2—0,3 мм).
Задняя поверхность режущей и калибрующей части зенкера, оснащенного твердым сплавом, выполняется под двумя углами.
Для получения отверстий высокой точности и качества обрабатываемой поверхности применяют развертывание. Развертка имеет значительно больше режущих кромок, чем зенкер, поэтому при развертывании снимается более тонкая стружка и получаются более точные отверстия, чем при зенкеровании. Отверстия диаметром до 10 мм развертывают непосредственно после сверления. Перед развертыванием отверстий большего диаметра их предварительно обрабатывают, а торец подрезают. Припуск под развертывание t=0,15-0,5 мм для черновых разверток и 0,05-0,25 мм для чистовых разверток. При работе чистовыми развертками на токарных и токарно-револьверных станках применяют качающиеся оправки, которые компенсируют несовпадение оси отверстия с осью развертки. Для того чтобы обеспечить высокое качество обработки, сверление, зенкерование (или растачивание) и развертывание отверстия производят за одну установку заготовки в патроне станка. Подача при развертывании стальных деталей 0,5-2 мм/об, а при развертывании чугунных деталей 1-4 мм/об. Скорость резания при развертывании 6-16 м/мин. Чем больше диаметр обрабатываемого отверстия, тем меньше скорость резания при одинаковой подаче, а при увеличении подачи скорость резания снижают.
Развертки бывают цилиндрические и конические. Конические развертки предназначены для развертывания конусных отверстий.
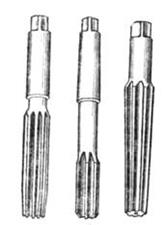
Рисунок 6.7 Развертки: цилиндрическая ручная,
цилиндрическая машинная, коническая
На рабочей части развертки имеется от 6 до 14 нарезанных зубьев, вдоль которых расположены канавки; зубья служат для образования режущих кромок и отвода наружу снимаемой стружки. Нижняя конусная часть развертки снимает стружку, а верхняя — калибрующая— направляет развертку и окончательно калибрует отверстия.
Для более чистой обработки поверхности отверстий и охлаждения инструмента при развертывании просверленные отверстия в стали смазывают минеральным маслом, в меди — эмульсией, в алюминии — скипидаром, а в латуни и бронзе отверстия развертывают без смазывания.
Развертки бывают ручными или машинными, хвостовыми или насадными, цельными или сборными, из стали (легированной или быстрорежущей) или с пластинками из твердого сплава.
Ручные развертки, используемые при слесарных работах, отличаются малым углом в плане φ = 1—2 и большой длиной режущей части. Эти развертки изготавливают обычно из стали 9ХС.
Машинные развертки используются при работе на токарных, револьверных и сверлильных станках. Угол в плане на режущей части равен φ = 15° для вязких металлов и φ = 5° для хрупких металлов. На переднем конце режущей части снимается заходная фаска под углом 45°, для направления развертки в отверстии, предохранения зубьев от выкрашивания в момент входа в отверстие и снятия завышенного припуска.
Калибрующая часть развертки служит для калибрования и зачистки отверстия и направления развертки при обработке. Зубья на калибрующей части имеют цилиндрическую ленточку, требующую очень тщательной доводки.
Для предупреждения огранки отверстия зубья развертки имеют неравномерную разбивку, поэтому заточка разверток в делительных приспособлениях невозможна.
Передний угол γ у разверток обычно равен нулю и только у черновых разверток или при обработке особо вязких материалов γ = 5—10°. Задний угол на режущей части а = 8°. Развертки, оснащенные твердым сплавом, затачиваются по задней поверхности под двумя задними углами α1 = 8° и α2 = 15°.
Метчики — инструмент, который применяется для нарезания внутренних резьб.
Ручные метчики служат для нарезания резьбы вручную; используются в виде комплекта. Существуют комплекты из двух штук (черновой и чистовой метчики) и из трех штук (черновой, промежуточный и чистовой метчики).
Гаечные метчики (короткие, длинные и станочные) применяются для нарезания сквозных резьб.
Машинные метчики применяются на сверлильных и агрегатных станках, на станках-автоматах, для нарезания резьбы в деталях машин.
Для нарезания резьб большого диаметра применяются регулируемые (сборные) метчики.
Элементы метчика. Метчик состоит из следующих частей: рабочая часть и хвостовик; рабочая часть разделяется на заборную часть и калибровочную часть; хвостовик заканчивается квадратом, передающим крутящий момент метчику. Канавки метчика служат для образования передних и задних поверхностей режущих перьев и для отвода стружки.
Заборная часть метчика срезает припуск на заготовке, а калибрующая часть предназначена для центрирования и направления метчика в нарезаемом отверстии и для зачистки нарезаемой резьбы. Метчик имеет передние, задние и профильные поверхности и главные и профильные режущие лезвия.
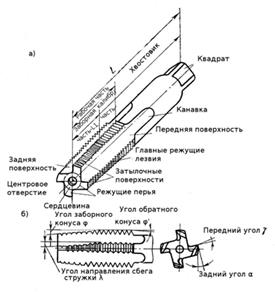
Рисунок 6.8 Метчик.
Геометрические параметры метчика включают: передний угол γ, который берется от 0º до 5º при обработке чугуна и бронзы, а для мягкой стали γ доходит до 15º; задний угол α, который колеблется от 6 до 12º; угол заборной части φ, определяющийся вычислением, он зависит от высоты нарезаемой резьбы и выбранной длины заборной части; угол обратного конуса φ, необходимый для предотвращения защемления метчика в нарезаемой резьбе; понижение диаметра дается на 0,05 ÷ 0,1 мм на 100 мм длины метчика; угол наклона режущего лезвия λ затачивается на длине заборной части метчика для направления стружки вперед по движению инструмента; величина λ берется в пределах от 7 до 10º.
Дата добавления: 2017-01-26; просмотров: 15789;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
