Сварка сосудов и трубопроводов
9.12.1 При правильно выбранных режимах РДС в нижнем положении можно обеспечить качественный провар стали толщиной до 4 мм. Для обеспечения качественного провара при сварке металла большей толщин применяют одностороннюю или двустороннюю разделку кромок. Двусторонняя разделка кромок обеспечивает экономный расход электродов за счет уменьшения количества наплавленного металла на единицу длины шва. При этом уменьшаются сварочные остаточные напряжения и деформации. Но двусторонняя разделка возможна только при двустороннем доступе к сварному шву.
9.12.2 Односторонняя разделка кромок применяется при сварке метатла толщиной от 3 до 25 мм и при возможности выполнения шва только с одной стороны, как, например, при сварке труб малого диаметра.
9.12.3 Форма и размеры разделки кромок торцов труб под сварку в зависимости от толщины стенки приведены на рисунке 9.11.
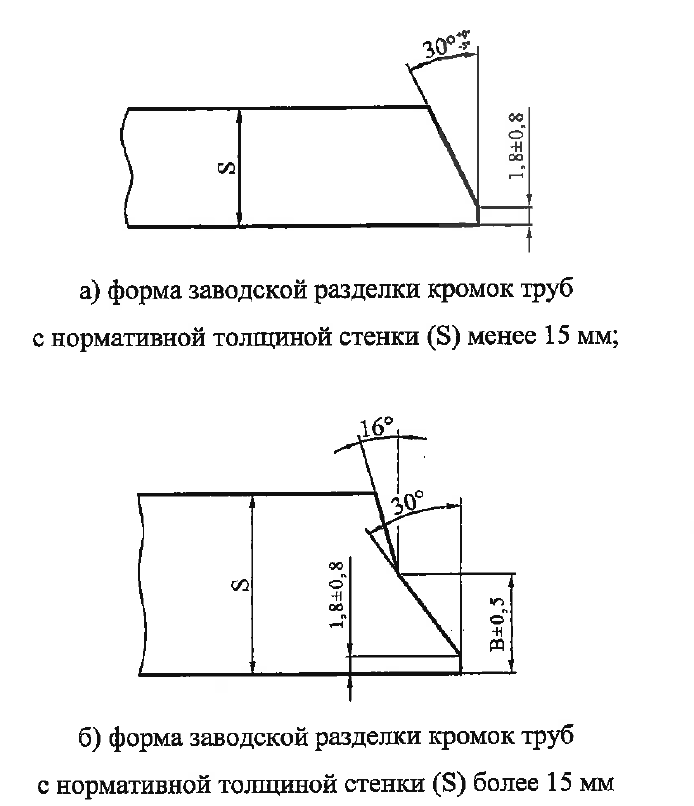
Рисунок 9.11 – Форма и размеры разделки торцов труб
9.12.4 В зоне заводского сварного шва допускается ширина притупления не более 4мм.
9.12.5 Геометрические параметры (см. рисунок 9.11):
- В = 9 для толщины стенки от 15 до 19 мм.
- В = 10 для толщины стенки S от 19,0 до 21,5 мм.
- В = 12 для толщины стенки S от 21,5 до 32,0 мм.
- В = 16 для толщины стенки S более 32,0 мм.
9.12.6 Заводские швы труб должны иметь плавный переход к основному металлу без резких переходов, подрезов, несплавлений, непроваров и других дефектов формирования шва. Высота усиления шва снаружи трубы должна составлять от 0,5 до 3,0 мм (в зависимости от толщины стенки и нормативной документацией). Высота внутреннего усиления шва должна составлять не менее 0,5 мм, при этом на длине не менее 150 мм от торца усиление должно быть удалено до остаточной высоты не более 0,5 мм. Задир (зарез) тела трубы не допускается.
9.12.7 При использовании труб с заводской разделкой кромок следует проверить соответствие формы, размеров, перпендикулярности свариваемых кромок.
9.12.8 Точность обработки кромок под сварку и размеры разделки проверяю инструментально.
9.12.9 Обработку (переточку) кромок под сварку в случае несоответствия заводской разделки кромок требованиям технологии сварки следует производить механическим способом с помощью специализированных станков.
9.12.10 При использовании труб с обработанными специальными станками торцами следует проверить соответствие формы, размеров и качества подготовки свариваемых кромок требованиям РД-25.160.00-КТН-037-14 и операционной технологической карты.
9.12.11 При подготовке труб под сварку разнотолщинных соединений необходимо, чтобы форма разделки кромок соответствовала одному из допускаемых соединений, приведенных на рисунке 9.12.
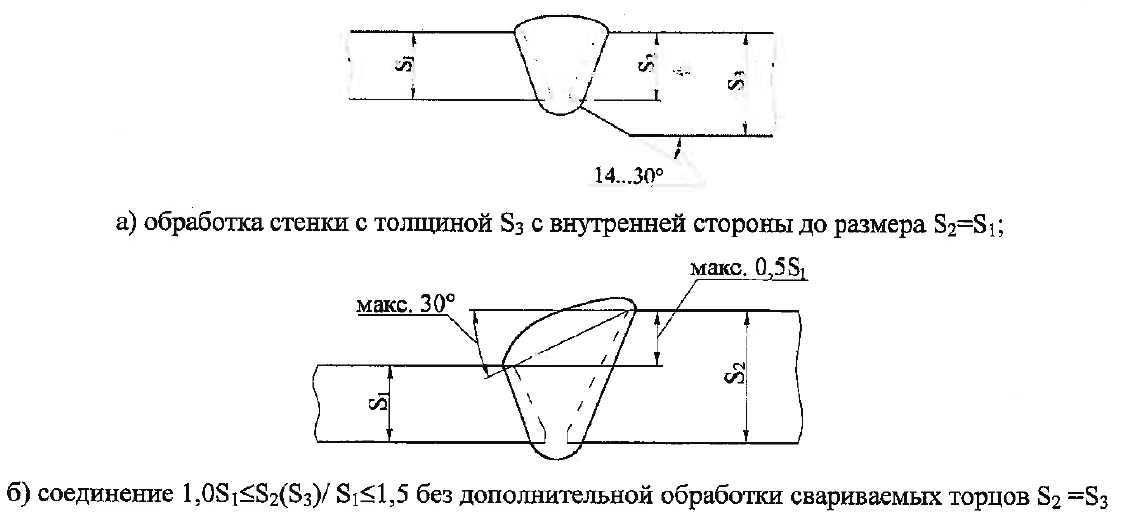
Рисунок 9.12 – Регламентируемые варианты обработки торцов, стыкуемых разнотолщинных элементов
9.12.12 Форма специальной разделки кромок труб для автоматической и механизированной сварки приведена в РД-25.160.00-КТН-037-14.
9.12.13 Смещение кромок в соответствии с РД-25.160.00-КТН-037-14 электросварных труб после сборки не должно превышать:
- для труб с толщиной стенки 10,0 мм и более — 20 % от нормативной толщины стенки, но не более 3,0 мм;
- для труб с толщиной стенки менее 10,0 мм - 20 % от нормативной толщины стенки трубы;
- при сборке труб с толщиной стенки более 10 мм, с применением внутреннего центратора, - 2,0 мм. Для труб с толщиной стенки более 15 мм допускаются локальные смещения кромок до 3 мм при общей протяженности участков с такими смещениями не более 1/6 периметра стыка.
9.12.14 Внутреннее смещение кромок соответствии с РД-25.160.00-КТН-037-14 в стыках бесшовных труб не должно превышать:
- 0,5 мм для труб с толщинами стенок от 1,0 до 3,4 мм;
- 1 мм для труб с толщинами стенок от 3.5 до 4,9 мм;
- 1,5 мм для труб с толщинами стенок от 5,0 до 8,0 мм;
- 2,0 мм для труб с толщинами стенок 8,1 мм и более;
- для труб с нормативной толщиной стенки 10,0 мм и более допускаются местные внутренние смещения кромок, не превышающие 3,0 мм на длине не более 100 мм.
9.12.15 Измерение величины внутреннего смещения бесшовных труб следует выполнять шаблоном. Допускается измерение величины смещения кромок бесшовных труб по наружным поверхностям с одновременным измерением толщины стенки трубы в месте замера.
9.12.16 Сборку стыков труб диаметром 377 мм и более следует производить на внутренних центраторах гидравлического или пневматического типов в соответствии с РД-25.160.00-КТН-037-14. Центратор не должен оставлять царапин, задиров, масляных пятен на внутренней поверхности труб.
9.12.17 При выполнении захлестав, в том числе путем вварки катушки, стыков соединений труба плюс соединительная деталь, труба плюс запорная арматура, а также в случаях, когда применение внутренних центраторов технически невозможно, сборку соединений осуществляют на наружных центраторах преимущественно гидравлического типа.
9.12.18 При сборке запрещается любая ударная правка концов труб.
9.12.19 При сборке заводские (как продольные, так и спиральные) швы следует смещать относительного друг друга не менее, чем на 75 мм - при диаметре труб до 530 мм включительно, на 100 мм - при диаметре труб свыше 530 мм.
9.12.20 Сборку на внутреннем центраторе стыков труб с заводской разделкой кромок или кромок, подготовленных специализированными станками, под последующую сварку корневого слоя шва механизированной сваркой плавящимся электродом с управляемым переносом капель через дуговой промежуток или ручную дуговую сварку электродами с целлюлозным видом покрытия следует осуществлять без прихваток. Если в процессе установки технологического зазора возникла объективная необходимость в установке прихваток, то они должны быть полностью удалены в процессе сварки корневого слоя шва.
9.12.21 Сборку на внутреннем центраторе под последующую сварку корневого слоя шва электродами с основным видом покрытия следует осуществлять без прихваток.
9.12.22 В случае технической невозможности сборки без прихваток разрешается их установка в соответствии со специальными регламентациями.
9.12.23 Режимом сварки называют совокупность характеристик сварочного процесса, обеспечивающих получение сварных швов заданных размеров, и качества. При ручной дуговой сварке характеристиками режима сварки являются: диаметр электрода, сила сварочного тока, напряжение дуги, скорость сварки, род тока и его полярность и др.
9.12.24 При сварке многопроходных швов стремятся выполнять все швы электродами одного и того же диаметра и на одних и тех же режимах. Но для сварки корневого слоя обычно выбирают электроды меньшего диаметра, возможна и смена марки электрода. Наиболее решающим параметром режима сварки является величина арочного тока.
9.12.25 Напряжение дуги при РДС изменяется в пределах от 20 до 36 В и при проектировании технологических процессов сварки ручной сварки не регламентируется.
9.12.26 Сварка всех слоев шва для труб диаметром более 377 мм выполняется не менее чем двумя сварщиками, за исключением применения технологий двухсторонней автоматической сварки и ручной дуговой сварки подварочного слоя шва в соответствии с РД-25.160.00-КТН-037-14.
9.12.27 При проведении сварочно-монтажных работ при строительстве и ремонте, например, при врезке катушек, при замене отдельных участков трубопроводов наблюдается воздействие эффекта «магнитного дутья» на процесс сварки. Эффект «магнитного дутья» является следствием наличия остаточного магнетизма в металле трубы трубопровода.
9.12.28 При сварке намагниченных труб наблюдаются затруднения в возбуждении дуги, нарушение стабильности ее горения, систематическое отклонение в магнитном поле на одну из стыкуемых кромок, а также выбрасывание жидкого металла и шлака из сварочной ванны. Качественный сварной шов при сварке намагниченной трубы можно получить только после устранения остаточной намагниченности.
Дата добавления: 2021-05-28; просмотров: 854;
Поиск по сайту
Узнать еще
- IX. Сварка взрывом и др.
- Автоматическая дуговая сварка под флюсом.
- Аномалии почечных сосудов
- Б) сварка дуговая под слоем флюса (автоматическая)
- Биомеханика сердца и сосудов. Гемодинамика
- Борьба с коррозией при эксплуатации трубопроводов и нефтепромыслового оборудования.
- Борьба с отложениями парафина и отложениями солей при эксплуатации сборных трубопроводов.
- Виды кровеносных сосудов и их строение

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
